 2014-02-12
2014-02-12 1065
1065Способы переработки полимеров.
Оборудование для переработки и технологические методы, применяемые в промышленности пластмасс, сначала использовали в резиновой промышленности.
Самая первая из документально известных машин для переработки полимеров – это “пластификатор” для каучука, представляющий собой зубчатый ротор, расположенный в зубчатой цилиндрической полости и приводимый в движение при помощи ворота. Он был сконструирован в Англии в 1820г. Ханкоком для переработки отходов, остававшихся от производства резиновых подтяжек.
Несколько лет спустя в 1835г. в США Шаффа построил двухвалковые смесительные вальцы с паровым обогревателем, предназначенные для введения в каучук дополнительных компонентов.
Он же создал первый каландр, предназначенный для непрерывного нанесения резины на поверхности кожи, ткани, состоящей из серии обогреваемых валков. Изобретение Шаффе представляло собой выдающийся вклад в технологию переработки каучука, что используется и сегодня.
Первые плунжерные экструдеры были разработаны в Англии в 1845г. Комбинация этих машин используется для наложения изоляции на провода.
Однако плунжерная экструзия представляла собой периодический процесс. Огромная потребность в непрерывной экструзии, особенно в производстве кабелей и изолировочных проводов, привела к наиболее важному достижению в области переработки – созданию червячного экструдера.
Другой способ реализации непрерывного процесса экструзии был предположен в Англии в 1887г. Смитом. В его конструкции сырой загружалась в бункер, оттуда через обогреваемые валки в камеру, внутри которой установлен шестерёнчатый насос.
Изобретение литья под давлением относится к тому же периоду времени.
Потребность смешение каучука с большим количеством тонкодисперсного технического углерода и ядовитых ускорителей вулканизации привела к возникновению смесителей закрытого типа, подобных пластификатору Ханкова. Как развитие этого вида перерабатывающего оборудования появились различные многочервячные машины.
Одним из способов переработки полимеров является экструзия. “Экструзия” образована от двух латинских слов ex и truder, соответственно означающих “наружу” и “толкать”. Это словосочетание буквально описывает процесс экструзии, состоящий в выдавливании полимерного расплава через металлическую фильеру, которая непрерывно придаёт расплаву нужную форму. Методом экструзии производят полимерные изделия, “бесконечные” в одном направлении - это трубы, провода, кабели, шланги, различные профили. К числу экструзионных изделий относятся также различные волокна, плёнки, листы.
Сердцем червячного экструдера является червяк – архимедов винт, вращающийся внутри обогреваемого корпуса. Исходный полимер в виде сыпучего твёрдого вещества под действием силы тяжести поступает в канал червяка из бункера. Твёрдые частицы движутся по каналу и плавятся. Однородный полимерный расплав продавливается через формирующую матрицу, установленную в головке экструдера. Вращение червяка осуществляется электродвигателем, соединенным с червяком через шестеренчатый редуктор. Корпус (цилиндр) экструдера имеет электрический или водный обогрев. Определение и регулирование температуры осуществляется посредством термопар, установленных в металлической стенке корпуса. В ряде случаев отдельные участки корпуса приходится охлаждать, чтобы удалить излишнее тепло, выделившееся вследствие вязкого трения.
Основные регулируемые технологические параметры:
1. частота вращения червяка;
2. продольное распределение температуры;
3. расход материала.
Основными конструктивными параметрами экструдера являются диаметр и длина червяка. Эти параметры определяют в значительной степени производительность экструдера, время пребывания в нем полимера и обогревавшую площадь корпуса.
Такие величины, как угол навивки, глубина и ширина канала червяка влияют на качество пластификации и однородности расплава.
Поскольку конструкция червяка значительно влияет на качество экструдата, то её уделяется огромное внимание. Шаг винтового канала большинства червяков равен диаметру. Такие червяки называют червяками с диаметральным шагом. Угол подъёма у них составляет 17,60. Они имеют глубокую зону питания, назначение которой захват и равномерная транспортировка легкого сыпучего твёрдого полимера, и мелкий винтовой канал на конце, обеспечивающий тщательное перемешивание и создание давления в расплаве. Канал с малой глубиной нарезки сглаживает возникающие ранее флуктуации расхода. Обе эти зоны соединены между собой промежуточной зоной с коническим сердечником.
В настоящее время выпускаются экструдеры с диаметром червяка от 2см. (лабораторные экструдеры) до 50см. и более. Относительная длина червяка (L/D) составляет 24:1.
Кроме одночервячных экструдеров существуют двух и многочервячные экструдеры, которые обычно используют для тех же целей.
Конфигурация и размеры готового изделия определяются формирующей фильерой.
Наложение изоляции на провода и кабели явилось одной из первых областей применения экструзии. Металлический провод подаётся к фильере с отдающего устройства.
Скорость изолирования зависит от типа полимера и диаметра провода. При наложении первичной (изоляции) оболочки из ПЭНП или ПВХ на тонкие провода линейная скорость экструзии на современных линиях составляет ~1500м/мин. Линии для изоляции кабелей имеют аналогичную конструкцию, но работают при значительно меньших скоростях.
Другой областью применения экструзии, имеющей большое промышленное значение, является производство рукавных плёнок. Большое количество полимерных плёнок производится этим же способом. По этому методу плёнка экструдируется в виде тонкостенного рукава вертикально вверх и вниз. Плёнка охлаждается воздухом, поступающим из охлаждающего кольца, расположенного над матрицей. Внутрь рукава нагнетается воздух и удерживается Р.
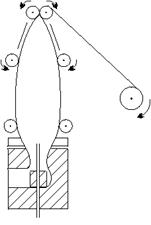 | Степень раздува со степенью вытяжки позволяют управлять толщиной плёнки. Плёнку можно изготовить методом полива на охлаждающийся вращающийся барабан. С помощью экструзии получают трубы и профили. Для каждого сложного профиля эмпирически конструируют сложную головку. Различное множество изделий получают методом экструзии. |








