 2015-01-21
2015-01-21 1767
1767В разделе САПР был сформирован комплект технологической документации маршрутно-операционной технологии изготовления детали «Вал фрикционный 16Р25В.21.155» на основе CAPP-системы T-Flex Технология.
В данном дипломном проекте в CAPP-системе T-Flex Технология был сформирован общий технологический процесс в виде прототипа, на основе которого был получен конкретный технологический процесс. Для этого используется информационная модель детали, представляющая собой набор технологических элементов – обрабатываемых поверхностей, или комплектов поверхностей, у которых были определены конкретные значения размеров.
Деталь «Вал фрикционный 16Р25В.21.155» представляем в виде набора различных обрабатываемых поверхностей. Это две торцовые поверхности, левый и правый центры, набор наружных цилиндрических поверхностей – правых, обрабатываемых в первом установе, и левых, обрабатываемых после переустанова, правая коническая поверхность, группы правых и левых фасок, правых и левых канавок и пазов, внутренняя цилиндрическая поверхность – отверстие, одно точное отверстие, расположенное неперпендикулярно к цилиндрической образующей поверхности, а также шлицевая поверхность.
Обработка детали выполняется на фрезерно-центровальном станке МР-76 – фрезерование торцев в габаритный размер детали и зацентровка; токарном обрабатывающем центре 1757, где выполняются практически все основные формообразующие переходы по формированию наружных цилиндрических поверхностей, фасок, канавок, конусной поверхности, фрезерование пазов, сверление точного отверстия. Для обработке внутренней цилиндрической поверхности используется токарный станок с ЧПУ 16М30Ф3, оснащенный люнетом. Обработка шлицевой поверхности выполняется на шлицефрезерном и шлицешлифовальном станках.
Формированию общего технологического процесса предшествовала подготовка, заключающаяся в декомпозиции детали на отдельные обрабатываемые поверхности, которые были привязаны к конкретным обрабатывающим переходам. Всего было выделено 29 различных обрабатываемых поверхностей.
Наружные цилиндрические поверхности обрабатывались за несколько переходов, в связи с чем была принята следующая система обозначения параметров поверхности: D – окончательный размер, формируемый либо в тонком точении, либо в чистовом, D1 и L1 – диаметр и длина поверхности, выполняемые в черновом точении, D2 и L2 – диаметр и длина поверхности, выполняемые в чистовом точении, если после него следует тонкое.
Поверхности, которые обрабатываются в одном единственном переходе – фаски, канавки, пазы не имеют цифровых индексов у параметров.
Припуск, необходимый для более точной обработки, обозначим через PR.
Следующим шагом предварительной подготовки было определение параметров поверхностей – технологических элементов и закрепление за ними переменных. После этих действий был осуществлен синтез технологического процесса – прототипа.
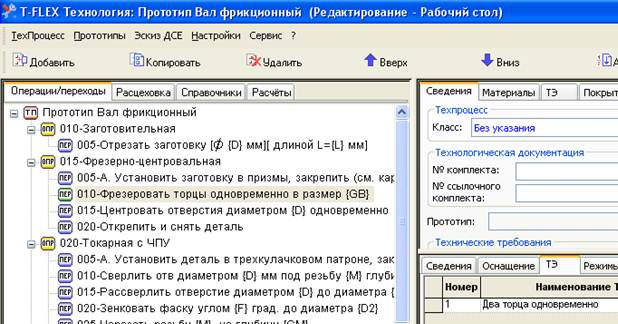
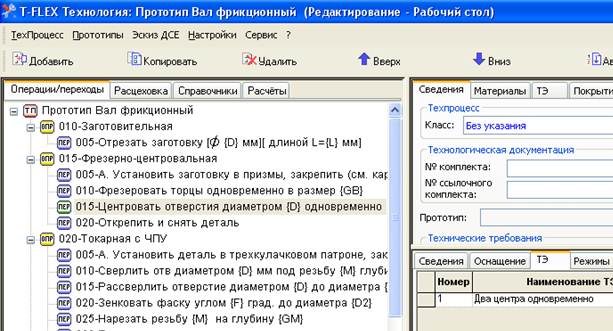
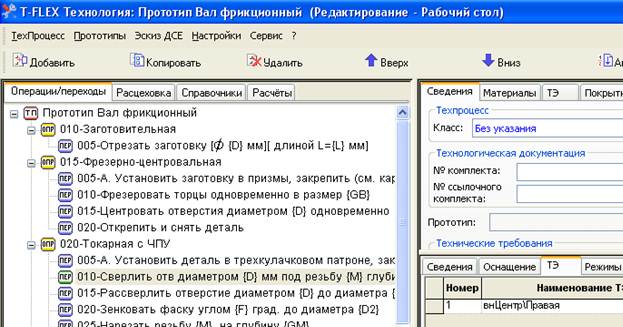
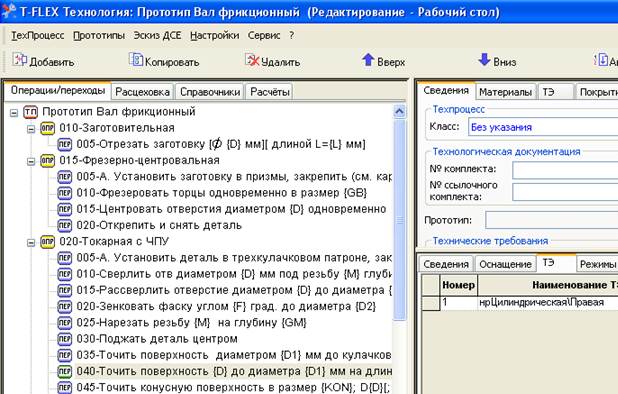
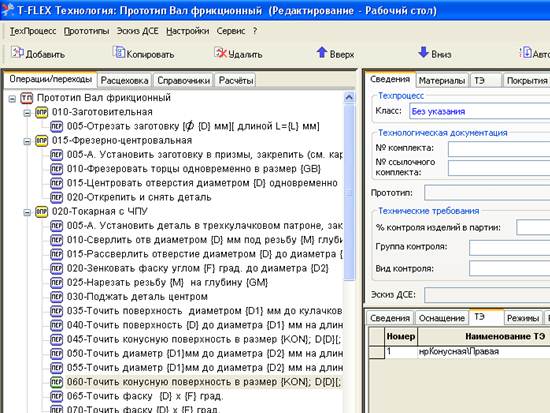
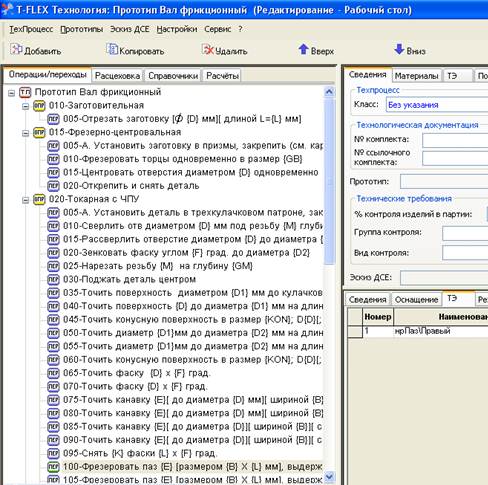
На рисунке представлен маршрут в виде последовательности технологических операций.
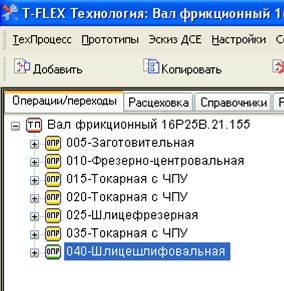
Рисунок – маршрут обработки детали типа «вал»
Следующим шагом был ввод в операции оборудования. На рисунке представлены результаты ввода оснащения в операции, выполненного в закладки «Оснащение».

а)

б)

в)

г)

д)
Рисунок – Ввод оснащения в операции: а) – «Фрезерно-центровальная»; б) – «Токарная с ЧПУ» №15 и 35; в) – «Токарная с ЧПУ» №20; г) – «Шлицефрезерная»; д) – «Шлицешлифовальная»
Следующим шагом стал ввод шаблонов текстов переходов в операции. Частично использовались уже имеющиеся в базе данных шаблоны текстов переходов. К ним были отнесены следующие переходы:
· обработка наружных цилиндрических поверхностей;
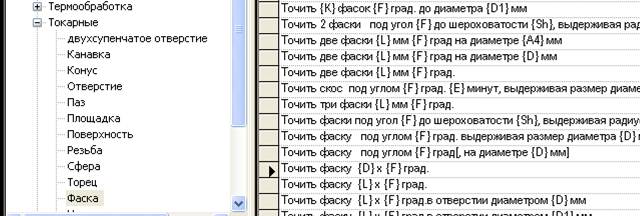
· обработка фасок;
· обработка центров сложной формы;
· обработка торцев и зацентровка на фрезерно-центровальном станке;
· обработка внутренних цилиндрических поверхностей.
При выборе переходов из базы данных руководствовались следующей системой обозначений:
L – длина (фаски, паза, цилиндрической поверхности);
GB – габаритный размер;
D – диаметр;
F – угол фаски;
B – ширина (паза, канавки);
G – глубина (центра);
GM – длина нарезаемой резьбы в центре;
М – резьба (в центре).
Индексами обозначался порядок обработки.
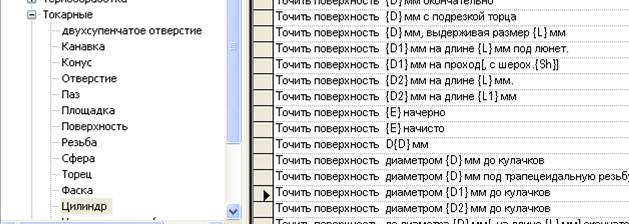
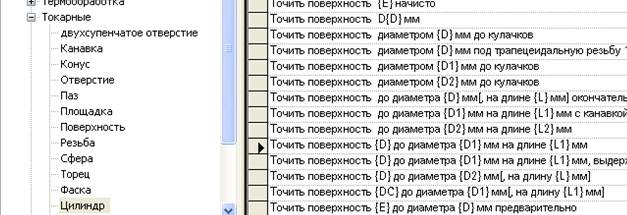
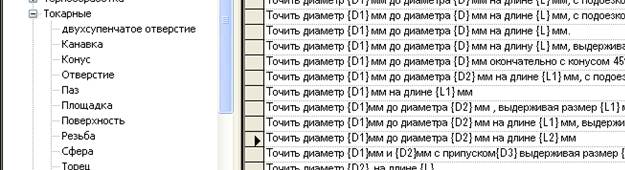
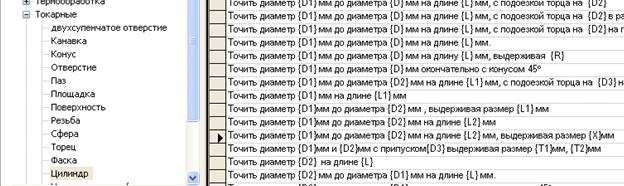
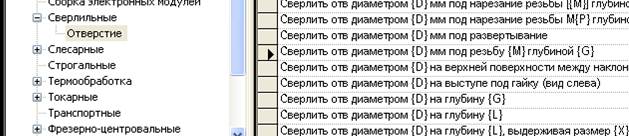
Выбор типовых переходов по обработке наружных цилиндрических поверхностей из базы данных показан на рисунке.
а)
б)
в)
г)
д)
Рисунок – Выбор типовых переходов по обработке наружных цилиндрических поверхностей: а) – черновое точение на проход, б) – черновое точение на длине; в) – чистовое точение; г) – чистовое точение с выдерживанием размера; д) – точение фаски
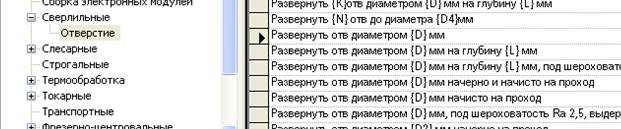
Аналогично переходам по обработке наружных цилиндрических поверхностей, из базы данных были выбраны также переходы по сверлению и рассверливанию центрального отверстия, выполняемого с установкой детали в люнете. Выбор шаблонов этих текстов перехода показан на рисунке.

а)

б)
в)
г)
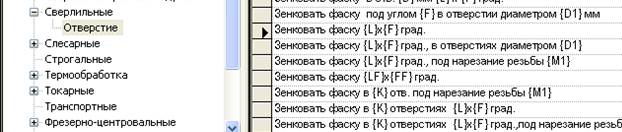
Рисунок – Выбор типовых переходов по обработке центрального отверстия: а) – сверление, б) – рассверливание; в) – развертывание; г) – зенкование фаски
Следующей группой переходов, сформированных на основе шаблонов из базы данных, стали переходы по обработке центра сложной формы. Они представлены на рисунке.
а)

б)

в)

г)
Рисунок – Выбор типовых переходов по обработке центра сложной формы: а) – первое сверление; б) – рассверливание на глубину; в) – зенкование под углом до диаметра; г) – нарезание резьбы на глубину
Особенностями детали, которые потребовали создания шаблонов оригинальных переходов стали:
· наличие конусной поверхности, обрабатываемой начерно и начисто;
· наличие канавок, которые имеет достаточно высокие поточности размеры и жестко привязаны к торцевым поверхностям выдерживаемыми размерами;
· наличие пазов с большим количеством выдерживаемых размеров;
· наличие точного отверстия H7, которое расположено не перпендикулярно цилиндрической поверхности, а под некоторым углом.
Для всех этих поверхностей были созданы соответствующие шаблоны текстов переходов, а также добавлены новые параметры в соответствующие группы параметров обрабатываемых поверхностей – технологических элементов.
В частности, была создана группа параметров и новый технологический элемент «вн отверстие точное Н7» (рис.)
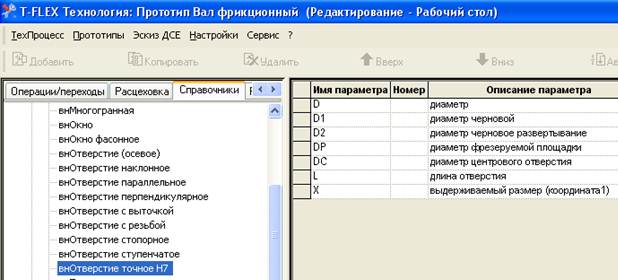
Рисунок – Создание новой группы параметров «внОтверстие точное Н7»
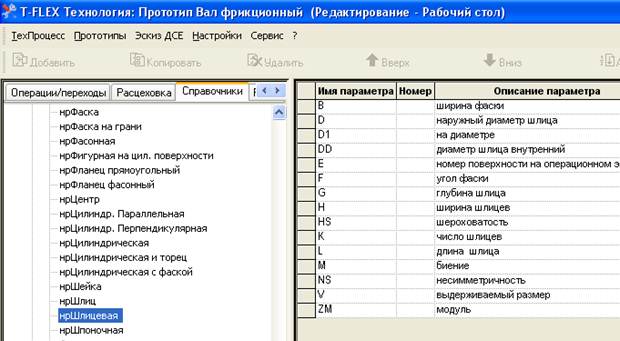
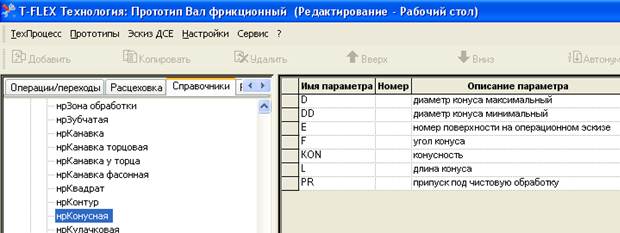
На рисунке показана обновленная новыми параметрами группа «нрШлицевая» и «нрКонусная»
а)
б)
Рисунок – Добавление новых параметров в группы: а) – нрШлицевая;
б) – нрКонусная
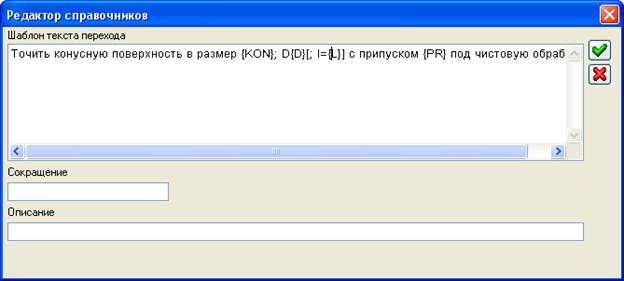
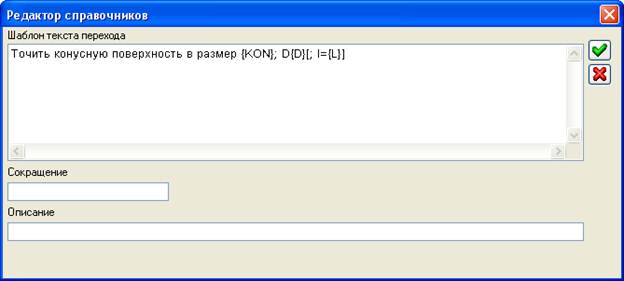
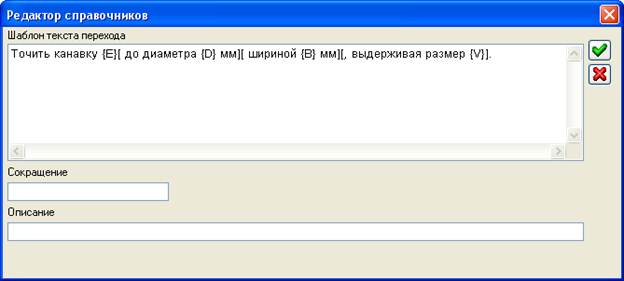
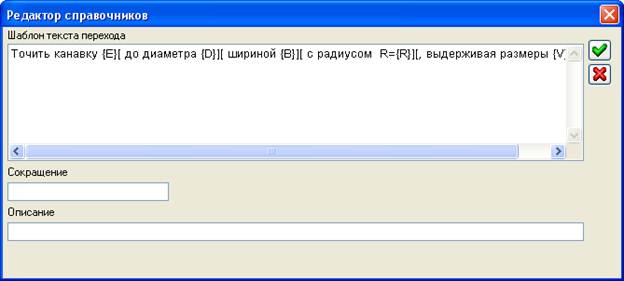
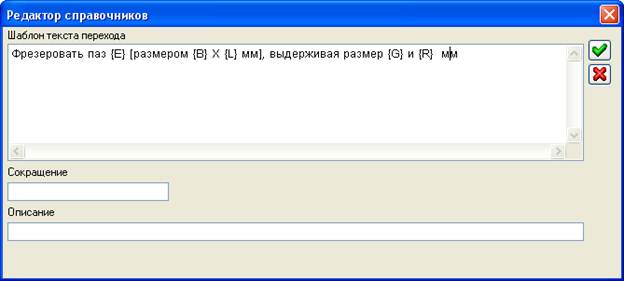
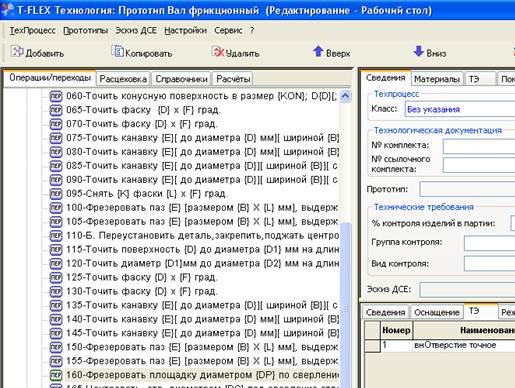
На рисунке представлены сформированные с использованием новых параметров шаблоны текстов переходов для обработки начерно и начисто конусной поверхности, унифицированные шаблоны переходов точения канавок с выдерживанием размеров, а также размеров и радиусов, фрезерования паза. Универсальность последних трех переходов достигается путем использования инструмента привязки части текста перехода к переменной, что обозначается заключением фрагмента текста перехода в квадратные скобки.
а)
б)
в)
г)
д)
Рисунок – Сформированные шаблоны текстов переходов: а) – точение конуса начерно с припуском под чистовую обработку; б) – точение конуса начисто; в) – точение канавки с выдерживанием размеров; г) – точение канавки с выдерживанием размеров и радиусов; д) – фрезерование паза с габаритными размерами и выдерживаемыми размерами
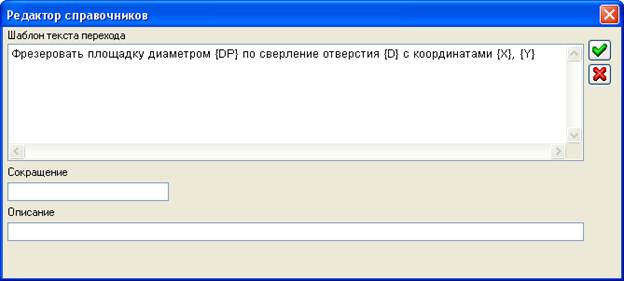
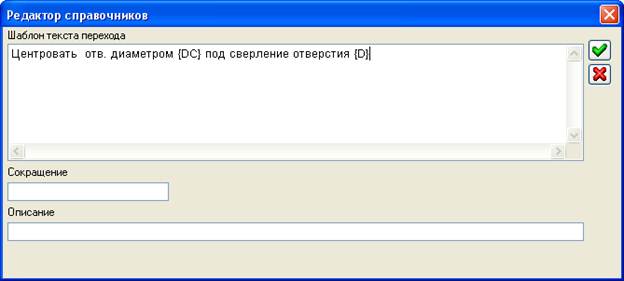
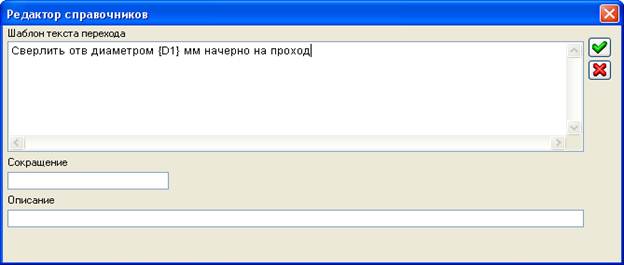
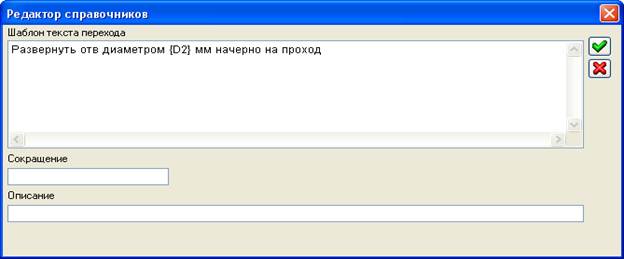
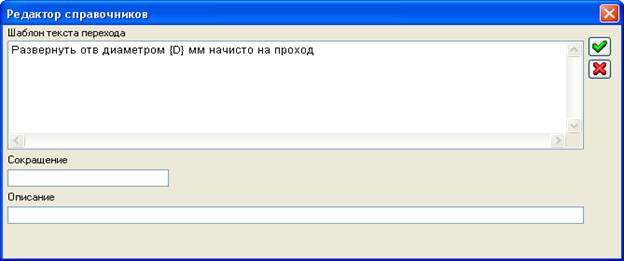
Еще одной группой переходов, для которых создавались новые шаблоны, стали переходы по обработке точного отверстия, расположенного неперпендикулярно к цилиндрической поверхности. Переходы включают фрезерование площадки, центрование, сверление, черновое и чистовое развертывание в соответствии с рекомендациями и нормативами по обработке точных отверстий диаметра до 20мм квалитета Н7. Шаблоны текстов переходов представлены на рисунке.
а)
б)
в)
г)
д)
Рисунок – Сформированные шаблоны текстов переходов: а) – фрезерование площадки под сверление отверстия; б) – центрование отверстия; в) – сверление; г) – черновое развертывание; д) – чистовое развертывание
Следующим этапом формирования общего техпроцесса-прототипа является привязка переходов к технологическим элементам ТЭ – обрабатываемым поверхностям. На рисунке показаны примеры такой привязки для основных типов обрабатывающих переходов.
а)
б)
в)
г)
д)
е)
ж)
з)
и)
Рисунок – Привязка переходов к технологическим элементам ТЭ:
а) – перехода фрезерования двух торцев к ТЭ «Два торца одновременно»;
б) – перехода центрования двух центров к ТЭ «Два центра одновременно»;
в) – перехода обработки центра к ТЭ «Вн Центр Правая 1»;
г) – перехода точения науржного цилиндра к «Нр Цилиндрическая»;
д) – перехода точения конуса к ТЭ «Нр Конусная»;
е) – перехода фрезерования паза к ТЭ «Нр Паз»;
ж) – перехода обработки точного отверстия к ТЭ «Вн отверстие точное»;
з) – перехода точения канавки к ТЭ «Нр Канавка»;
и) – перехода обработки шлица к ТЭ «Нр Шлицевая»
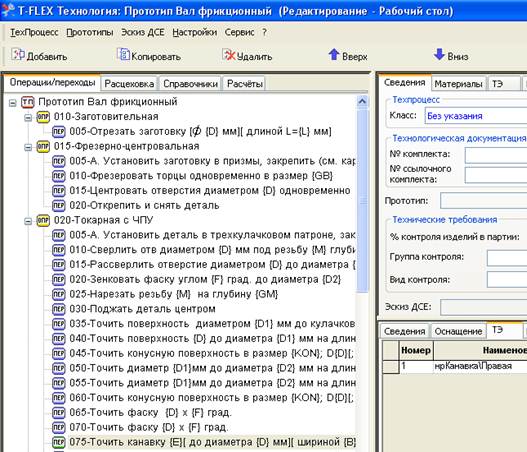
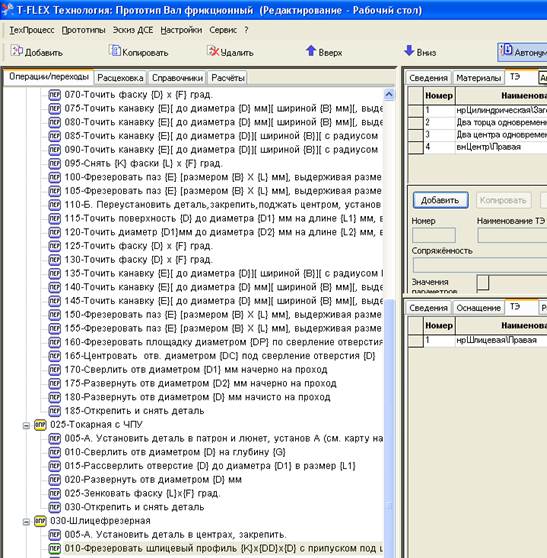
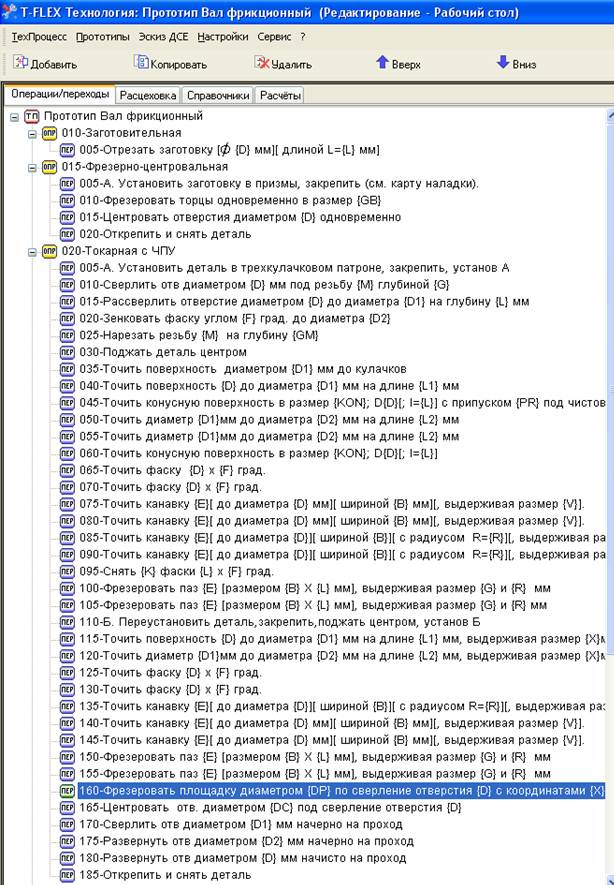
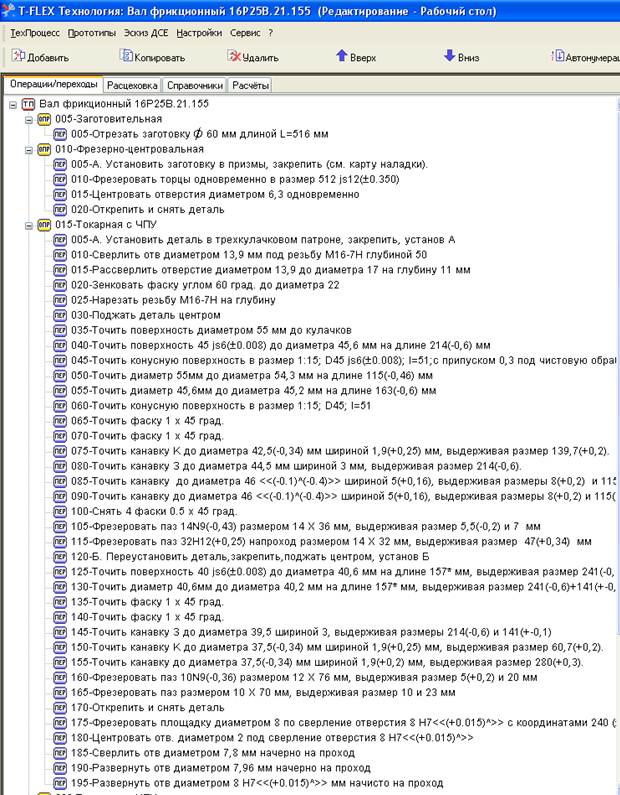
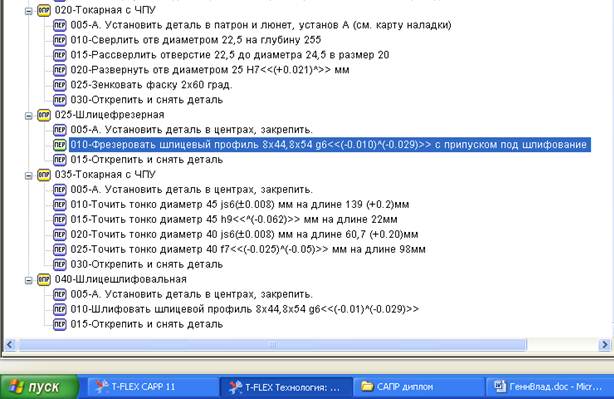
В результате всех выполненных действий был сформирован общий техпроцесс по обработке детали «Вал фрикционный». Он представлен на рисунке.
а)
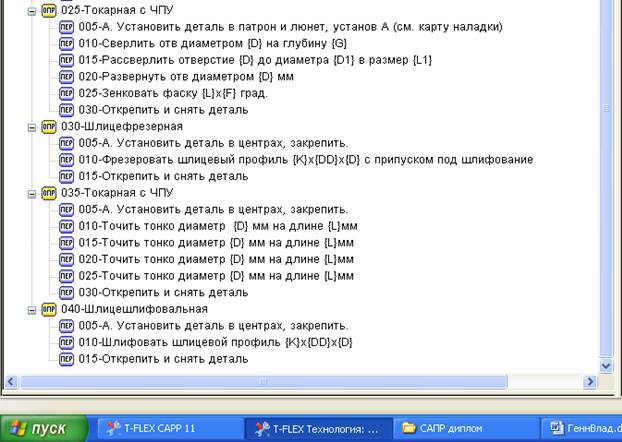
б)
Рисунок – Общий технологический процесс обработки детали «Вал»: а) – операции 5-35; б) – операции 40-50
Для автоматического формирования конкретного технологического процесса необходимо сформировать информационную модель в виде комплекта ТЭ, в которые вводятся конкретные значения параметров. Она показана на рисунке.
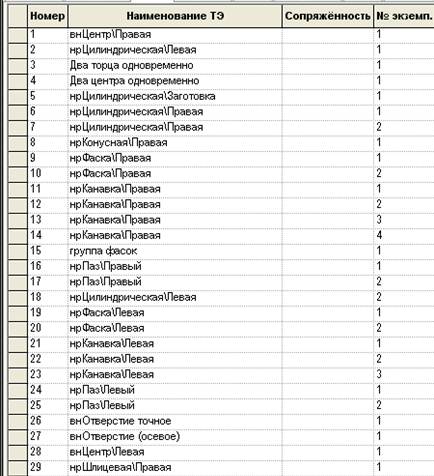
Рисунок – Информационная модель детали в виде комплекта технологических элементов ТЭ
На рисунках показаны примеры процесса ввода параметров в технологические элементы информационной модели с помощью диалоговых окон Редактора параметров ТЭ для отдельных обрабатываемых поверхностей.
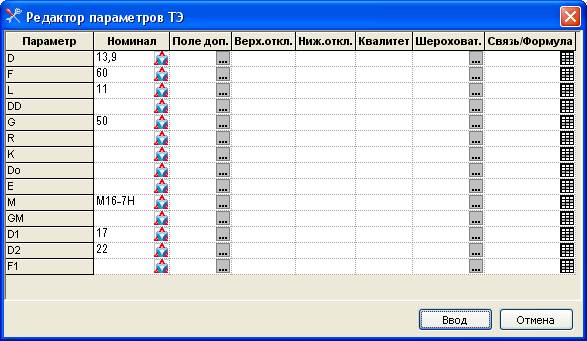
Рисунок – Ввод параметров в ТЭ «Вн Центр Правая 1»
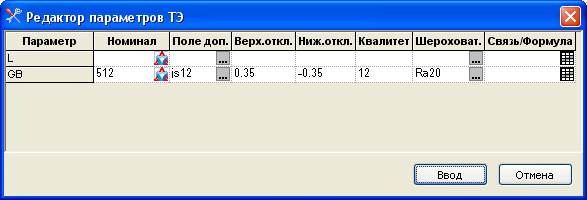
Рисунок – Ввод параметров в ТЭ «Два торца одновременно»
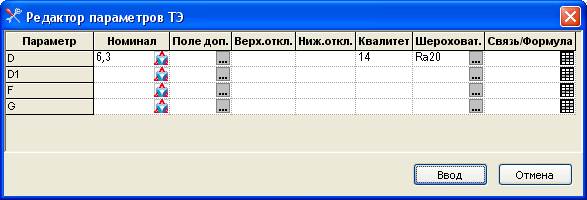
Рисунок – Ввод параметров в ТЭ «Два центра одновременно»
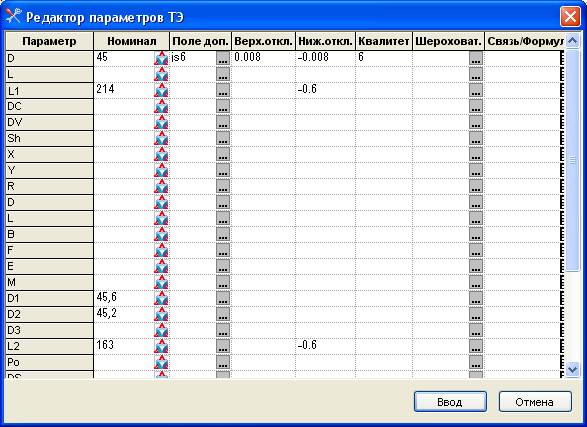
Рисунок – Ввод параметров в ТЭ «Нр Цилиндрическая Правая 2» (классная поверхность, обрабатываемая начерно, начисто и тонко)
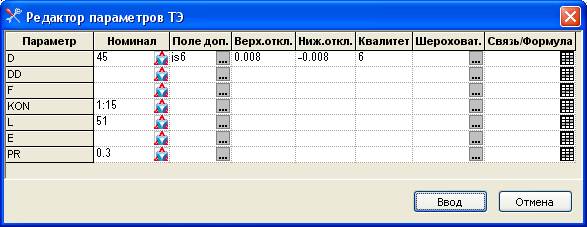
Рисунок – Ввод параметров в ТЭ «Нр Конусная Правая 1»
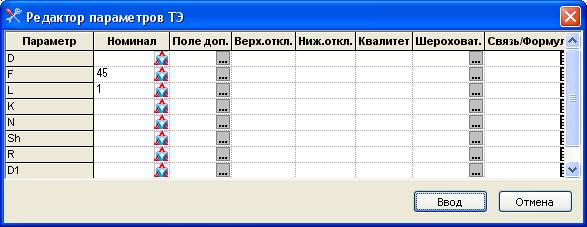
Рисунок – Ввод параметров в ТЭ «Нр Фаска Правая 2»
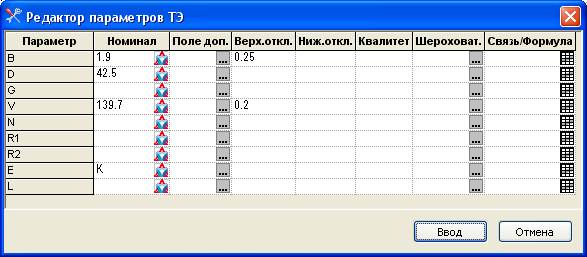
Рисунок – Ввод параметров в ТЭ «Нр Канавка Правая 1»
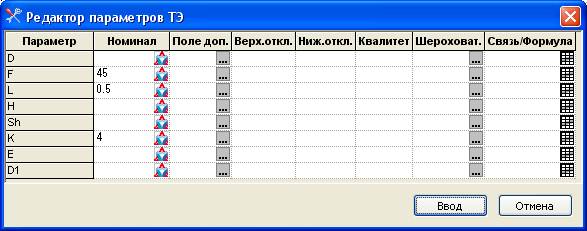
Рисунок – Ввод параметров в ТЭ «Группа фасок 1»
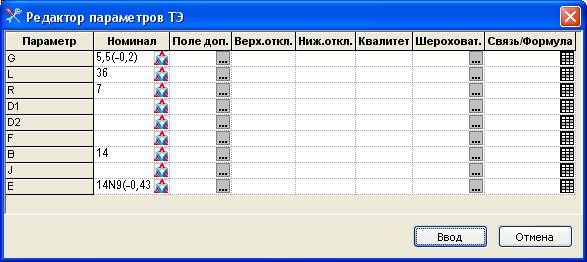
Рисунок – Ввод параметров в ТЭ «Нр Паз Правый 1»
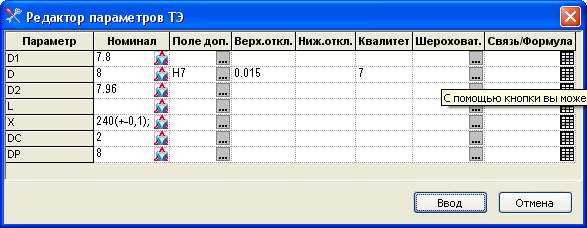
Рисунок – Ввод параметров в ТЭ «Отверстие Точное»
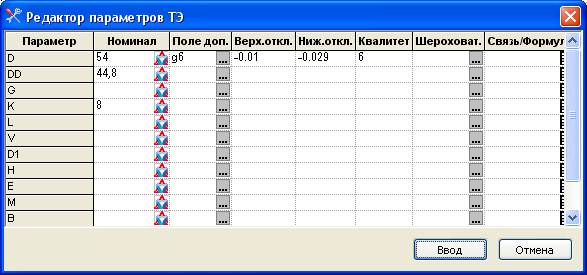
Рисунок – Ввод параметров в ТЭ «Нр Шлицевая 1»
Готовый техпроцесс, сформированный системой T-Flex Технология автоматически, показан на рисунке.
а)
б)
Рисунок – Конкретный технологический процесс обработки детали «Вал»: а) – операции 5-35; б) – операции 40-50
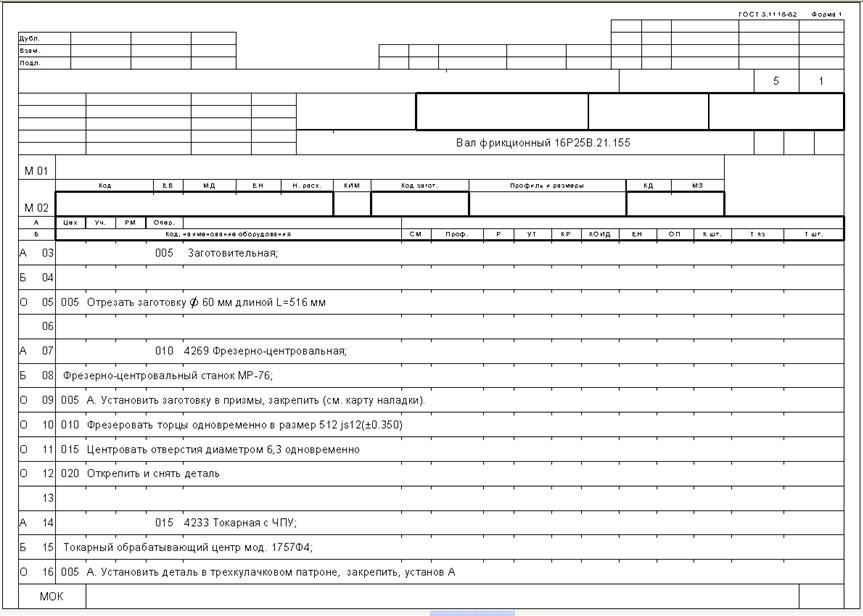
Ниже на рисунке показан комплект технологической документации в виде технологических карт по ГОСТ 3.1118-82, форма1, синтезированный системой T-Flex Технология.
а)
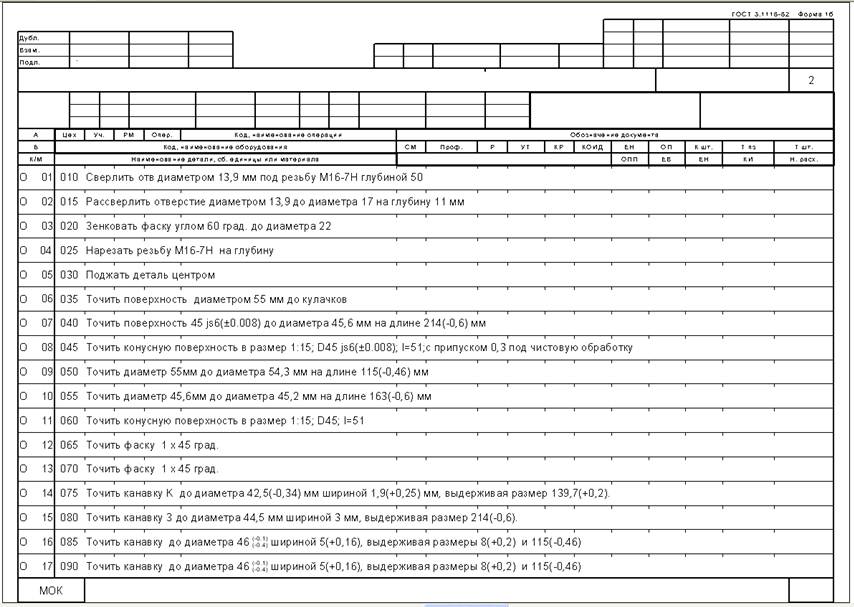
б)
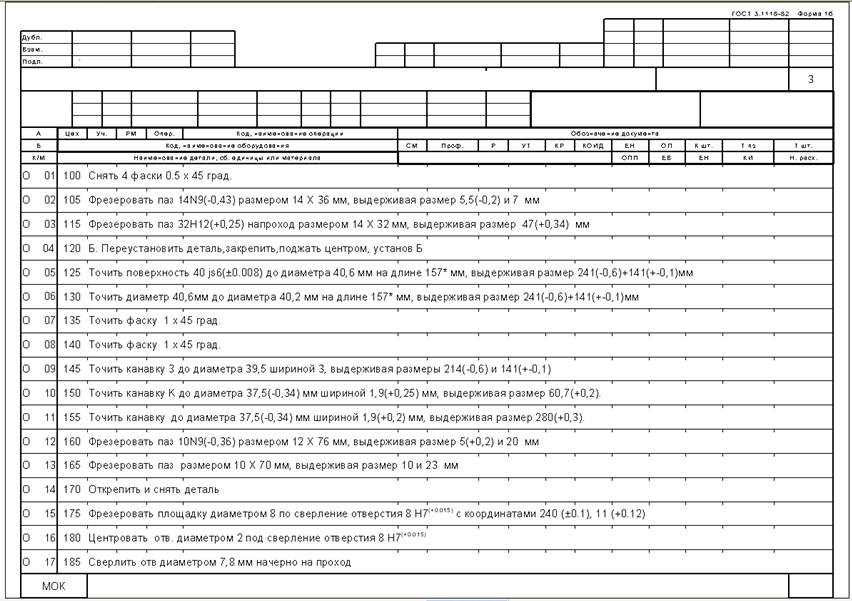
в)
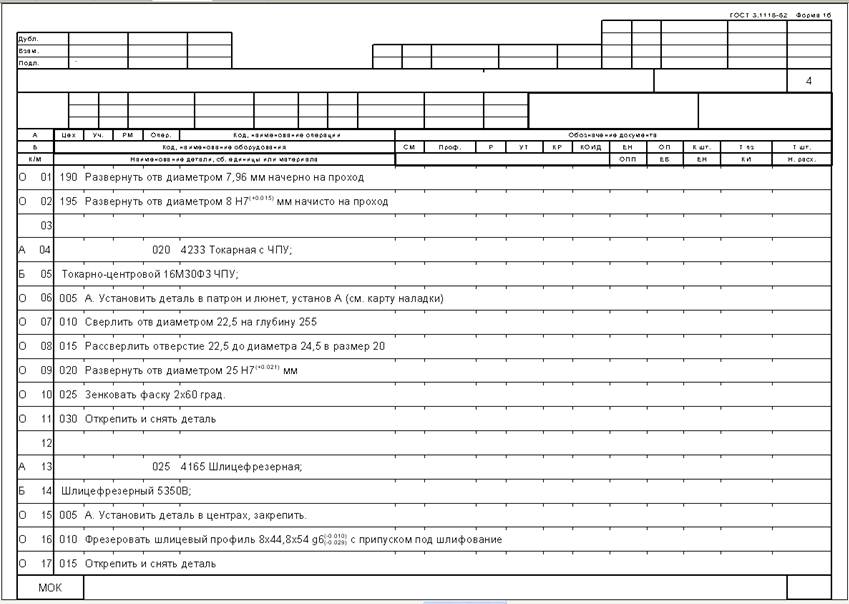
г)
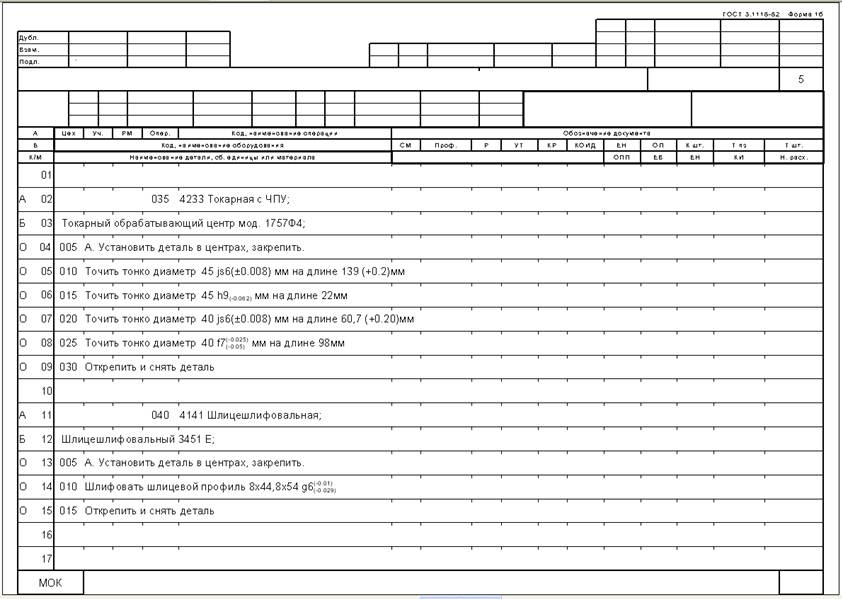
д)
Рисунок – Комплект карт на техпроцесс обработки детали «Вал фрикционный»: а) – Стр. 1; б) – Стр. 2; в) – Стр. 3;
г) – Стр. 4; д) – Стр. 5

