 2020-10-10
2020-10-10 874
874Эти заготовки применяют в основном в тех случаях, когда требуется улучшить механические свойства изделий.
Ковка — универсальный метод производства поковок на молоте или прессе. Ковкой получают заготовки для разнообразных деталей массой от 10 грамм до 350 тонн с припусками  до 34 ± 10 мм (ковка на молотах) и от 10 ± 3 мм до 80 ± 3 мм (ковка на прессах). Для уменьшения расхода металла при ковке заготовок партиями 30—50 шт. применяют кольца и покладные штампы (рис. 3.3).
до 34 ± 10 мм (ковка на молотах) и от 10 ± 3 мм до 80 ± 3 мм (ковка на прессах). Для уменьшения расхода металла при ковке заготовок партиями 30—50 шт. применяют кольца и покладные штампы (рис. 3.3).
Подкладной штамп (рис. 3.4) состоит из двух половин 2 и 3, взаимно ориентированных штифтами 5, входящими в отверстие 1.
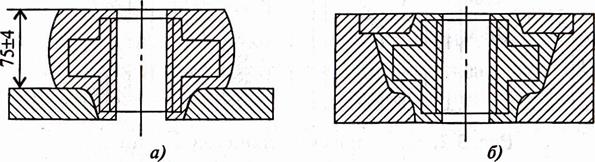
Рис. 3.3. Поковка, полученная ковкой с подкладным кольцом (а) и в подкладном закрытом штампе (б).
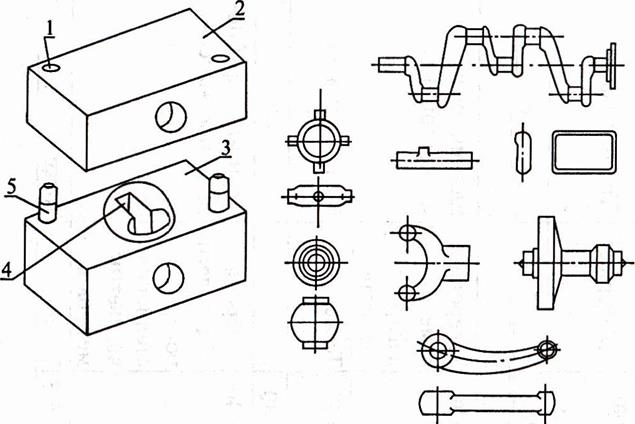 Рис. 3.4. Подкладной штамп и поковки, штампуемые на молотах
Рис. 3.4. Подкладной штамп и поковки, штампуемые на молотах
В каждой половине штампа образованы рабочие полости (4), которые соответствуют форме и размерам заготовки. Это дает возможность сохранить расход металла на 15—20% по сравнению с ковкой на универсальном инструменте. Ковка имеет ряд преимуществ. Она позволяет получать крупногабаритные заготовки последовательным деформированием отдельных ее участков. В процессе ковки улучшаются физико-механические свойства материала, особенно ударная вязкость, поэтому ответственные детали машин, такие, как диски турбин, роторы, валки прокатных станов, коленчатые валы судовых двигателей, детали крупных штампов, кулачковые валы ткацких машин, производят из поковок.
Основные операции ковки: протяжка, прошивка, рубка, гибка, закручивание и др.
Параметры заготовок, полученных методами обработки давлением (ковкой, штамповкой и т.д.), представлены в табл. 3.2.
Горячая объемная штамповка — основной способ получения заготовок для ответственных деталей массой от 0,5 до 20—30 кг. Поковки массой в 100 кг для объемной штамповки считаются крупными. В зависимости от типа применяемого штампа различают штамповку в открытых или закрытых штампах, а также в штампах для выдавливания (рис. 3.5). В зависимости от применяемого оборудования штамповку подразделяют на штамповку на молотах, прессах, КГШП, ГКМ, гидравлических прессах, а также на специальных машинах. Так как штамп определяет течение
Таблица 3.2








