 2014-02-02
2014-02-02 12155
12155В швейных машинах различного назначения, уровня специализации и автоматизации для уменьшения трудоемкости и повышения качества, а следовательно, и производительности выполнения технологических операций используется технологическая оснастка (приспособления малой механизации).
К технологической оснастке относятся устройства и детали к машине, которые не имеют отдельных функций, а служат лишь для механизации вспомогательных действий оператора. Технологическая оснастка, иногда называемая средствами малой механизации или приспособлениями малой механизации, различается по технологическому назначению, конструктивному исполнению и способам крепления и установки.
По технологическому назначению оснастку делят на четыре основные группы. К первой группе относятся приспособления для соединения деталей и выполнения отделочных строчек без подгибания материала: лапки с ограничительными бортиками и линейками (рис.25, а) для выполнения строчек на заданном расстоянии от края материала, от ранее выполненной строчки или другого ориентира, а также приспособления для соединения деталей и выполнения отделочных строчек без подгибки строчки (рис. 25, б).
К этой группе также относятся приспособления для настрачивания тесьмы по прямолинейным контурам или с малым радиусом кривизны на двухигольной швейной машине.
При обработке тканей толщиной более 3 мм лапки с бортиками (рис. 25, а) подвергаются специальной доработке. Напайкой выполняется утолщение по бортику основания лапки, которое должно быть примерно равным толщине среза материала, относительно которого предусмотрено ограничение.
Ко второй группе относятся приспособления для подгибания среза полуфабриката без соединения его деталей: для подгибания среза полуфабриката (рис. 25, в), застрачивания складок и защипов, изготовления шлевок, съемных поясов и ремешков (рис. 26,а,б). приспособления для подгибания среза полуфабриката различаются по количеству подгибов материала. Одинарная подгибка используется при обработке малосыпучих материалов (кожа) и трикотажных полотен (перекрываются плоским стежком 406-го типа). Двойная подгибка используется для обработки изделий из хлопчатобумажных тканей. Для выполнения швов с большим припусков на подгиб (от 7 мм и более) приспособления (см. рис 26, а, б) закрепляется на платформе швейной машины. Конструкция этих приспособлений (см. рис. 26, б) состоит из направителя 5, закрепленного на кронштейне 4 и через шарнир 3 соединенного с пластиной 2. Пластина 2 имеет удлиненную прорезь, что позволяет крепить ее винтами 1 к платформе машины и осуществлять точную регулировку положения направителя 5 относительно иглы.
Третью группу составляют приспособления для соединения нескольких деталей с одновременным подгибанием срезов (без их окантовывания) при выполнении: запошивочного шва и шва «в замок» (см. рис. 25, г), настрочных швов и подгибания среза одной из соединяемых деталей (рис. 26, в), настрачивания отдельных полосок с одновременным подгибанием их срезов на двухигольной машине, сборки съемных поясов и хлястиков (рис. 26, г), втачивания канта и сборки прорезных карманов.
Приспособление (см. рис. 26, г), предназначено для изготовления поясов женского платья из полосок материала, поступающего из рулона. С помощью верхнего направителя 8, устанавливаемого в державке на рукаве машины, подгибаются срезы полоски. В нижнем направителе 9 сделан паз 6, через который поступает корсажная лента, необходимая для придания поясу большей жесткости. Лапки 7 нижнего направителя 9 обеспечивают плотный обхват корсажной ленты полоской ткани.
В состав четвертой группы входят приспособления для окантовывания срезов деталей швейных изделий тесьмой или полосками ткани (рис. 26, д). В этих приспособлениях имеется направитель 10 особой конструкции, смонтированный на основании 11, которое закрепляется на платформе машины. В направителе 10 имеются упоры 12, фиксирующие положения краев тесьмы. Выходя из направителя 10, тесьма складывается вдвое и поступает под иглу для соединения со срезом материала.
Существуют и другие типы приспособлений, предназначенные для использования на специализированных машинах, машинах цепного стежка, полуавтоматического действия и др.
Широкая номенклатура приспособлений требует значительных затрат на их приобретение и поддержание в работоспособном состоянии. Для сокращения затрат в швейной промышленности было предложено применять универсально-сборные приспособления в нескольких комплектах: УСП-1 для одноигольных стачивающих машин, УСП-2 для двухигольных машин и УСП-3 для специальных машин.
В комплект деталей универсально-сборных приспособлений входят следующие группы деталей и модули: базовые детали, опор детали, установочные детали в виде планок и стержней, сборочные единицы, вспомогательные детали, направители, прижимные и другие типовые модули. Из этих групп деталей выполняется сборка приспособления конкретного логического назначения.
Для всех трех комплектов для конкретных параметров швов и в зависимости от механических свойств материалов изготавливаются направители. Направитель – наиболее ответственная деталь в технологической оснастке. Его конструкция обеспечивает не только параметры шва для обрабатываемого пакета материалов, но и качественную обработку материала, т. е. без морщин и смятия материала.
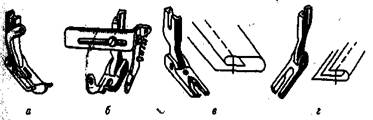
Рис. 25. Прижимные лапки специального назначения
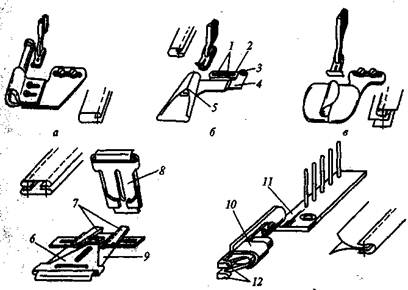 |
Рис. 26. Спецприспособления к швейным машинам
контактирующие с материалом, тщательно шлифуют и полируют. Изготовлением направителей занимаются службы главного механика фабрики или специализирующиеся на этом фирмы.
Современное развитие технологии пошива изделий требует гибкости технологического процесса, что означает возможность перенастройки оборудования и приспособлений для пошива широкого ассортимента изделий на базе одного процесса. Поэтому для рабочих мест, на которых выполняются различные технологические операции, используют быстросъемные, многопозиционные или комбинированные приспособления.
В качестве быстросъемных приспособлений можно применять лапки со сменными подошвами (например, прижимные лапки специального назначения к бытовым швейным машинам), а также приспособления с установкой в колодках и фиксацией опоры под действием пружинчатого фиксатора или болтом.
Наладка приспособлений к универсальным швейным машинам должна выполняться для конкретной машины. Для этого необходимо знать вид шва или строчки и их параметры, свойства обрабатываемого материала и т.п. Приспособление подбирается для необходимых параметров и устанавливается на машине. Необходимо добиваться жесткости крепления приспособления, чтобы в процессе работы машины приспособление не меняло свое положение (если это не предусмотрено его функциональным назначением) относительно иглы. Необходимо обеспечить требуемый вид и параметры шва или строчки, производя регулировки в приспособлении или в его креплении на машине. Когда этот этап выполнен, совершают отладку на стабильность и качество исполнения приспособлением заданных функций. Выявленные неисправности устраняют усовершенствованием конструкции, тщательной шлифовкой и другими способами.
Технологическая оснастка требует осторожного отношения при хранении, смазывании и чистке. Не допускается наличие смазочного материала, ржавчины, шероховатостей и заусенцев на направляющих поверхностях приспособлений. На рабочем месте швеи не используемые на отдельных технологических операциях приспособления хранятся в ящике промышленного стола к швейной машине.

