2014-02-02
2014-02-02 812
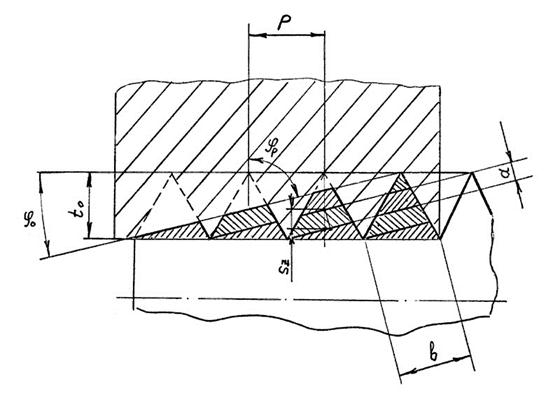
812Рис. 77. Схема вырезания профиля при нарезании резьбы метчиком
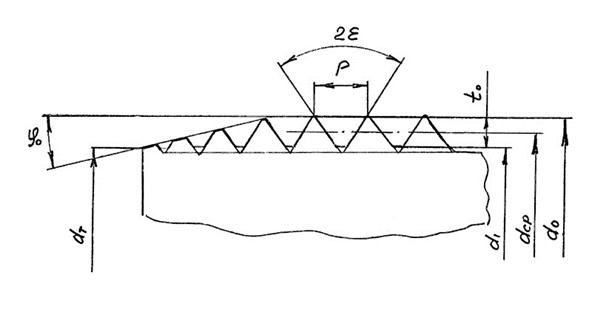
Рис. 76. Геометрические параметры метчика
Рис. 75. Основные конструктивные элементы метчика
2. Задний угол α. На режущей части задний уголобразуется за счет затылования по спирали Архимеда, К – величина затылования.

Обычно α = 8 – 12°.
Калибрующую часть обычно не затылуют и αк = 0°.
Для уменьшения трения между метчиком и стенками резьбового отверстия делают обратную конусность на калибрующей части из расчета 0,05 – 0,1 мм на длине 100 мм.
Длина режущей части lp = (5…6) P для сквозных отверстий, lp = (1,2…2) P для глухих отверстий.

Р – шаг резьбы,
ε – угол профиля,
d0 – наружний диаметр,
dср – средний диаметр,
d1 – внутренний диаметр, (Рис. 76).
Схема врезания припуска метчиком (Рис. 77)
Вращение метчика или нарезаемой детали вокруг оси является движением резания. Скорость резания определяется по известной формуле:

За один оборот метчик перемещается вдоль оси отверстия на величину, равную шагу резьбы.
Из представленной схемы видно, что вырезание резьбового профиля осуществляется за счет перемещения главных лезвий метчика в направлении перпендикулярном к его оси. Такое движение подачи называется скрытым или конструктивным.
φр = 90 – φрабоч –главный угол в плане.
Подача на зуб при работе метчиком:

Толщина срезаемого слоя:
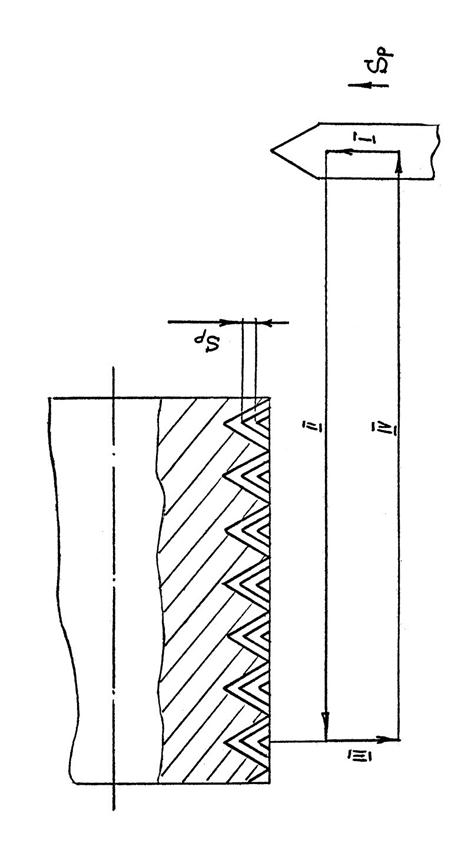
Нарезание резьбы резцами осуществляется за несколько проходов. Инструмент совершает следующие движения: (Рис. 78) I. – радиальное SP (движение подачи),
П. – рабочий ход вдоль оси детали на длину резьбы (движение формообразования.
Ш. – быстрый радиальный отвод.
IV. – быстрый обратный холостой ход вдоль оси заготовки в исходное положение. Такой цикл вручную или автоматически повторяют до полного удаления припуска.
При нарезании метрических резьб при врезании используют два направления подачи: 1. Радиальное и 2. Боковое (Рис. 79).
Геометрические параметры резьбовых резцов (Рис. 80)
ε – угол при вершине. Для метрической резьбы ε = 60°; с учетом "разбивки" резьбы при нарезании рекомендуют угол ε для резцов делать равным 59° 30′.
Вершину резца делают либо плоской шириной f, либо закругленной радиусом r величины которых выбираются в зависимости от шага резьбы Р.
Боковые поверхности резьбы являются винтовыми с углом подъема τ (по наружному диаметру). Для правой резьбы задний угол у левой кромки (αл) должен быть больше угла τ, чтобы левая поверхность резца не задевала боковую поверхность резьбы (Рис. 81).