 2020-08-05
2020-08-05 145
1453) при отработке технологичности изделий необходимо исходить в первую очередь из учета передового опыта и наиболее высокого технического уровня, достигнутого в данной отрасли производства. При этом необходимо учитывать и специфику данного предприятия-изготовителя, его технико-организационные особенности, оснащенность, освоенность различных процессов и оборудования и др.
Технологическая отработка сварных конструкций предусматривает обеспечение выполнения требований технологичности, предъявляемых к выбору и назначению характера конструкции и металла для ее изготовления, способов сварки и характеристик сварных соединений, точности изготовления и способов устранения или уменьшения сварочных напряжений и деформаций. В связи сэтим можно наметить целый ряд вопросов, требующих решения при создании технологичных сварных и паяных конструкций.
1. Выбор и применение наиболее прогрессивных, современных методик расчета и проектирования сварных конструкций, в наибольшей мере учитывающих их особенности и воздействие технологических факторов.
Отметим, что в настоящий период еще часто допускается неоправданно завышенная металлоемкость, увеличение массы изделий, размеров сварных конструкций, что обусловлено недостатками самих методов разработки. Поэтому при создании новых конструкций необходимо применять новые методики проектирования, основанные на комплексном учете разнообразных конструктивных и технологических факторов. В настоящее время в научно-исследовательских и проектно-конструкторских организациях страны ведется большая и важная работа по пересмотру норм и правил расчета сварных конструкций. В итоге это позволит существенно сократить расход металла и объем сварочных работ.
Все более остро выдвигаются вопросы точности изготовления сварных конструкций, во многом определяющие работоспособность и надежность изделий в эксплуатации, поэтому наряду с прочностными расчетами должны производиться и расчеты точности, которым не всегда уделяется должное внимание. Часто ограничиваются лишь назначением требований к точности отдельных элементов и конструкции в целом и не проверяют, в какой мере при выбранных конструктивных формах и технологии достижима эта точность. Точность сварных конструкций в первую очередь зависит от возникающих напряжений. В настоящее время существуют инженерные методы расчета деформаций сварных конструкций, позволяющие оценивать точность сварных элементов, а следовательно, еще при проектировании предусмотреть технологические меры для достижения заданной точности. Таким образом, при создании новых изделий необходимо исходить из принципов конструктивно-технологического проектирования с применением уточненных методик расчетов прочности и устойчивости элементов, а также расчетных методов оценки точности и технологичности сварных конструкций.
2. Удовлетворение требований технологичности, связанных с характером самой конструкции, является важнейшей задачей технологической отработки.
Рациональность конструктивных решений определяется возможностью снижения металлоемкости изделия и удовлетворения требований технологичности при изготовлении. С этих позиций в сварных конструкциях рекомендуется использовать детали и узлы наиболее простых геометрических форм, уменьшать число составляющих элементов, имеющих минимально возможные по расчету сечения, широко использовать более экономичные заготовки и детали из листового и фасонного проката, гнутые и штампованные элементы вместо сложных поковок и отливок, максимально унифицировать и стандартизировать их по типам материалов, профилям, толщине, параметрам соединений. Необходимо назначать минимально допустимое число соединений в конструкции, избегать скопления их на близком расстоянии друг от друга, обеспечивать свободный доступ к местам соединений для выполнения сварки и контроля.
Технологичность конструкций повышается при более широком использовании в них прогрессивных конструктивных решений и форм, принятых для ранее выпускавшейся, аналогичной продукции и хорошо освоенных в производстве.
При выборе конструктивных форм необходимо также предусмотреть возможность использования при изготовлении сварных конструкций технологической оснастки, позволяющей предотвращать развитие деформаций и облегчающей изготовление. Существенным является назначение схемы собираемости конструкции. В связи с этим большое значение приобретает возможность и характер расчленения сварных конструкций на сборочные единицы. Правильное расчленение позволяет существенно упростить технологический процесс, сократить производственный цикл за счет расширения фронта работ при изготовлении укрупненных частей на параллельных технологических линиях, дает возможность специализации рабочих мест и производственных подразделений, более эффективно использовать средства механизации и автоматизации. Назначение числа и мест технологических разъемов в конструкциях зависит от их конкретных особенностей и особенностей производства. При этом необходимо учитывать следующее:
§ назначаемые сборочные единицы должны представлять собой часть конструкции со сварными соединениями, доступными для выполнения сварки с помощью серийно выпускаемого оборудования при минимальном числе переналадок в процессе обработки;
§ основной объем сварочных работ должен приходиться на сборочные единицы и быть минимальным при соединении их в изделия;
§ сборочные единицы должны обладать достаточной жесткостью, обеспечивающей возможность их транспортировки, сборки и сварки, проведение механической доработки или термообработки и др.;
§ число и последовательность сварочных операций при изготовлении сборочных единиц должны обеспечивать минимальные сварочные деформации и при необходимости допускать проведение операций правки.
Расчленением изделия на отдельные элементы уже обусловливается необходимость изготовления его с помощью сварки. Причем, намечая расположение соединений, предопределяется решение таких конструктивно-технологических вопросов, как выбор типов соединений, методов и приемов сварки и др. Поэтому выбор варианта расчленения и схемы собираемости является важным этапом проектирования сварных конструкций, его влияние на технологичность весьма значительно.
3. Правильный выбор материала — один из важнейших вопросов проектирования и технологической отработки, так как оказывает непосредственное влияние на технические характеристики, массу и экономичность изготовления конструкции.
Требования к свойствам материалов в первую очередь определяются условиями работы, при этом важным является стабильность их свойств. Кроме того, учитывают затраты на материал, технологическую обработку, возможность проведения сварочных работ. В сочетании с требованиями, предъявляемыми к условиям эксплуатации, требование высокой свариваемости определяет практическую пригодность материала для сварных конструкций.
Особенно важен этот вопрос при создании конструкций из разнородных материалов. Масса конструкции существенно зависит от удельных показателей механических характеристик материала. Широко используемые низкоуглеродистые стали обладают низкой удельной прочностью, что ведет к увеличению металлоемкости конструкций, поэтому целесообразна замена их низколегированными сталями с пределом текучести 350…600 МПа. Весьма перспективны высокопрочные стали с мартенситной и бейнитной структурой. Использование таких материалов дает возможность значительно снизить массу изделий, однако повышение прочности материала требует более совершенных конструктивных разработок изделий, высокого качества изготовления и контроля. Использование более прочных сталей (30ХГСА и др.) требует высокой культуры проектирования всего производства. Кроме того, существенно возрастает трудоемкость изготовления, так как требуется проводить операции термообработки.
Для многих специальных конструкций применяются высоколегированные стали: коррозионно-стойкие, жаростойкие и жаропрочные. Однако стоимость их высока и использование в конструкциях диктуется особыми условиями.
Стремление уменьшить массу конструкций ведет к более широкому применению легких сплавов, в первую очередь на алюминиевой основе. Однако при выборе таких материалов нужно иметь в виду, что стоимость 1 т алюминиевых сплавов значительно выше стоимости 1 т стали, поэтому их применение может быть оправдано там, где выигрыш в массе имеет решающее значение. Хорошими механическими характеристиками в сочетании с малой плотностью обладают титановые сплавы. При sв = 1200 МПа их удельная прочность такая же, как у стали с sв = 2100 МПа. Большинство сплавов титана хорошо свариваются, обладают высокой коррозионной стойкостью, но требуют при сварке тщательной защиты от газов и проявляют склонность к замедленному разрушению, что усложняет технологию изготовления из них конструкций.
При создании изделий из легких сплавов необходимо учитывать специфику поведения этих материалов в процессе изготовления сварных конструкций и условиях эксплуатации.
Эффективным направлением в проектировании является использование в различных частях сварных конструкций разнородных материалов, наиболее полно отвечающих требованиям эксплуатации, применение двухслойного проката со специальными свойствами облицовочного слоя и других сочетаний: свойства материала должны удовлетворять требованиям эксплуатации, обеспечивать необходимую свариваемость, технологическую обрабатываемость и экономическую целесообразность.
4. Важной задачей является правильный выбор способа получения соединений в соответствии с назначением, формой и размерами конструкций.
Назначение способа сварки в значительной степени определяется свариваемостью, особенно при соединении разнородных материалов, конструктивным оформлением изготовляемых узлов, степенью их ответственности и производительностью процесса. К тому же необходимо учитывать определенный тип соединений, присадочный материал, приемы и обеспечение удобства выполнения сборочно-сварочных операций. Эти условия предопределяют механические свойства соединений и величину допускаемых напряжений, необходимых для прочностных расчетов конструкции, в связи с чем назначение способа сварки производится уже на первой стадии разработки изделия. Оптимальность этого выбора в значительной степени зависит от правильности учета состояния сварочного производства и тенденций его развития.
5. Правильное назначение типа и параметров сварных соединений в зависимости от особенностей конструкции и характера испытываемых нагружений — один из важных вопросов технологичности.
Качество сварных соединений и трудоемкость их выполнения в значительной степени зависят от проектных решений, определяющих тип присадочного материала, сечение швов и расчетный объем наплавленного металла, положение сварных швов в пространстве при выполнении сварочных работ, доступность и удобство выполнения сварки и др. Поэтому при выборе типа и конструкции сварных соединений намечаемые конструктивные решения необходимо оценивать не только с точки зрения прочности, но и с точки зрения технологичности.
При назначении сварных соединений нужно учитывать возможность выполнения соединений в конструкции с максимальным использованием автоматизированных способов сварки, число и размеры сварных швов должны быть минимальны и строго обоснованы расчетами или технологическими условиями. Несоблюдение этих требований ведет к ухудшению качества и увеличению трудоемкости изготовления и себестоимости сварных конструкций. В связи с этим в конструкциях необходимо использовать наиболее работоспособные и удобно выполняемые типы соединений, стремиться к сокращению их числа и уменьшению сечений. Расположение соединений в конструкциях должно уменьшать или предотвращать появление сварочных деформаций, а параметры соединений должны быть максимально унифицированы, форма швов простая, хорошо поддающаяся описанию и выполнению автоматической сваркой.
Исключительно важным требованием является сокращение объема расплавляемого и особенно наплавленного металла.
На этапе проектирования завышение объема может быть вызвано:
§ несовершенством используемых методик и норм расчета, стандартов и других руководящих документов, регламентирующих параметры сварных соединений и швов;
§ несоблюдением в проектировании принципа минимизации наплавленного металла в конструкции;
§ недостаточным использованием прогрессивных конструктивных решений, требующих минимальных протяженности швов и объема наплавленного металла;
§ ограниченностью применения в конструкциях материалов с улучшенными свойствами и прогрессивных видов профилей заготовок;
§ недостаточным использованием сварочных процессов, обеспечивающих более высокие механические характеристики соединений.
При изготовлении сварных конструкций перерасходу наплавленного металла способствуют:
§ отклонения от строгого соблюдения предписаний технической документации и инструкций в отношении точности и качества выполнения заготовительных, сборочных и сварочных работ;
§ несовершенство принятых в технологическом процессе методов и оборудования обработки;
§ недостаточная точность заготовок, обусловливающая необходимость назначения излишних припусков и проведения ручных работ по подгонке элементов.
6. Большое значение для обеспечения технологичности конструкций имеет изыскание возможностей и обеспечение мер, позволяющих добиваться максимального сокращения операций в технологическом процессе.
Прежде всего, необходимо стремиться исключить такие трудоемкие операции с большим объемом ручного труда, как правка деформированных конструкций, подрубка кромок и подгонка элементов при сборке, механическая доработка узлов, необоснованное применение термообработки. Все эти операции повышают себестоимость конструкций и удлиняют производственный цикл. Возможность подобного сокращения технологических маршрутов связана с повышением качества и точности выполнения работ на всех стадиях изготовления конструкций, поэтому дальнейшее совершенствование сварных конструкций немыслимо без решения вопросов обеспечения высокой точности в их производстве.
Комплексное решение вопросов прочности, точности, технологичности и экономичности позволяет создавать наиболее рациональные сварные конструкции с наименьшими затратами материалов, времени и труда на их изготовление. Решение этих вопросов должно определяться конкретными условиями в результате тщательного анализа всего сложного комплекса производства сварных и паяных конструкций.
Для изделий первой группы при соединении набора жесткости из штампованных элементов с тонкостенными элементами из листа рекомендуется применение контактной точечной и шовной сварки как наиболее производительных способов получения соединений. Применение дуговой сварки в этих случаях не всегда возможно в связи со значительным короблением тонкостенных деталей. Наиболее рационально сваривать конструкции с прямыми швами большой протяженности. При этом упрощаются методы и средства механизации, снижается трудоемкость вспомогательных операций.
Наиболее технологичными являются узлы открытого типа, которые можно сваривать электродами простой геометрической формы (рис. 1.1). Менее технологичны узлы закрытого типа, так как для их сварки требуются фигурные электроды и сложные приспособления, что связано со значительными затратами времени, труда и материалов. На рис. 1.2 показаны некоторые широко используемые сварные конструкции, выполняемые точечной и шовной сваркой. При изготовлении несущих конструкций нервюры 2 (рис. 1.2, а) разделяют на две части, и после приварки каждой части к обводу 1 сваривают внахлестку. Этим удается компенсировать неточность изготовления и сварки нервюр и обеспечить гладкую поверхность несущих листов. Технологичность конструкции зависит также от расположения сварных соединений.
 Рис. 1.1.Соединения, выполняемые контактной точечной сваркой:
Рис. 1.1.Соединения, выполняемые контактной точечной сваркой:
а — открытого типа; б — закрытого типа 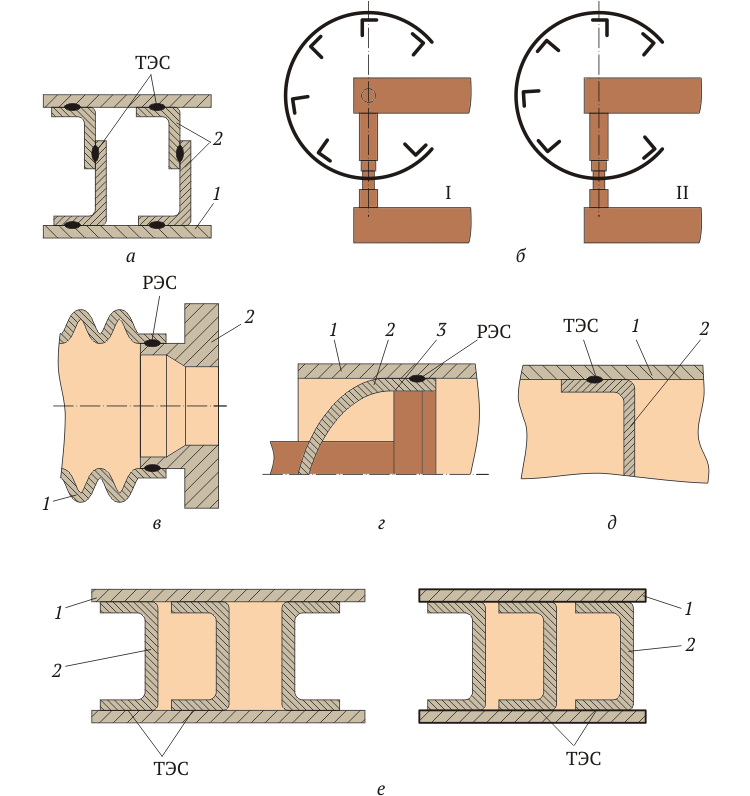 Рис. 1.2.Примеры конструкций, выполняемых контактной сваркой:
Рис. 1.2.Примеры конструкций, выполняемых контактной сваркой:
а — сварка несущей конструкции нервюры: 1 — обвод; 2 — нервюра; ТЭС — соединения точечной контактной сварки; б — приварка элементов жесткости в полузакрытый сосуд: I — технологичный вариант; II — нетехнологичный вариант; в — шовная сварка тонкостенного гофра (1) с массивным фланцем (2); г — вварка сферического составного донышка в обечайку: 1 — обечайка; 2 — сферическая часть донышка; 3 — цилиндрическая часть донышка; д — вварка перегородок в емкости точечной сваркой: 1 — стенка емкости; 2 — перегородка; е — точечная контактная сварка полых судовых панелей: 1 — обшивка; 2 — элемент жесткости
На рис. 1.2, б показаны варианты расположения элементов жесткости в полузакрытом сосуде: по схеме I соединение открыто и удобно для наблюдения во время сварки, по схеме II соединение менее доступно и его выполнение затруднено.
При соединении тонкостенного элемента с толстостенным следует уменьшить толщину последнего в месте соединения. На рис. 1.2, в показана шовная сварка тонкостенного гофра 1 с массивным фланцем 2. При шовной сварке крупногабаритных изделий (рис. 1.2, г) для удобства подхода ролика со стандартной консолью к месту сварки обечайки 1 с донышком 2 в стенке донышка предусматривается специальное технологическое отверстие, которое после шовной сварки закрывается заглушкой и заваривается аргонодуговой сваркой. При точечной сварке перегородок в емкостях толщина обечаек 1 должна быть больше толщины полки перегородки 2 (рис. 1.2, д). В противном случае при разрушении соединения вырыв сварной точки, происходит в обечайке и сопровождается нарушением общей герметичности емкости и вытеканием жидкости.
На рис. 1.2, e по первому варианту с помощью серийной сварочной машины со стандартной длиной консолей возможно изготовление панелей, состоящих из обшивки 1 и элементов жесткости 2, вдвое больших по ширинев сравнении со вторым вариантом. При этом сокращается общее число необходимых технологических разъемов в конструкции. В итоге уменьшаются деформации и общий объем сварочных работ. Во втором варианте необходимо применять специальную сварочную машину с удлиненными консолями.
В узлах, выполняемых сваркой плавлением, более работоспособны соединения встык (рис. 1.3, а). В соединениях, выполняемых внахлестку или с двойной отбортовкой (рис. 1.3, б), увеличивается концентрация напряжений, снижается прочность и затрудняется контроль. Расположение сварного шва напротив буртика или рядом с выступающей частью конструкции (рис. 1.3, в) затрудняет сварку и рентгеноконтроль, вызывает концентрацию напряжений.
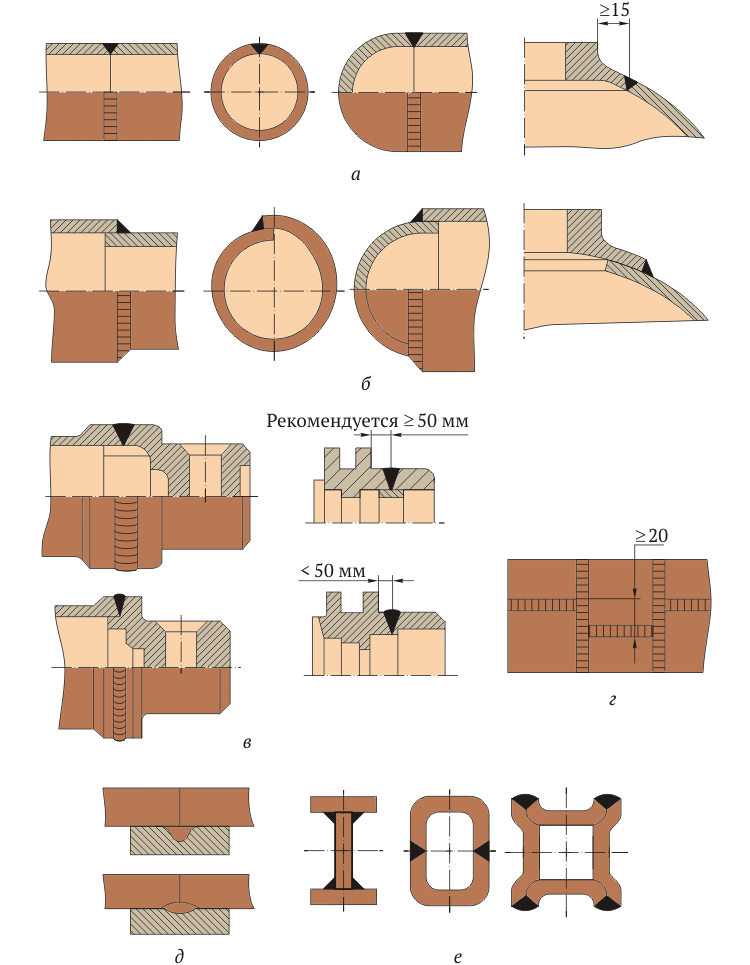 Рис. 1.3.Технологичные и нетехнологичные конструкции, выполняемые сваркой плавлением:
Рис. 1.3.Технологичные и нетехнологичные конструкции, выполняемые сваркой плавлением:
а, б — соответственно рекомендуемые и нерекомендуемые конструкции сварной обечайки, вварки донышка в обечайку и горловины в шаровой баллон; в — рекомендуемые (вверху) и нерекомендуемые (внизу) варианты соединения арматуры трубопроводов; г — рекомендуемый вариант сварки цилиндрического сосуда из сварных обечаек; д — рекомендуемый (вверху) и нерекомендуемый (внизу) варианты сварки продольного шва плит на подкладке; е — технологичные конструкции сварных балок различного сечения
Кроме того, сварка деталей разной толщины сопровождается несимметричностью теплового поля и возникновением излишних напряжений, что может привести к образованию трещин. При соединении обечаек кольцевыми швами необходимо продольные швы располагать не по одной линии, а смещать их относительно друг друга (рис. 1.3, г). При этом удается снизить концентрацию напряжений и повысить работоспособность изделия. При выполнении стыковых соединений из алюминиевых сплавов необходимо предусмотреть возможность удаления оксидных пленок из стыка в проплав, применяя сварочные подкладки с профилированными канавками или специальным оформлением конструкции соединения (рис. 1.3, д). Оксидные включения, остающиеся в швах, служат причиной зарождения трещин и нарушения герметичности.
Наименьшие деформации после сварки будут иметь узлы и конструкции, соединения, в элементах которых они располагаются так, что сумма статических моментов объема металла швов относительно центра тяжести сечения элемента равна нулю или близка к нему. Поэтому рекомендуется располагать швы в элементах симметрично (рис. 1.3, е). Для уменьшения остаточных напряжений следует избегать в изделии пересекающихся швов, а также их скопления.
Высокая точность сварных узлов достигается применением специальных приспособлений. Устройство приспособления, форма и конструкция соединений в свариваемом изделии должны обеспечивать возможность сборки элементов и сварки всех швов без извлечения узла из приспособления.
1.4Общие принципы проектирования технологических процессов сварки
На этапе эскизного проектирования технологического процесса сварки выявляют принципиальную возможность обеспечения заданных служебных свойств сварной конструкции при различных вариантах конструктивного оформления и оценивают их технологическую целесообразность.
На этапе технического проекта конструкции всех основных узлов и наиболее трудоемких деталей обычно разрабатывают в нескольких вариантах, которые затем сравнивают по их технологичности и надежности в эксплуатации. В случае необходимости производят расчеты трудоемкости изготовления, металлоемкости и других показателей. Не всегда удается изыскать вариант, существенно превосходящий все другие, тогда выбор производят на основании того показателя, который в данном случае является решающим.
На этапе рабочего проектирования производят детальную технологическую проработку принятого варианта конструкции. В первую очередь прорабатывают чертежи и технические условия на крупные детали, в особенности на поставляемые извне, затем прорабатывают чертежи всех основных узлов и деталей и технические условия на их изготовление, сборку, монтаж и испытания. Рабочие чертежи направляют в отдел главного сварщика, где при разработке рабочей технологии спроектированной конструкции выявляют недостатки, связанные в основном с выбором материалов (по их свариваемости), видом заготовок размеров швов, характером подготовки кромок, припусков на механическую обработку, допусков формы и размеров, методов контрольных операций. Необходимые изменения по согласованию с конструктором вносят в чертежи и технологическую документацию до запуска конструкции в производство. В ряде случаев при создании принципиально новых типов сварных конструкций, а также при освоении новых материалов или сварочных процессов к решению наиболее сложных вопросов привлекают научно-исследовательские организации.
В зависимости от основного назначения различают перспективные и рабочие технологические процессы(ТП).
Перспективный ТП включает в себя:
1) последовательность технологических операций;
2) разбивку конструкции на отдельные технологические узлы или элементы;
3) эскизную проработку специальных приспособлений и оснастки;
4) расчеты режимов основных сварочных процессов и ожидаемых сварочных напряжений и деформаций;
5) сравнительную оценку разработанных вариантов технологии.
После окончательного утверждения технического проекта и принятого варианта технологии выполняют рабочее проектирование конструкции (составление конструкторской документации) и разработку рабочей технологии (составление технологической документации), включающей в себя следующие действия:
§ уточнение и изменение принципиального технологического процесса, связанные с изменением конструкции на этапе рабочего проектирования;
§ разработку технологических карт, в которых указывают все параметры режима сварки, применяемые сварочные материалы и оборудование;
§ краткое описание технологических приемов выполнения отдельных сварочных операций;
§ требования к прочности и качеству сварных конструкций на отдельных этапах их изготовления;
§ указания методов проверки точности и контроля качества соединений, узлов и готовой конструкции.
В зависимости от количества изделий,охватываемых процессом, установлено два вида технологических процессов: типовой и единичный.
В зависимости от степени детализации каждый технологический процесс может быть маршрутным, операционным или операционно-маршрутным.
Технологическая операция является частью ТП, выполняемой на одном рабочем месте.
Технологический процесс изготовления сварной конструкции оформляется документально. Различают основные и вспомогательные документы.
Основные документы полностью и однозначно определяют технологический переход (операцию) изготовления изделий и содержат информацию, необходимую и достаточную для решения инженерно-технических, планово-экономических и организационных задач. Основные документы бывают общего и специального назначения.
Вспомогательные документы применяют при разработке, внедрении и функционировании технологического перехода (операции).
К основным документам технологического процесса изготовления сварной конструкции относится технологическая карта — основной производственный документ, в котором приведены все данные по деталям, сборке и сварке конструкции. Технологическая карта находится в строгом соответствии с принципиальным технологическим процессом.








