 2014-02-09
2014-02-09 6128
6128ОСНОВНЫЕ ПОНЯТИЯ, СХЕМЫ И КЛАССИФИКАЦИЯ ОБОРУДОВАНИЯ
ЛЕКЦИЯ 12. ОБЩИЕ СВЕДЕНИЯ О ДЕРЕВООБРАБАТЫВАЮЩЕМ ОБОРУДОВАНИИ
Рабочая машина представляет собой сочетание механизмов, осуществляющих необходимые движения для выполнения определенной работы. С ее помощью изменяется форма, размеры, свойства и состояние обрабатываемых объектов. Все применяемое в деревообработке оборудование является рабочими машинами.
Движения, направленные на непосредственное выполнение рабочего процесса, называются основными. При резании — это движения формообразования, при сборке — движения прессования и т.д. Они подразделяются на два вида — главное движение и движение подачи.
Главным называется движение, определяющее рабочий процесс. Например, в дереворежущих станках это движение резания, т.е. движение, необходимое и достаточное для срезания одной стружки, в сборочном оборудовании — движение, создающее давление между собираемыми элементами, и т.д.
Подачей называется движение, необходимое для повторения главного движения. В дереворежущих станках, например, это абсолютное движение, обеспечивающее последовательное срезание новых стружек, в сборочном оборудовании — движение, в результате которого детали занимают исходное положение перед сборкой и т.д.
Основные движения могут придаваться как исполнительным органам машины (инструменту), так и заготовке. Обычно главное движение отличается от движения подачи значительно большими скоростями. Главное движение и движение подачи совершаются либо одновременно, либо последовательно.
К вспомогательным относятся все прочие движения рабочих органов, обеспечивающие правильность протекания процесса. Они подразделяются на рабочие, выполняемые во время работы машины, и наладочные, выполняемые во время ее наладки.|
Главные движения в технологическом оборудовании выполняет сама машина. Вспомогательные движения могут выполняться как машиной, так и человеком. Если все главные и вспомогательные движения выполняются самой машиной и для повторения цикла не требуется вмешательства человека, то машина называется автоматом. Если машина работает в автоматическом режиме, но для повторения цикла требуется вмешательство человека, то она называется полуавтоматом. Такими не автоматизируемыми операциями чаще всего являются загрузка заготовок и съем обработанных изделий, реже — ориентация и зажим.
Одним из определяющих признаков автоматов и полуавтоматов является тип системы управления, которая обеспечивает выполнение программы работы в течение рабочего цикла.
Программа работы машины — это совокупность команд, которые она должна выполнить. Система управления представляет собой совокупность механизмов и устройств, которые обеспечивают по заданной программе во времени действие рабочих органов механической системы отдельной машины-автомата или автоматической линии.
Первыми были системы управления на механической основе, в которых программоносителями были распределительный вал с кулачками, копиры, упоры. Более совершенными являются системы программного управления, которые обладают большой мобильностью и служат базой для создания как автоматов, автоматических линий, так и гибких производственных систем (ГПС).
Автоматические станки, расположенные в технологической последовательности, объединенные общими средствами транспортировки, управления, загрузки и удаления обработанных изделий, образуют систему, называемую автоматической линией. Каждый автомат, встроенный в линию, выполняет определенный рабочий ход. Холостые ходы в линии выполняются механизмами межстаночной транспортировки, изменения ориентации, накопления и т.д.
Если станки, составляющие систему машин, работают независимо при индивидуальном обслуживании с последовательной передачей обрабатываемого изделия, то такая линия называется поточной.
Классификация и индексация оборудования. Деревообрабатывающее оборудование (рабочие машины) классифицируют по производственному, конструктивному и технологическому признакам.
По производственному признаку различают станки общего назначения и специальных производств (мебельное, сушильное, спичечное, лесопильное, плитное, фанерное и т.д.), которые применяются только в данном производстве. Станки общего назначения применяются в различных производствах в зависимости от потребности как вспомогательное оборудование.
Рабочие машины подразделяют также в зависимости от вида выполняемых ими технологических операций (отделочная, клеильносборочная, фрезерная, токарная, шлифовальная, полировальная, сверлильная и др.).
По конструктивным признакам машины могут быть: одно- и многошпиндельные, индивидуальной композиции и агрегатные; вертикальной, горизонтальной, рядной или круговой компоновки; полумеханизированные, механизированные, автоматы и полуавтоматы. По технологическим признакам машины подразделяют: на позиционные, проходные и позиционно-проходные; одно- и многопредметные или одно- и многопоточные; одно- и многопозиционные; одно- и многосторонние.
Для деревообрабатывающего оборудования принятабуквенная индексация с цифровой характеристикой одного из основных параметров станка, иногда с указанием модели. Буквы в индексации указывают тип и основной признак:
Лесопильные рамы.................................................................... Р
Круглопильные станки для продольной распиловки
с конвейерной подачей............................................................. ЦДК
Круглопильные станки для поперечной распиловки,
суппортные с автоматизированной подачей........................... ЦПА
Ленточные столярные станки................................................... ЛС
Ленточные делительные станки............................................... ЛД
Ленточные бревнопильные станки.......................................... ЛБ
Фуговальные станки.................................................................. СФ
Фрезерные станки..................................................................... Ф
Рейсмусовые станки......................................;........................... СР
Четырехсторонние продольно-фрезерные станки.................. С
Фрезерные станки с верхним расположением шпинделя.............................................................................................. ВФК
Фрезерные станки с шипорезной кареткой............................ ФШ
Сверлильные станки.................................................................. Св
Шлифовальные станки............................................................... Шл
Шипорезные станки:
односторонние............................................................................ ШО
двусторонние............................................................................... ШД
Сверлильно-фрезерные станки................................................ СВПГ
Долбежные станки..................................................................... ДЦА
Линии для обработки брусковых деталей................................ МОБ
Линии лакирования.................................................................... МЛН
Лаконаливные машины.............................................................. ЛМ
Станки для крашения пластей щитов....................................... КЩ
Схемы машин. Для изображения машин по ГОСТ 2.701—74 применяются следующие схемы: кинематические (к), электрические (э), пневматические (п), гидравлические (г) и комбинированные (с).
Структурная схема определяет основные функциональные части машины, их назначение и взаимосвязи. Элементы машины изображаются прямоугольниками, а связи между ними — линиями со стрелками (рис. 58, а).
Функциональная (технологическая) схема показывает взаимодействие обрабатываемой заготовки с инструментом, базирующими, подающими и, возможно, некоторыми другими элементами машин, например с противовыбрасывателями, стружкоприемниками и т.д. Схема вскрывает технологическую сущность рабочих процессов, но не содержит данных, поясняющих, каким образом достигаются необходимые движения элементов машины. На функциональной схеме фуговального станка (рис. 58, б) показан ножевой вал 4, создающий базу на нижней пласти заготовки 3, которая подается тремя подающими вальцами 6. Заготовка базируется сначала по переднему 2, а затем по заднему 5 столам и направляющей линейке 7.
Кинематической называют схему, изображающую способ передачи движения от двигательного механизма к исполнительному. По ней прослеживаются все кинематические связи и рассчитываются скорости, частота вращения, перемещения и т.д. Элементы кинематической цепи вычерчиваются на плоскости или в аксонометрии в строгом соответствии с ЕСКД (ГОСТ 2.703—75, ГОСТ 2.721-74, ГОСТ 2.770-68).
На рис. 58, в приведена кинематическая схема фуговального станка. Ножевой вал /приводится во вращение от электродвигателя 10 через клиноременную передачу со шкивами 9 и 11. Электродвигатель 18 автоподатчика передает вращение на вал 77 через ременную передачу. Ступенчатые шкивы 1—4, 2— 3 передачи позволяют получать две скорости вращения. На валу //расположены три червяка 77, входящие в зацепление с червячными шестернями 16. На одном валу с последними смонтированы подающие вальцы /5. Настроечное перемещение столов по высоте происходит при повороте эксцентриковых валов 7. Передний стол 5 от рукоятки 6 через систему рычагов 8 имеет по вертикали перемещение до 6 мм, задний стол 14 от винта 13 и рычагов 72 — на 3 мм.
Электрическая схема показывает состав и соединение электрических элементов машины, которые изображаются в строгом соответствии с ЕСКД (ГОСТ 2.702—75).
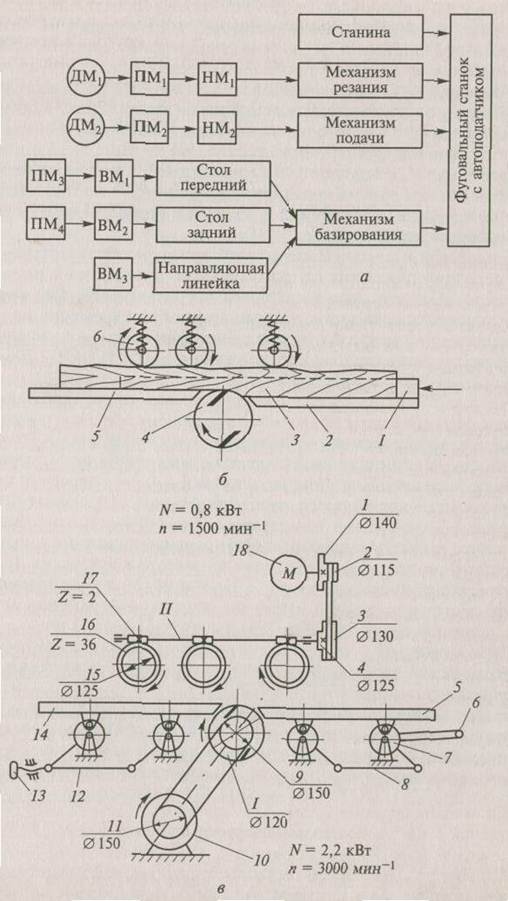
Рис. 58. Схемы фуговального станка с автоподатчиком:
а — структурная; б — функциональная; в — кинематическая
Пневматическая или гидравлическая схемы показывают состав и соединения элементов, входящих соответственно в пневматический или гидравлический механизм машины. Эти схемы вычерчиваются, как правило, на плоскости в строгом соответствии с ЕСКД (ГОСТ 2.704-76, ГОСТ 2.780-68).
Контрольные вопросы и задания
1. Дайте определение рабочей машины.
2. Какие виды движений в станках вы знаете, и как они характеризуются?
3. Объясните, в чем отличие друг от друга структурной,технологической и кинематической схем.
4. Какая машина является автоматической?

