 2014-02-02
2014-02-02 3551
3551К У Р С Л Е К Ц И Й
ОМСКИЙ ГОСУДАРСТЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Проблемы сохранения биоразнообразия.
1. Что такое перевыпас?
- Что такое перепромысел?
- К чему приводит истребление лесов на обширных территориях?
- Что такое искусственное лесовозобновление?
- К чему приводит уничтожение лесов?
- Чем может обернуться для человечества оскудение леса в результате его безжалостного уничтожения?
- Каким воздействиям подвержены большинство лесов умеренного пояса?
- Какие леса (породы деревьев и их возраст) отсутствуют в европейской части, подвергавшейся ранее интенсивной эксплуатации?
- Какие виды деятельности включает в себя промышленное лесопользование?
- Что такое и что в себя включает общее лесопользование?
- Что имеет значение в таком виде промышленного лесопользования, как лесозаготовка?
- Что такое перерубы?
- Почему сплошные рубки, применяемые для заготовки основной массы древесины, не вредны в разновозрастных лесах?
- Какие причины могут притормозить переход к выборочным и постепенным рубкам?
- Какие мероприятия предполагает рациональное лесопользование?
- Какие мероприятия способствует снижению эксплуатационной нагрузки на леса?
- Какие средства борьбы с вредителями леса наиболее прогрессивные, щадящие природу?
- Почему необходимо переходить от химических и физических к биологическим средствам защиты леса?
- Что подразумевают под промысловым природопользованием?
- Что включает в себя промысловое природопользование?
- Какая охота считается экологически приемлемой охотой?
- Что может служить причиной сокращения рыбного стада?
- Что относится к биологическим ресурсам планеты Земля?
Кафедра «Металлорежущие станки и инструменты»
по дисциплине «Станки–автоматы, автоматические линии, ГПС»
для студентов специальности 151002 «Металлообрабатывающие станки и комплексы»
направление подготовки 151000 «Конструкторско-технологическое обеспечение машиностроительных производств»
(очная форма обучения)
Лекция 1, раздел 1
Машина. Машиной называется сочетание механизмов или устройств, осуществляющих определенные целесообразные действия для преобразования энергии или информации, а также для производства полезной работы.
Согласно этому определению можно выделить три основных класса машин: машины-двигатели, преобразующие один вид энергии в другой (электродвигатели, генераторы, турбины, двигатели внутреннего сгорания и т. д.); вычислительные машины, служащие для преобразования информации (цифровые и аналоговые вычислительные машины), и машины -орудия, или рабочие машины, служащие для преобразования энергии в конкретную работу для «обработки» данного продукта. С помощью рабочих машин производится изменение формы, свойств, положения и состояния объектов труда. Всякая развитая рабочая машина состоит из двигательного, передаточного и исполнительного механизмов.
Важнейшим в любой машине является исполнительный механизм, состав которого определяет и технологические возможности, и степень универсальности, и наименование машины (токарный станок, установка зонной очистки материалов, холодновысадочный пресс, печатная машина и т. д.).
В любой машине процесс обработки совершается без участия человека, рабочими орудиями в процессе обработки управляет сама машина.
Рабочий цикл. Большинству рабочих машин свойственна цикличность в работе, т. е. периодическая повторяемость отдельных действий и движений, связанная с выпуском дискретной продукции. Наблюдая за работой таких машин, можно заметить чередование рабочих: движений исполнительных механизмов, производящих обработку, и вспомогательных движений, не связанных непосредственно с технологическим воздействием, но подготавливающих условия для него.
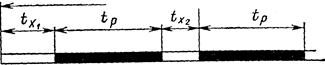
Так, после пуска машины сначала осуществляются вспомогательные движения: подача и зажим заготовки, включение, подвод инструментов и т. д. длительностью tx ( рис. 1-1). Затем происходит обработка длительностью t
( рис. 1-1). Затем происходит обработка длительностью t , после чего вновь следуют вспомогательные движения длительностью t
, после чего вновь следуют вспомогательные движения длительностью t : отвод инструмента, разжим, выключение, снятие обработанного изделия и т. д. Если машина функционирует нормально (не произошел отказ в работе), за этим снова следуют подача другой заготовки, ее зажим и т. д. При этом одни и те же операции повторяются, как правило, через одинаковый интервал времени, который называют рабочим циклом Т. Таким образом, рабочий цикл — это интервал времени между двумя одноименными операциями при бесперебойной работе машины, двумя срабатываниями ее основных рабочих механизмов.
: отвод инструмента, разжим, выключение, снятие обработанного изделия и т. д. Если машина функционирует нормально (не произошел отказ в работе), за этим снова следуют подача другой заготовки, ее зажим и т. д. При этом одни и те же операции повторяются, как правило, через одинаковый интервал времени, который называют рабочим циклом Т. Таким образом, рабочий цикл — это интервал времени между двумя одноименными операциями при бесперебойной работе машины, двумя срабатываниями ее основных рабочих механизмов.
Рабочий цикл машины складывается из длительности рабочих и холостых ходов:
T= tp + tx + tx
+ tx = tp + tx , (I-1),
= tp + tx , (I-1),
где tp – время рабочих ходов, tx _–_холостых ходов.




 |
о t
Рис. I-1 Составляющие рабочего цикла
Рабочими ходами называют такие движения, благодаря которым производится непосредственное технологическое воздействие на обрабатываемый материал (обработка, контроль, сборка).
Холостыми ходами называют вспомогательные движения, которые служат для подготовки условий, необходимых для обработки (подача заготовок, их зажим, подвод инструментов и т. д.). Некоторые рабочие и холостые ходы могут совмещаться во времени между собой.
За время рабочего цикла машина обычно выдает одно изделие или порцию изделий, т. е. каждый механизм за время цикла при обработке одного изделия, как правило, срабатывает один раз. Графически взаимная координация и последовательность выполнения всех элементов рабочего цикла иллюстрируются циклограммами (см. рис. 1-21 и 1-23).
Основным и достаточным условием для рабочей машины является самостоятельное выполнение рабочих ходов, а следовательно наличие механизмов рабочих ходов.
Если машина, кроме того, производит самостоятельно и холостые ходы, а также управление последовательностью отдельных движений, она представляет собой автоматическую рабочую машину.
Автомат. Автоматом называют самоуправляющуюся рабочую машину, которая при осуществлении технологического процессов самостоятельно производит все рабочие и холостые ходы рабочего цикла и нуждается лишь в контроле и наладке.
Таким образом, конструктивным признаком автомата является наличие полного комплекта механизмов рабочих и холостых ходов, осуществляющих все движения рабочего цикла, и механизмов управления, координирующих их работу.
Механизмы рабочих и холостых ходов, выполняющие отдельные элементы рабочего цикла, называют целевыми механизмами.
Схема классификации механизмов автомата приведена на рис. 1-2. Как и всякая рабочая машина, автомат имеет двигательный, исполнительный и передаточный механизмы. Однако, если неавтоматизированная машина имеет только механизмы рабочих ходов, исполнительный механизм автомата включает механизмы холостых ходов и управления, количество и наименование которых в каждом конкретном случае определяются технологическим назначением, принципом действия, типом системы управления и т.д.
Рис. 1-2. Структурная схема механизмов автомата
Так, для токарно-револьверного автомата представленная на рис. 1-2 схема реализуется следующим образом: 1 — револьверный суппорт; 2 — передний поперечный суппорт; 3 — задний поперечный суппорт; 4 — механизм подачи прутка; 5 — механизм зажима; 6 — механизм реверса шпинделя; 7 — механизм поворота револьверной головки; 8 — механизм быстрого подвода и отвода револьверной головки; 9 —распредели-тельный вал; 10 — вспомогательный вал.
Для многопозиционного агрегатного станка-автомата исполнительный механизм согласно классификации включает следующие механизмы: 1 — сверлильная силовая головка; 2 — фрезерная силовая головка; 3 — резьбонарезная силовая головка; 4 — механизм загрузки; 5 — механизм зажима изделий в приспособлении; 6 — механизм поворота стола; 7 — механизм фиксации стола; 8 — установочный силовой стол; 9 — гидропанель управления циклом силовой головки; 10 — система управления циклом станка.
Машины вакуумной обработки (откачки электровакуумных приборов) имеют следующие механизмы: 1 — вакуумные насосы;2 — механизм прогрева прибора; 4– механизм установки и ориентации приборов ]в патроне; 5 – механизм зажима; 6– механизм поворота стола; 7 –механизм фиксации стола; 8 – механизм удаления остатка штенгеля; 9 – распределительный вал; 10 – механизм контроля герметичности откачиваемых приборов.
Степень автоматизации машины можно повысить путем введения автоматических механизмов и устройств для регулирования и стабилизации процессов обработки, контроля качества изделий, замены и подналадки инструмента, уборки отходов и т/ д. Если работа этих механизмов не связана непосредственно с рабочим циклом автомата, их называют внецикловыми механизмами.
Полуавтомат. Если в комплексе целевых механизмов автомата (см. рис. 1-2) отсутствует один из основных его механизмов и этот элемент рабочего цикла выполняют вручную или с помощью средств механизации, то это есть полуавтоматическая рабочая машина. Полуавтоматом называют машину, работающую с автоматическим циклом, для повторения которого требуется вмешательство рабочего. Такими неавтоматизируемыми операциями являются чаще всего загрузка заготовок и съём обработанных изделий, реже — ориентация изделий и их зажим.
К полуавтоматам относят зуборезные станки (зубодолбежные, зубофрезерные, зубострогальные). В них рабочий производит вручную загрузку и закрепление заготовок в шпинделе, после чего нажатием кнопки включает автоматический цикл. Инструменты подходят к изделию и они производят полный цикл нарезания всех зубьев при соответствующей координации всех рабочих движений; после обработки инструменты и механизмы отводят в исходное положение и станок самовыключается. При этом снимают готовую шестерню, закрепляют новую заготовку и цикл повторяется.
Одним из важнейших определяющих признаков современных: автоматов и полуавтоматов является тип системы управления, которая реализует заданную программу работы, координирует работу всех механизмов и устройств машины в течение рабочего цикла и выполняет ряд дополнительных функций (см. гл. VIII).
Исторически первыми развитыми были системы управлений на механической основе, где программоносителем является распределительный вал с кулачками, число которых соответствует количеству управляемых механизмов (см. рис. 1-5). Профиль каждого кулачка обеспечивает величину скорости, фазы перемещений управляемого механизма; жёсткое крепление кулачков на единственном валу обеспечивает взаимную координацию действий рабочих органов.
Потребность в автоматизации обработки изделий со сложной конфигурацией (плоских и объёмных) вызвала появление копировальных систем управления, в которых программоносителями являются уже не кулачки, а копиры, профиль которых полностью соответствует профилю обрабатываемых изделий. Наибольшее распространение в настоящее время получили следящие копировальные системы (электрокопировальные, гидрокопировальные, фотокопировальные, см. гл. VIII).
Во многих автоматах и полуавтоматах, а также автоматических линиях, особенно с гидравлическим и пневматическим приводами подачи целевых механизмов, применяется система управления, где программоносителями являются упоры, расстановка которых определяет величину перемещений рабочих органов, переключение на различные режимы работы и т. д. Передача и преобразование сигналов, поступающих от упоров, производится электрическим путём, через электросхему управления станком или линией. В последнее время появляется тенденция передачи этих функций непосредственно ЭЦВМ, при этом упоры остаются лишь, как путевые датчики, сигнализирующие о выполнении тех или иных рабочих или холостых перемещений.
Технически наиболее современными являются системы программного управления, в которых программа работы автомата задается как система цифр, которые кодируются на магнитной ленте, перфоленте, перфокартах, а также может задаваться непосредственно на панели управления. Такие системы обладают высокой мобильностью и рядом других преимуществ; на их базе создаются автоматы самого различного назначения.
Принципы программного управления, отработанные применительно к отдельным полуавтоматам и автоматам, все шире начинают применяться и при создании автоматических систем машин — автоматических линий, участков, цехов.
Автоматическая линия. Автоматической линией называют автоматически действующую систему машин, расположенных в технологической последовательности и объединённых общими средствами транспортировки, управления, накопления заделов, удаления отходов и др.
На рис. 1-3, а показана схема классификации механизмов автоматической линии, которая характеризует общность структуры автомата и автоматической линии как более совершенной рабочей машины, с более развитым исполнительным механизмом. Отдельные автоматы, встроенные в линию, являются конструктивными элементами, выполняющими рабочие ходы, необходимые для выполнения технологических процессов обработки, контроля, сборки, т. е. выполняют те же функции, что и механизмы рабочих ходов в отдельном автомате. Холостые ходы в линии выполняются механизмами межстаночной транспортировки, изменения ориентации, накопления заделов, удаления отходов и т. д. Система управления линии также выполняет более сложные функции, чем в отдельном автомате, – не только координацию работы отдельных машин, механизмов и устройств при выполнении рабочего цикла линии, но и взаимной блокировки, отыскания неисправностей, сигнализации и т. д.
Автоматический цех. Автоматическим называют цех, в котором основные производственные процессы осуществляются на автоматических линиях. Приведенная на рис. 1-4 классификация механизмов и систем автоматического цеха.Эта классификация является дальнейшей, более высокой, ступенью развития рабочей машины,в которой элементами, выполняющими рабочие ходы, являются уже отдельные автоматические линии. Функции механизмов холостых ходов выполняют системы межлинейной, межучастковой межстаночной транспортировки заготовок, обработанных изделий и собранных узлов, системы автоматического складирования. Функции управления автоматическим цехом уже осуществляются посредством автоматических систем управления производством на базе вычислительной техники.

Рис. I-3. Структурная схема механизмов автоматической линии


Рис. I-4 Структурная схема механизмов и систем автоматического цеха
Создание и внедрение автоматических цехов создает предпосылки перехода к высшей форме рабочей машины — автоматическому заводу с комплексной автоматизацией всех производственных процессов выпуска самой сложной машиностроительной продукции.








