2014-02-02
2014-02-02 1901
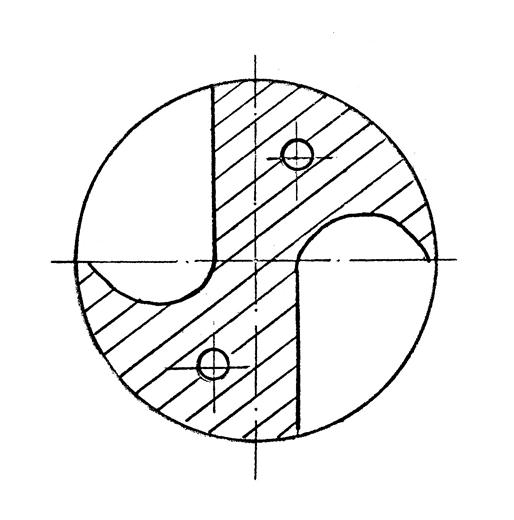
1901Рис. 60. Каналы для подвода охлаждающей жидкости
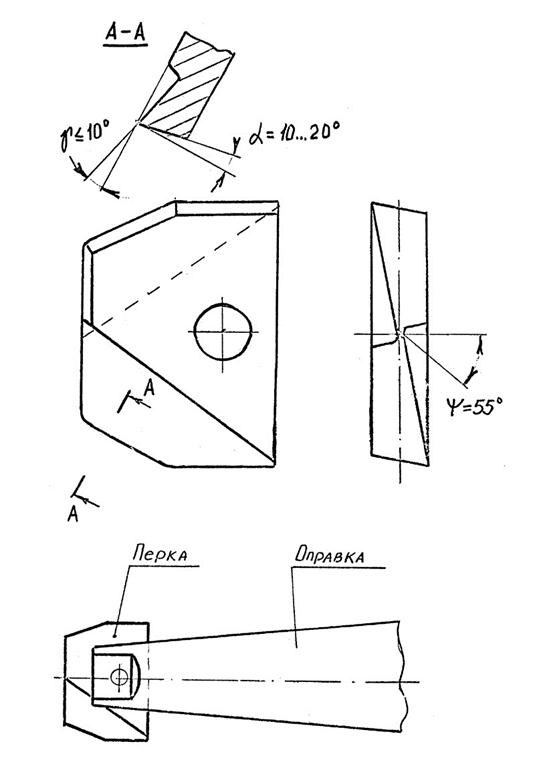
Рис. 59. Перовое сверло
Рис. 56. Подточка перемычки сверла
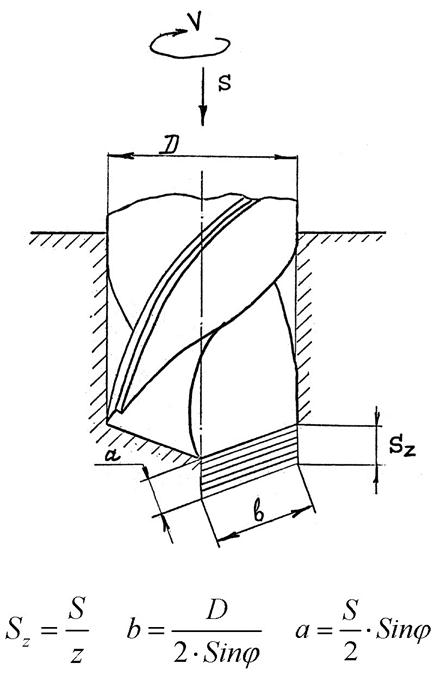
Рис. 54. Размеры срезаемого слоя при сверлении
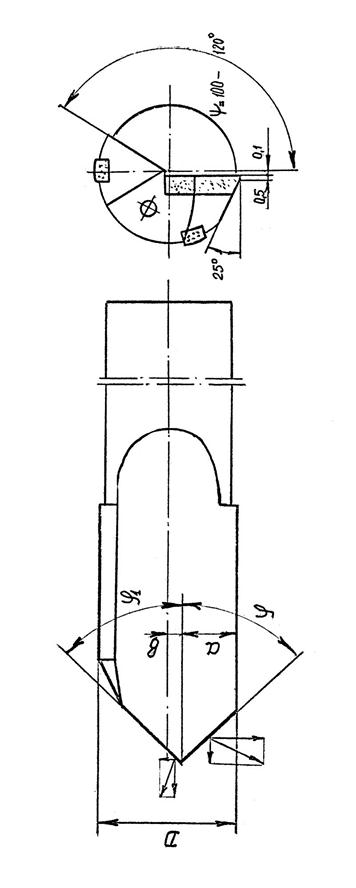
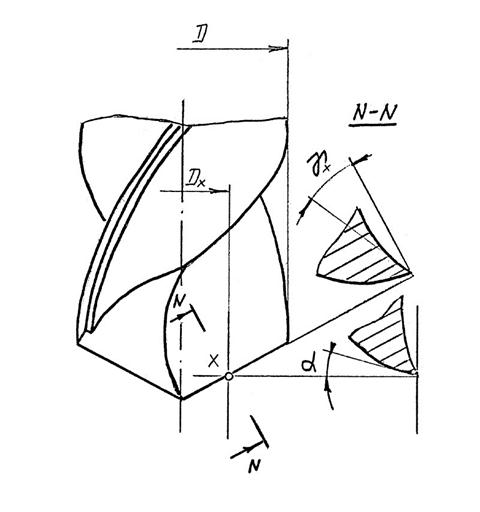
Рис. 53. Схема измерения переднего и заднего углов сверла
Рис. 52. Развертка винтовых линий канавки сверла на плоскость
Подача на зуб Sz:
Каждый зуб сверла срезает слой металла шириной b и толщиной a.
Заточка сверл
Заточка сверл осуществляется по задней поверхности. При заточке можно получить следующие формы задней поверхности:
1. Коническую,
2. Винтовую,
3. Плоскую.
Для работы сверла лучше, когда задний угол α на перефирии сверла меньше, чем у перемычки, что достигается при конической заточке. Винтовая заточка позволяет (получить) увеличить значение заднего угла при переходе от периферии к перемычке до 25%.
Плоская заточка используется для сверл малых диаметров < 3 мм.
Перечисленные способы заточки не устраняют таких недостатков сверла, как отрицательные значения переднего угла γ на перемычке сверла, трения ленточки о стенки отверстия из-за отсутствия заднего угла на ней.
Существует несколько способов заточки, позволяющих уменьшить указанные недостатки сверл, которые заключаются в следующем:
1. Двойная заточка заключается в образовании дополнительного конуса с углом 70 – 75° и с шириной b= 0,2 D. Это увеличивает угол γ на периферии, улучшается теплоотвод, стойкость сверл возрастает до 3 раз. (Рис. 55).
2. Подточка перемычки заключается в выборе металла перемычки со стороны обеих канавок. В результате ширина поперечной кромки
уменьшается на 20 – 40%, а передний угол увеличивается. Силы снижаются на 30 – 35%, а стойкость сверла повышается в 1,5 – 2 раза (Рис. 56.).
3. Подточка ленточки (Рис. 57).
В этом случае на участке ленточки длиной в 3 – 5 мм затачивают задний угол α = 6 – 8°, оставляя цилиндрическую фаску шириной 0,2 – 0,3 мм. Такой прием рекомендуется для обработки вязких материалов, Сверление Æ > 12 мм. Стойкость возрастает в 1,5 раза.
Сверла, оснащенные твердым сплавом
Твердосплавные сверла получили широкое применение в виду их высокой производительности и возможности обрабатывать ими твердые материалы. Применяют их при жесткой системе СПИД во избежание выкрашивания пластины.
Сверла, оснащенные твердым сплавом, бывают с напайными режущими пластинками и монолитные.
Сверла с применяемыми пластинами изготавливают диаметром от 10 до 30 мм.
Угол наклона винтовой канавки таких сверл двойной. На режущей пластине ω1 = 6°, а за пластиной ω =15 – 20° (Рис. 58).
Особенности перовых сверл
Самым простым по конструкции и в том же время самым несовершенным сверлом является перовое сверло. Перовые сверла применяются крайне редко. Геометрия вершины перовых сверл невыгодная. Для получения лучших условий работы необходимо переднюю поверхность сверла подтачивать. При большом γ получается выемка, ослабляющая сверло, поэтому не рекомендуется γ > 10°. Задний угол на перовом сверле получают заточкой на универсально-заточных станках или вручную, в пределах α = 10 – 20°.
Широкое применение имеют составные перовые сверла в виде пластин, вставляемых в оправку. Такие пластины называют мерками. (Рис. 59).
Требования, предъявляемые к глубокому сверлению
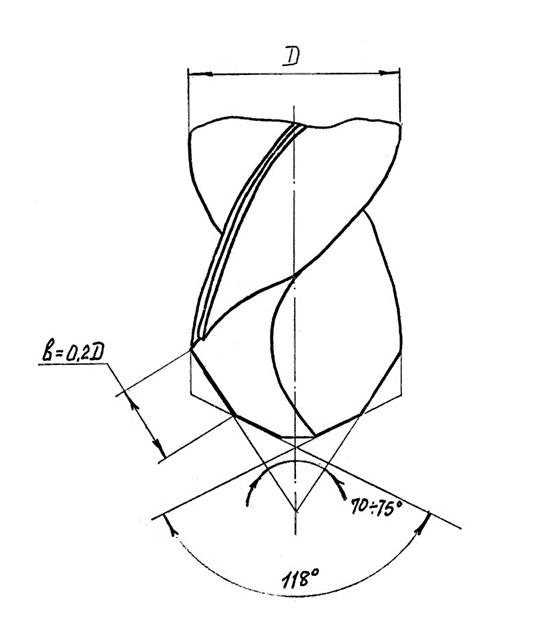
Рис. 55. Двойная заточка сверла
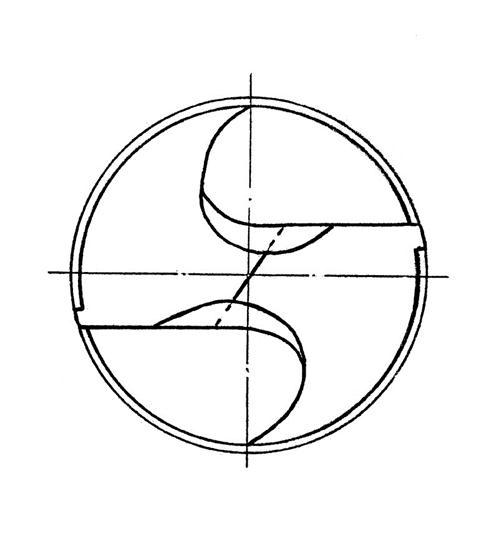
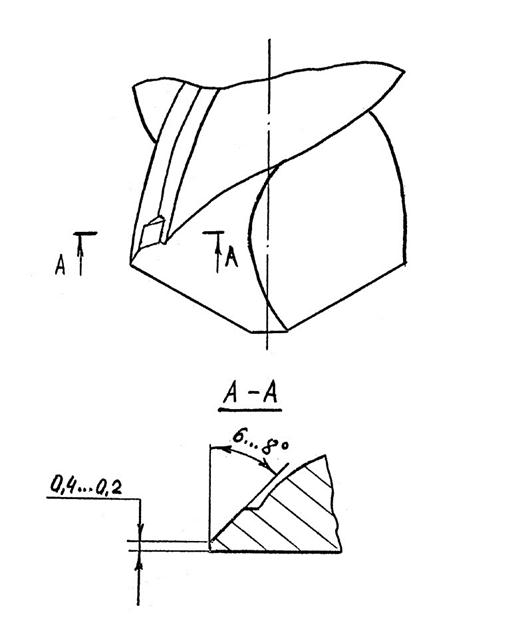
Рис. 57. Подточка цилиндрических ленточек
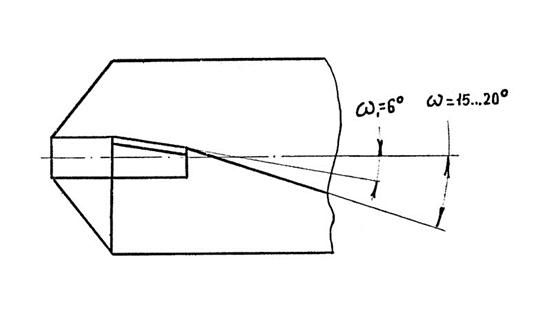
Рис. 58. Винтовое сверло, с припаянной твердосплавной режущей пластинкой
Отверстия, глубина которых превышает 5 диаметров, называются глубокими 
Из-за большой глубины условия работы сверла изменяются: ухудшается отвод стружки, уменьшается жесткость сверла и т.д. Поэтому конструкция нормального винтового сверла непригодна для глубокого сверления.
Сверла для глубокого сверления подразделяются на:
1. Многокромочные, имеющие 2 главных лезвия,
2. Однокромочные (одностороннего резания).
К многокромочным сверлам относятся винтовые сверла с каналами для внутреннего подвода СОЖ. Винтовые каналы проходят через тело сверла (Рис. 60).
Для лучшего отвода стружки при глубоком сверлении применяют сверла с углом подъема винтовых канавок ω = 50 – 65°, так называемые шнековые сверла.
Основным преимуществом многокромочных сверл являются высокая производительность по сравнению с однокромочными. Недостатком являются недостаточная точность обработки.
Большую точность обработки можно получить при работе однокромочными сверлами. К ним относятся пушечные и ружейные сверла. Пушечные сверла (Рис. 61)
Сверло имеет:
1. Главная режущая кромка перпендикулярно оси сверла.
2. Вспомогательная режущая кромка (φ1 =10°).
3. Направляющая опорная поверхность.
Для уменьшения трения направляющего цилиндра о стенки поверхности срезаная лыска под углом 30° и делается обратный конус 0,03 – 0,05 на 100 мм длины. Сверло работает с направлением по предварительно обработанному отверстию
Ружейные сверла (Рис. 62)
Ружейными сверлами обрабатываются точные глубокие отверстия с прямолинейной осью. Такое сверло состоит из режущей части и зажимной части - стебля. Стебель представляет длинную трубку, по отверстию которой подается под высоким давлением СОЖ.
Вершина сверла смещена влево на величину b= 0,2 D.
a = 0,3 D; φ = 50º; φ1 =70°.
Режущая часть состоит из двух кромок 1 и 2, причем 1 > 2.
Кромка 1 выполняет большую работу, в результате сверло будет прижиматься к стенке отверстия направляющей поверхностью.
При обработке вязких материалов быстрорежущие сверла изнашиваются по передней и задней поверхностям. Твердосплавные сверла преимущественно изнашиваются по задней поверхности.
Передние и задние сверла более интенсивно изнашиваются на периферии, т.к. здесь больше скорость и меньше теплоотвод. Оценку износа рекомендуется производить: (Рис. 63)
1. При обработке вязких материалов - по длине износа задней поверхности.
2. При обработке хрупких материалов по длине износа уголков. С увеличением износа возрастают силы крутящий момент.
Формулы для расчета скорости резания
При сверлении скорость резания определяем по следующей зависимости

KO – направляющий коэффициент на обрабатываемость материала,
KM – твердость обрабатываемого материала,
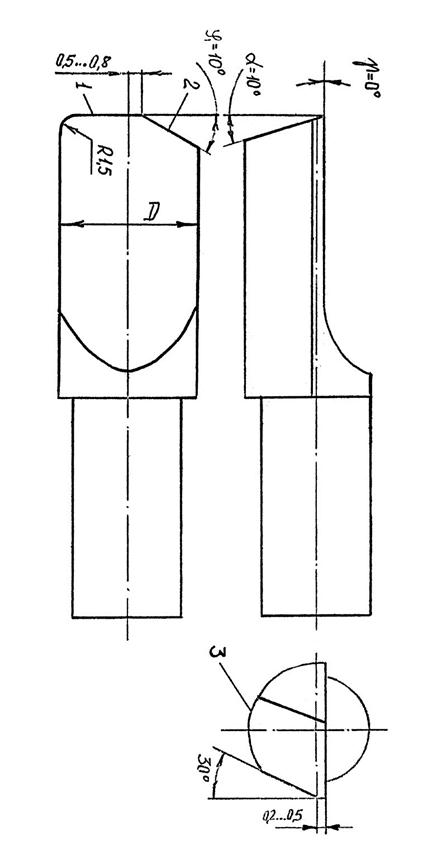
Рис. 61. Однокромочное (пушечное) сверло