 2014-02-02
2014-02-02 3827
3827Рисунок 7.29 – Специализированная электропечь для нагрева хвостовика корпуса автосцепки
Таблица 7.4 – Техническая характеристика электропечи для нагрева хвостовика корпуса автосцепки
| Наименование | Параметры |
| Рабочая температура, °С | |
| Среда в рабочем пространстве | воздух |
| Потребляемая мощность, кВт, не более | |
| Напряжение питания, В | 220/380 |
| Число фаз | |
| Частота, Гц | |
| Габаритные размеры рабочего пространства (д,ш,в), мм | 800×400×250 |
| Габаритные размеры электропечи (д,ш,в), мм | 1710×1000×1730 |
| Масса, кг |
На рисунке 7.30 представлен общий вид кантователя для проведения сварочных работ при котла цистерны 4-х осной.

Рисунок 7.30 – Кантователь для проведения сварочных работ при котла цистерны 4-х осной. Вагонное депо Витебск. Беларусь.
Рассмотрим конструкцию и основные характеристики установки для восстановления цельнокатаных вагонных колесных пар методом наплавки под слоем флюса (рисунок 7.31).
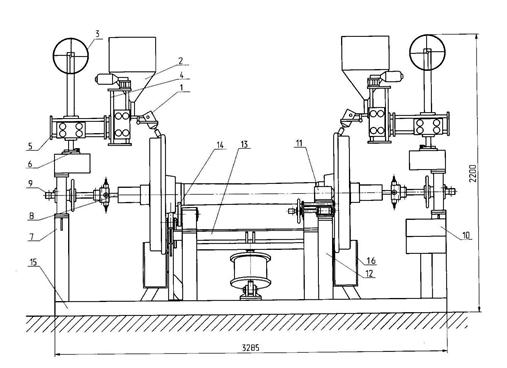
1 – наплавочная головка, 2 – бункер для сварочного флюса, 3 – кассеты для сварочной проволоки, 4 – суппорт вертикального подъема, 5 – суппорт продольной подачи вдоль оси КП, 6 – механизм разворота наплавочного узла,
7 – стойки несущая левая и правая с пневмопанелью управления подъемом КП, 8 – токосъемный центр обратного сварочного провода, 9 – механизм подвода токосъемного центра, 10 – пульт управления, 11 – механизм вращения КП,
12 – стойка крепления узла подвода механизма вращения КП, 13 – механизм загрузки КП, 14 – опорные ролики вращения КП, 15 – станина, 16 – лоток для сбора флюса
Рисунок 7.31 – Установка для восстановления гребней цельнокатаных вагонных колесных пар методом наплавки под слоем флюса УНГ -1М.
Производитель – группа компаний ООО «Промтех»
Таблица 7.5 – Техническая характеристика установки для восстановления гребней цельнокатаных вагонных колесных пар
| Наименование | Параметры |
| Количество одновременно наплавляемых колес, шт | |
| Позиция подготовки колеса для восстановления (отжиг, нагрев) | на отдельно стоящих установках |
| Способ загрузки колесной пары на установку | Краном цеховым на загрузочное устройство |
| Пределы вращения колесной пары на установке, об/мин | 0,1 – 0,3 |
| Регулирование смещения дуг от зенита, мм | 0 – 100 |
| Тип привода вращения колесной пары | Электрический постоянного тока, регулируемый, червячный редуктор |
| Тип приводов подачи, продольного перемещения и подъема сварочной проволоки | Электрический постоянного тока, регулируемый, червячный редуктор |
| Мощность двигателя привода вращения колеса, Вт | |
| Мощность привода продольного перемещения сварочной головки, Вт | |
| Мощность привода подачи сварочной проволоки, Вт | |
| Мощность привода подъема сварочной головки, Вт | |
| Рабочее давление в пневмоцилиндре, не более МПа | 1,0 |
| Мощность потребляемая сварочным выпрямителем (4 шт.), не более кВт | 15 (60) |
| Мощность потребляемая установкой, не более кВт | |
| Габаритные размеры установки (без сварочного выпрямителя), (длина × ширина × высота), мм, не более | 3500 × 2650 × 2200 |
| Габаритные размеры сварочного выпрямителя, мм, не более | 700 × 800 × 1200 |
| Масса установки (без сварочного выпрямителя), кг, не более | |
| Масса сварочного выпрямителя, кг, не более |
На рисунке 7.32 изображена установка для автоматической наплавки под слоем флюса гребней цельнокатаных вагонных колёс, которая включает в себя:
1) Вращатель колесной пары с пультами управления;
2) Два манипулятора с механизмами подачи сварочной проволоки;
3) Два сварочных выпрямителя;
4) Флюсоудерживающие и флюсоуборочные приспособления и устройства;
5) Установка индукционного нагрева двух ободьев колёс перед наплавкой;
6) Два комплекта термостатов для замедленного остывания колёс после наплавки;
7) Установка для очистки и намотки сварочной проволоки.
Рисунок 7.32 – Установка для автоматической наплавки под слоем флюса гребней цельнокатаных вагонных колёс
Восстановлению наплавкой подлежат колесные пары, удовлетворяющие по ремонтным параметрам требованиям инструкции ЦВ/3429, имеющие размеры по гребню и ободу:
– толщина гребня в пределах 22-26 мм;
– толщина обода не менее 30 мм.
Для наплавки гребней применяется сварочная проволока марки Св-08ХГ2СМФ по ТУ 130-284-97 Ø3,0 мм; флюсы марок АН-348, АН-348АМ и АНЦ-1.
Таблица 7.6 – Техническая характеристика установки для автоматической наплавки под слоем флюса гребней цельнокатаных вагонных
колёс
| Наименование | Параметры |
| Потребляемая мощность установки, кВт | |
| Время нагрева перед наплавкой одного колеса, мин | |
| Время наплавки гребня на одном колесе, мин | 40 – 50 |
| Время остывания колесной пары в термостате, ч | 10 – 12 |
Установка для восстановления наплавкой изношенных участков триангеля УНТ (рисунок 7.33) предназначена для восстановления дуговой наплавкой в автоматическом режиме изношенных поверхностей резьбовых участков триангеля, а также болтов и шпилек. Пригодна для эксплуатации в вагонных депо.

Рисунок 7.33 – Установка для восстановления наплавкой изношенных участков триангеля УНТ
Наплавка осуществляется проволокой сплошного сечения в среде углекислого газа или в смеси углекислого газа и аргона. Автомат позволяет исключить ручной труд, повысить качество наплавки, увеличить в 3 – 4 раза производительность наплавки и в 1,5 – 2 раза производительность последующей механической обработки.
Установка УНТ содержит:
– Стенд с механизмами крепления детали, ее вращения и перемещения наплавочной головки;
– Аппаратура управления процессом автоматической наплавки;
– Полуавтомат для сварки электродной проволокой в защитном газе с источником питания.
Таблица 7.7 – Т ехническая характеристика установки для восстановления наплавкой изношенных участков триангеля УНТ
| Наименование | Параметры |
| Наплавляемый диаметр, мм | 15 – 90 |
| Минимальная длина наплавляемого участка, мм | |
| Максимальная скорость наплавки, м/ч | |
| Диаметр электродной проволоки, мм | 0,8 – 2,0 |
| Напряжение на электродвигателе привода вращения детали, В | 27 – 60 |
| Габаритные размеры установки, мм (без полуавтомата и источника питания) | 2700×1500×800 |
Стенд для сборки, разборки и зарядки поглощающих аппаратов Ш-6-ТО-4 и Ш-6-ТО-4У (безхомутовых) (94.В.469.00.000) разработан в ДКТБ Свердловской железной дороги. На рисунке 7.34 представлен общий вид данного стенда.

Рисунок 7.34 – Общий вид стенда для сборки, разборки и зарядки поглощающих аппаратов Ш-6-ТО-4 и Ш-6-ТО-4У (безхомутовых) в вагонном депо Екатеринбург – Сортировочный
Принцип работы: на столешницу кантователя в горизонтальном положении укладывается поглощающий аппарат. Поглощающий аппарат закрепляется задвижкой. Запускается гидростанция. Затем включается цилиндр кантователя. Поглощающий аппарат устанавливается в вертикальное положение. Включается гидроцилиндр сжатия. После сжатия поглощающего аппарата производится разборка согласно инструкции по ремонту и обслуживанию Ш-6-ТО-4 и Ш-6-ТО-4У. Затем шток гидроцилиндра поднимается в верхнее положение, поглощающий аппарат освобождается от нагрузки.
Кантователем поглощающий аппарат опускается в горизонтальное положение. В горизонтальном положении на столешнице поглощающий аппарат разбирается по деталям. Сборка поглощающего аппарата производится в обратном порядке.
Управление стендом осуществляется с пульта управления, установленного на неподвижной раме.
В соответствии Регламентом технической оснащенности вагоноремонтных депо на участках окраски и антикоррозионной защиты кузовов и других узлов вагонов должно применяться следующее оборудование:
– Окрасочные, дробеструйные или пескоструйные камеры (при выполнении капитального ремонта вагонов в депо);
– камера окрасочная для окраски тележек Т1103 ПКБЦВ;
– сушильные камеры и установки.
В отделении подготовки лакокрасочных материалов для нанесения защитных покрытий на вагон применяется нестандартизованное оборудование для приготовления красок и для контроля за их качеством.
Работа в камере дробеструйной очистки (рисунок 8.1) осуществляется следующим образом: вагон тяговой лебедкой перемещается в рабочее пространство камеры. Двери камеры закрываются и два оператора производят очистку наружной поверхности вагона. Отработанная дробь через решетчатый пол попадает в зону скребковых конвейеров которые собирают ее в центр камеры в зону поперечных конвейеров. Далее дробь поступает в стандартную систему очистки и в дробеструйные аппараты. Оператор экипирован полным комплектом индивидуальной защитной одежды и системой подготовки и подачи воздуха для дыхания. В зависимости от времени года климатическая система имеет два режима подготовки воздуха для дыхания оператора –нагрев или охлаждение. Для удобства очистки металлоконструкций по высоте, в рабочем пространстве камеры предусмотрены площадки для операторов, устанавливаемые в необходимых местах камеры. Камера снабжена системами освещения и вентиляции. Вентиляция имеет 3-х ступенчатую систему очистки воздуха

Рисунок 8.1 – Камера дробеструйной очистки кузовов вагонов
В ремонтном вагонном депо Батайск в декабре 2008 года введен в эксплуатацию автоматизированный комплекс дробеструйной очистки и окраски вагонов (рисунок 8.2). Производитель – фирма «Getrasur».
Комплекс предназначен для очистки и окраски основных типов грузовых вагонов (цистерн, полувагонов, вагонов-хопперов). Производительность комплекса 3 вагона в смену (720 вагонов в год).
В состав комплекса входят:
– камера дробеструйной очистки, с установленными в ней дробеструйными аппаратами и подъемниками для двух операторов;
– установка для циклической обработки абразивного материала, с модулем автоматической рекуперации и промывочным аппаратом;
– камеры окраски и сушки вагонов, с установленными в камере окрасочными установками для окраски вагонов с двух сторон и подъемниками для двух операторов;
– трансбордер для перемещения вагонов из одной камеры в другую;
– компрессорная установка и система подачи сжатого воздуха к дробеструйным аппаратам окрасочными установками.

Рисунок 8.2 – Автоматизированный комплекс дробеструйной очистки и окраски вагонов в ремонтном вагонном депо Батайск
Напомним основные операции технологического процесса окраски пассажирских вагонов.
При восстановлении наружного покрытия пассажирских вагонов полностью очищенные от старой краски поверхности кузова или отдельно расчищенные места хорошо протирают ветошью, смоченной в бензине, грунтуют, сушат и шпатлюют. После сушки и шлифования первого слоя шпатлевки наносят второй слой с выравниванием местных углублений, которые также просушивают и шлифуют. Далее всю поверхность кузова снова протирают и наносят выявительный слой эмали. После сушки и полного шлифования кузова, оставшиеся углубления окончательно шпатлюют, сушат и шлифуют. Затем стены вагона окрашивают в два слоя (первый слой шлифуют) пентафталевой эмалью.
После сушки кузова окрашивают гофры и наносят номерные знаки и надписи.
Крышу, свесы крыши и дефлекторы окрашивают эмалью серого цвета, причем свесы 2 – 3 раза шпатлюют.
Раму вагона, пол, подвагонное оборудование, подножки, раму упругой площадки окрашивают после очистки от грязи в черный цвет масляной краской или эмалью.
В целях увеличения срока службы противокоррозионной защиты и декоративных покрытий, сокращения эксплуатационных расходов на их ремонт и техническое обслуживание, улучшения внешнего вида вагонов, распоряжением ОАО «РЖД» от 23.07.2007г. № 1371р предписано применять технологию окрашивания кузовов пассажирских вагонов двухкомпонентными лакокрасочными материалами повышенной долговечности при деповском ремонте, капитальных ремонтах КР-1 и КР-2 и при капитально-восстановительном ремонте, согласно типовому технологическому процессу № ТП-ЦЛПВ-33/4, утвержденному МПС России 18.04.2003 г. Данный техпроцесс применяется наряду с технологией окрашивания пассажирских вагонов, согласно типовому технологическому процессу № ТП-ЦЛПВ-33/3, утвержденному МПС России 28.01.2002г.
Существуют четыре метода распыления лакокрасочных материалов:
– воздушный,
– безвоздушный,
– комбинированный.
– электростатический
Воздушный метод заключается в раздроблении краски сжатым воздухом и нанесении ее тонким слоем на окрашиваемую поверхность. Он является наиболее распространенным методом окраски при капитальном ремонте вагонов. Нанесение краски воздушным распылением подразумевает применение краскораспылительной установки воздушного распыления.
Эти установки просты в изготовлении и производительны.
Установка (рисунок 8.3) состоит из следующих элементов:
– краскораспылитель ручной пневматический;
– нагнетательный бак, оснащенный регулятором давления и мешалкой;
– подающий насос, работающий от компрессора или турбинного электрического нагнетателя краски (за счет избыточного давления, создаваемого в баке с краской). Источником сжатого воздуха может служить также воздушная магистраль;
– воздухоочиститель с предохранительным клапаном и спускным краном для очистки сжатого воздуха, поступающего от компрессора, от масла, влаги и механических включений;
– соединительные шланги для подачи сжатого воздуха к распылителю и в бак для выдавливания из него лакокрасочного материала.

Рисунок 8.3 – Краскораспылительная установка воздушного распыления
Данный способ дает высокое качество распыления при низком давлении. Но, как следствие, при таком низком давлении создается воздушно-пылевое облако, что приводит к высоким потерям за счет туманообразования и плохому переносу краски. Преимуществом является высокое качество нанесения, но это видно на металлических и деревянных поверхностях (покраска авто, мебельное производство).
Краскораспылитель ручной пневматический СО-71В1(рисунок 8.4) с поступлением краски самотеком из прикрепленного сверху бачка может применяться для подкрашивания деталей вагона в труднодоступных местах.

Рисунок 8.4 – Краскораспылитель ручной пневматический СО-71В1
Таблица 8.1 – Технические характеристики краскораспылителя ручной
пневматический СО-71В1
| Наименование | Параметры |
| Расход лакокрасочного материала, л/мин, не менее | 1,55 |
| Расход сжатого воздуха, м3/мин, не более | 0,3 |
| Давление сжатого воздуха на лакокрасочный материал, МПа | 0,05–2 |
| Рабочее давление сжатого воздуха, МПа | 0,5 |
| Объем бачка, л | 0,35 |
| Габаритные размеры, мм | 165×93×260 |
| Масса с бачком, кг | 0,8 |
Краскораспылитель ручной пневматический СО-71В (рисунок 8.5) включают нажатием на курок. При этом открывается воздушный клапан и воздух по каналам корпуса распылителя поступает в распылительную насадку. При дальнейшем нажатии на курок отходит игла и открывает в насадке коническое отверстие для прохода краски, поступающей из бака.
Такой порядок включения предотвращает выброс нераспыленных капель краски. Для уменьшения красочного тумана, потерь краски и получения более качественного покрытия распылитель держат на расстоянии 250–350 мм от окрашиваемой поверхности. Направление окрасочного факела – почти перпендикулярно окрашиваемой поверхности.

Рисунок 8.5 – Краскораспылитель ручной пневматический СО-71В
Краскораспылитель может работать как от верхнего наливного бачка, так и от нагнетательного бака СО-12А.
Нагнетательный бак СО-12А (рисунок 8.6) предназначен для подачи лакокрасочных, защитных, антикоррозийных и других материалов к краскораспылителям и другим распыляющим устройствам под давлением сжатого воздуха.

Рисунок 8.6 – Нагнетательный бак СО-12А
Таблица 8.2 – Технические характеристики нагнетательного бака СО-12А
| Наименование | Параметры |
| Объем, л | |
| Максимальное рабочее давление, кгс/см2 | |
| Диапазон регулирования давления воздуха редуктором, кгс/см2 | 1–5,2 |
| Внутренний диаметр бака, мм | |
| Высота бака, мм | |
| Масса, кг |
Воздухоочиститель СО-15В (рисунок 8.7) предназначен для очистки сжатого воздуха, поступающего от компрессора или из воздушной магистрали от масла, влаги и механических включений.
Применяется для обеспечения устойчивой работы краскораспылителей.

Рисунок 8.7 – Воздухоочиститель СО-15В
Таблица 8.3 – Технические характеристики воздухоочистителя СО-15В
| Наименование | Параметры |
| Пропускная способность, м3/мин | 0,51 |
| Давление на входе в очиститель, кгс/см2 | |
| Предел регулируемого давления воздуха редуктором, кгс/см2 | 1–5,2 |
| Степень очистки воздуха, % |
Компрессор CO-243-1 (CO-7В) (рисунок 8.8) предназначен для обеспечения краскораспылительной установки сжатым воздухом при производстве малярных работ.

Рисунок 8.8 – Компрессор СО-7В
Таблица 8.4 – Технические характеристики компрессора СО-7В
| Наименование | Параметры |
| Производительность, м3/ч | |
| Рабочее давление, кгс/см2 | |
| Объем ресивера, л | |
| Электродвигатель: – мощность, кВт – напряжение, В | |
| Число оборотов, об/мин | |
| Габаритные размеры, мм (длина без поручня) | 850×550×1000 |
| Масса, кг |
При безвоздушном методе окраски AirLess поверхностей используются два типа насосов высокого давления (до 500 атм): мембранный и поршневой. Безвоздушный способ распыления дает прекрасный перенос материала и отсутствие воздушно-пылевого облака, позволяет применять высоковязкие краски.
При безвоздушном распылении лакокрасочный материал под высоким давлением (100-250 атм) проходит через небольшое отверстие форсунки и за счет этого мелко диспергируется. В сравнении с системами воздушного распыления, при безвоздушном способе краска наносится более равномерно, при этом экономия краски может достигать 20 – 30 %. Поскольку производительность установок безвоздушного распыления гораздо выше, чем при воздушном распылении, безвоздушный метод не всегда рекомендуется для нанесения финишного слоя краски.
Гидравлический мембранный окрасочный агрегат высокого давления отличается высокой стойкостью к абразивному воздействию твердых частиц присутствующих в краске.
Преимущества: большая производительность; обеспечивает выше адгезию (прилипание) краски; экономия материала.
Комбинированный метод окраски AirCoat (Airmix) сочетает в себе воздушный и безвоздушный методы распыления (рисунок 8.9).

Рисунок 8.9 – Комбинированный метод окраски
Агрегаты комбинированного распыления работают от пневмосети. При комбинированном распылении используется безвоздушная форсунка, которая распыляет материал при относительно невысоком давлении (60 – 150 атм). При таком низком давлении картина распыления имеет дефект, называемый «хвостами». Чтобы исключить подобный дефект и улучшить дисперсию материала через отверстия в специальном воздушном колпачке в факел подается воздух под невысоким давлением (0,7 – 2 атм.). Такая «воздушная поддержка» исключает появление «хвостов» и позволяет получить полноценную картину распыления. Окрасочный факел, получаемый при использовании метода комбинированного распыления, обеспечивает отличный перенос лакокрасочного материала, незначительное по сравнению с воздушным распылением воздушно-пылевое облако и, в отличие от безвоздушного метода, прекрасное качество покрытия.
Данным способом возможно распылять высоковязкие краски и обеспечивается нанесение ЛКМ с нормальным качеством на металлические поверхности.

