2014-02-02
2014-02-02 3498
3498Рис. 73. Режущие зубья круглой протяжки переменного резания
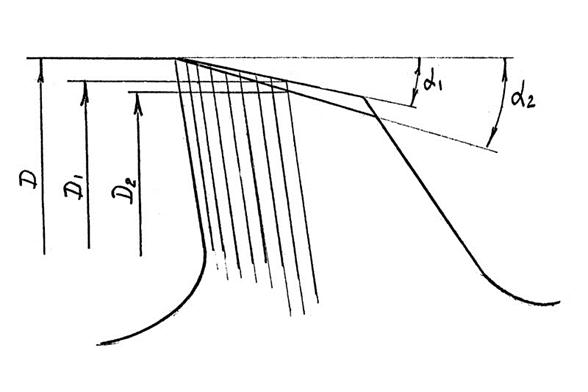
Рис. 69. Изменение размеров внутренних протяжек при переточках
Рис. 68. Основные геометрические параметры зубьев протяжки
СХЕМЫ РЕЗАНИЯ
ЭЛЕМЕНТЫ РЕЗАНИЯ И СРЕЗАЕМОГО СЛОЯ
Скорость резания V определяется скоростью движения протяжки относительно детали. Подача на зуб SZ Равна подъему зуба протяжки. Ширина среза b одним зубом равна активной длине режущей кромки. Для круглой протяжки b = πD, глубина резания t = b (при λ = 0°); толщина среза a как правило, равна подаче SZ.
Под схемой резания донимают картину последовательного срезания режущими зубьями протяжки припуска, оставленного под протягиванием.
При протягивании различают следующие основные схемы резания:
1. Профильная схема резания (Рис. 71).
При профильной схеме резания оформление контура на обрабатываемой детали осуществляется главными режущими кромками, профиль которых копирует обрабатываемый профиль. Каждый последующий зуб протяжки снимает тонкую стружку по всей ширине обрабатываемой поверхности.
ГЕНЕРАТОРНАЯ СХЕМА РЕЗАНИЯ (Рис. 72)
При генераторной схеме профилирование контура на обрабатываемой детали осуществляется вспомогательными режущими кромками. Каждый зуб имеет одно главное лезвие, например np и два вспомогательных mn и pq. Слой металла, срезаемый любым режущим зубом, представляет собой полосу шириной b, равной рабочей длине главного лезвия и постоянной толщины, равной подъему на зуб SZ.
Этим схемам присущи следующие достоинства и недостатки.
Протяжки для профильной схемы резания более сложны в изготовлении и заточке главных режущих лезвий, имеющих сложный профиль. Однако точность и чистота обработки высокая. Для этой схемы резания характерны малые значения величины подъема на зуб SZ и большие силы протягивания. Обязательным требованием является присутствие стружкоделительных канавок на главных лезвиях.
ПРОТЯЖКИ ДЛЯ ГЕНЕРАТОРНОЙ СХЕМЫ РЕЗАНИЯ более технологичны в изготовлении. Недостатком являются отсутствия задних углов на вспомогательных кромках (α > 0), в результате чего качество обработанной поверхности (шероховатость) значительно хуже, чем при профильной схеме резания.
СХЕМА ПЕРЕМЕННОГО РЕЗАНИЯ образована чередованием коротких главных режущих кромок и широких стружкоразделительных канавок приблизительно равных или кратных длине режущих кромок и
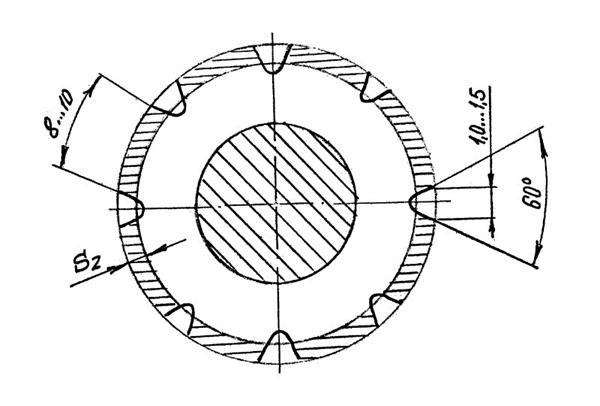
Рис. 70. Стружкоделительные канавки на черновых режущих зубьях протяжки
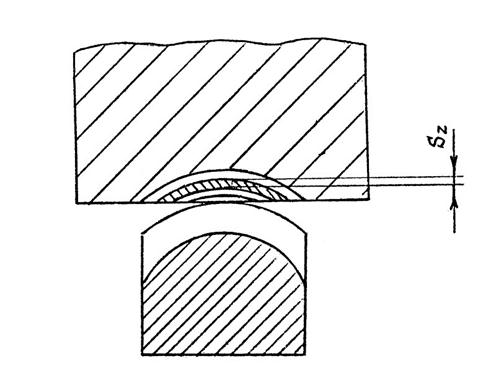
Рис. 71. Профильная схема резания
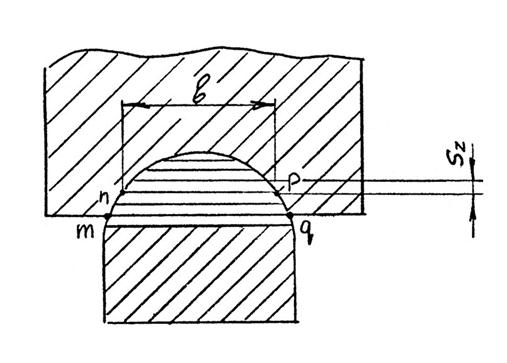
Рис. 72. Генераторная схема резания
расположенных в шахматном порядке через зуб. Рассмотрим это на примере круглой протяжки. (Рис. 73)
Секции протяжки состоят из 2-х зубьев одного диаметра. Режущая кромка 1-го зуба (прорезного) дуговыми выкружками разделена на 8 равных частей. Площадь слоя, срезаемого 1-ым зубом, заштрихована. Второй зуб (зачистной) выкружек не имеет и его лезвие срезает ту часть слоя, которую не срезал 1-ый зуб. Такая схема резания обеспечивает меньшую величину тяговой силы при протягивании. К недостаткам схемы переменного резания относится меньшая стойкость протяжек.
Расчет и конструирование протяжек выполняют в следующей последовательности:
1. Назначение марки инструментального материала.
2. Выбор схемы резания и подъема на зуб.
3. Расчет элементов профиля зуба.
4. Выбор геометрических параметров.
5. Проверка протяжки на прочность.
6. Установление размеров и допусков.
ВЕЛИЧИНА ПОДЪЕМА НА ЗУБ
Величина подъема на зуб SZ зависит от схемы резания, обрабатываемого материала, формы протягиваемого отверстия и лежит в пределах от 0,02 до 0,3 мм. Минимально допустимый подъем на зуб определяется величиной радиуса округления зуба протяжки. (Рис. 74).
У протяжек из быстрорежущей стали:
ρ = 0,005 – 0,01 мм,
SZ > ρ;
SZmin = 0,02 мм.
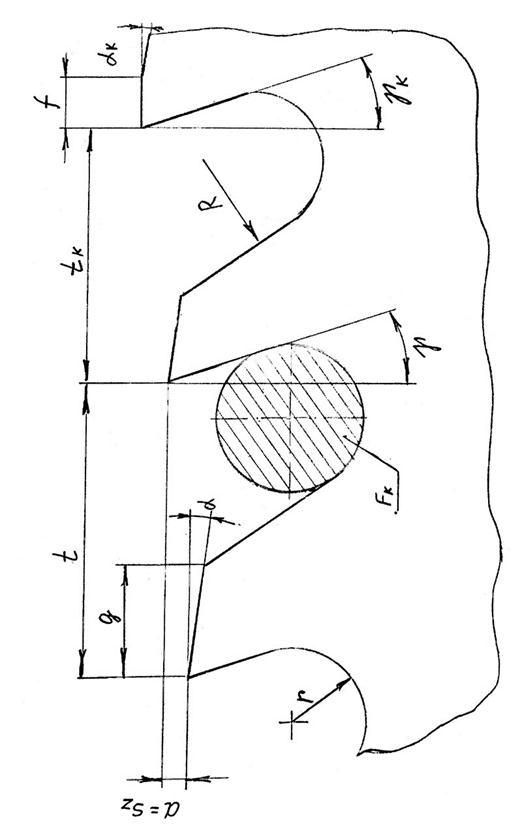
РАСЧЕТ РАЗМЕРОВ ЗУБЬЕВ
Элементы профиля зуба рассчитывают по условию свободного размещения стружки в активной площади впадины: FK ≥ FC ּк
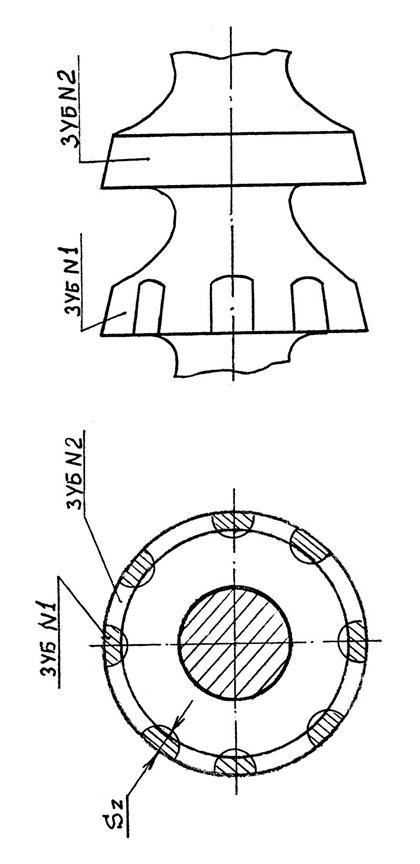
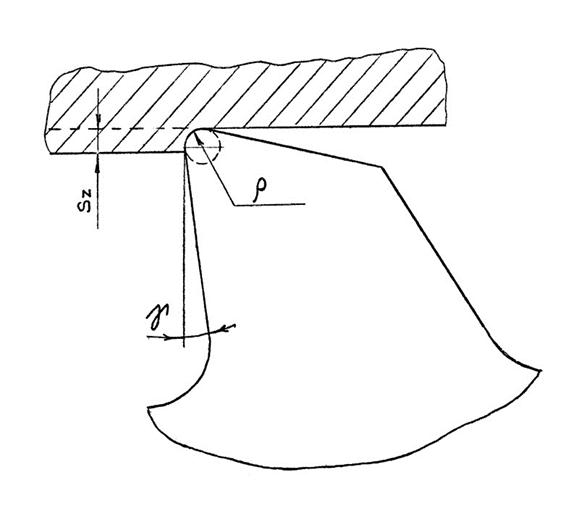
Рис. 74. Срезание слоя материала зубом протяжки, имеющим округление режущего клина
где FC = lּ SZ – площадь профильного сечения срезаемого одним зубом. (l – длина протягиваемой поверхности).
к – коэффициент запаса заполнения впадины зуба стружкой, обычно к = 2 ÷ 2,5.

 или
или 
Из этого уравнения определяют глубину впадины зуба:
Шаг режущих зубьев принимают:
Длина спинки:
Переходный радиус:
Число зубьев протяжки определяется как:

где A – припуск, оставленный под протягивание.
Такой расчет необходим для проверки ВЫБРАННЫХ элементов
протяжки. Протяжка во время работы подвергается растяжению. Если сила протягивания превысит определенную величину, протяжка может разорваться.
Для такого расчета необходимо знать силу PZ. Упрощенно сила PZ определяется следующим образом:

где  – сила резания на 1 мм длины режущей кромки одного зуба (приводится в справочной литературе).
– сила резания на 1 мм длины режущей кромки одного зуба (приводится в справочной литературе).
B – длина режущей кромки одного зуба.
z max – максимальное число одновременно работающих зубьев.
Определив PZ можно определить напряжение в опасном сечении протяжки (Fо):
РАСЧЕТ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ КАЛИБРУЮЩИХ ЗУБЬЕВ
Точность обработки отверстий протяжками зависит от точности изготовления протяжки.
На основные поперечные размеры протяжки рекомендуют назначать следущие допуски:
1. Режущие зубья – ± 1/5 SZ но не более ± 0,02 мм,
2. Калибрующие зубья – +1/3 допуска протягиваемого отверстия.
НАРЕЗАНИЕ РЕЗЬБЫ
Резьбу получают тремя основными методами:
1. Нарезанием режущими инструментами (резцами, метчиками, плашками, гребенками, фрезами).
2. Шлифованием специальными кругами - однониточными и многониточными.
3. Методом пластического деформирования - накатыванием накатными роликами, плашками.
Нарезание резьбы метчиками
Метчиками нарезают внутренние резьбы. Метчик представляет собой винт, снабженный продольными или винтовыми канавками для отвода стружки, образующими режущие кромки.
В зависимости от назначения и конструктивных особенностей различают следующие типы метчиков:
1. Ручные,
2. Машинные,
3. Чаечные метчики,
4. Метчики-протяжки,
5. Метчики-раскатники,
6. Сборные метчики.
Конструктивные элементы метчиков
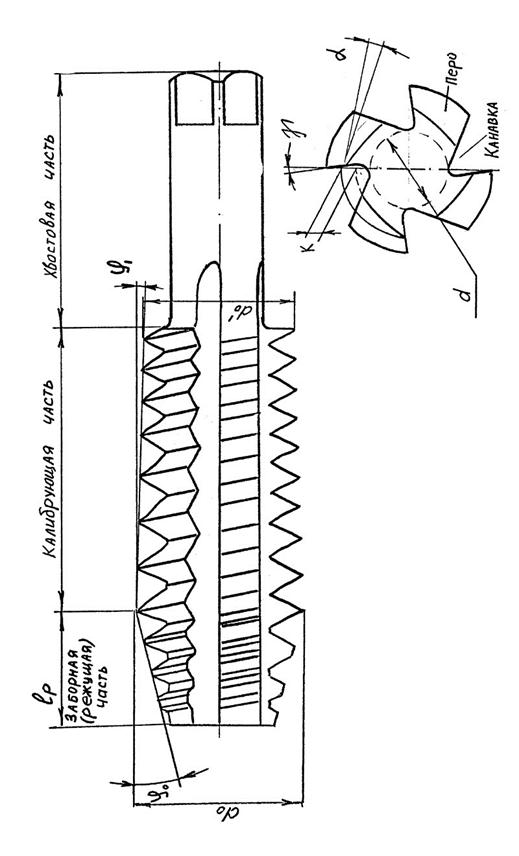
Рабочая часть метчика состоит из заборной (режущей) части и калибрующей части, которая служит для зачистки резьбы. Хвостовая часть предназначена для закрепления метчика в воротке или патроне станка (Рис. 75).
Геометрические параметры режущей части метчиков
Основные геометрические параметры метчиков:
1. γ – передний угол (γ = 5 – 30° в зависимости от обрабатываемого материала;