 2015-01-30
2015-01-30 2942
294214.1 Эталонные штриховые меры длины
Штриховыми мерами называются меры, у которых размер, выраженный в определенных единицах, а также размер их дробных частей, определяется расстоянием между осями двух соответствующих штрихов мер. К ним относятся брусковые штриховые меры, измерительные линейки и др.
В настоящее время в качестве эталонного штрихового метра принят Международный прототип — эталонная штриховая пластинка Х-образного сечения. Такая форма обеспечивает наименьшую массу при максимальной жесткости. На средней нейтральной плоскости — в зоне минимальной деформации — с обеих концов на полированных площадках нанесены три вертикальных штриха с интервалами 0,5 мм. Длина 1 м определяется расстоянием между осями средних штрихов при температуре 0°С. Перпендикулярно этим штрихам вдоль оси меры нанесены два штриха на расстоянии 0,2 мм друг от друга.
В соответствии с решением XI Генеральной конференции по мерам и весам (1960 г.) изготовленный из платино-иридиевого сплава прототип стали хранить в Международном бюро мер и весов в условиях, которые были установлены в 1899 г. I Генеральной конференцией по мерам и весам.
К вторичным эталонам относится также штриховая мера ВИЛ-100, изготовленная в 1971 г. на автоматической делительной машине, созданной в ЭНИМС (СССР). На меру нанесено 1000штрихов через 1 мм. Кроме того, промежутки между первым и вторым, последним и предпоследним штрихами разделены еще на 10 частей с ценой деления 0,1 мм. Ширина штрихов 4 мкм.
Рабочие штриховые эталоны изготовляют в виде брусковых штриховых мер Н-образной формы из инвара (36 % никеля и 64 % железа), имеющего малый температурный коэффициент расширения; платинита (42 % никеля и 58 % железа) с температурным коэффициентом расширения, близким к температурному коэффициенту иридистой платины и инварстабиля (58 % никеля и 42 % железа), и углеродистой стали, применяемой для изготовления образцовых мер длины.
Для аттестации точных штриховых мер, применяемых в станкостроительной и приборостроительной промышленности, метрологическим отделом ЭНИМС изготовлена эталонная штриховая мера длины, аттестованная в НПО «ВНИИМ им. Д. И. Менделеева» в качестве рабочего штрихового эталона.
14.2 Образцовые штриховые меры длины
Размер метра от рабочих штриховых эталонов передается образцовым штриховым мерам, а от них — рабочим штриховым мерам и измерительным приборам. В метрологической практике используют образцовые штриховые меры длиной 1 м 1 и 2-го разрядов; образцовые измерительные рулетки 1 и 2-го разрядов и образцовые шкалы 1 и 2-го разрядов.
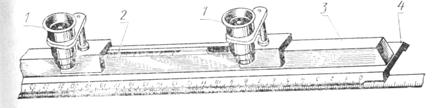
Рис. 1. Образцовая штриховая мера длины 1-го разряда
Образцовая штриховая мера длиной 1 м 1-го разряда показана на рис. 1. Она состоит из жесткой металлической линейки 4 со скошенными краями под углом 36° или 45°. На одной из наклонных плоскостей нанесена основная шкала с ценой деления 0,2 мм, а на другой — вспомогательная с ценой деления 1 мм. Мера имеет направляющее ребро 3, по которому могут перемещаться лупы 1 с увеличением 7х и термометр 2.
Образцовый метр-компаратор 2-го разряда, предназначенный для поверки рабочих штриховых мер с общей длиной, равной расстоянию между торцами, показан на рис. 2. Неподвижная губка 1 скреплена со штангой — линейкой 2, на поверхности которой нанесена шкала общей длиной 1020 мм с делением 1 мм. По линейке перемещается подвижная губка 3. Внутренние поверхности неподвижной и подвижной губок являются измерительными. На скошенной внутренней кромке подвижной губки нанесена шкала нониуса 4 с отсчетом 0,1 мм.
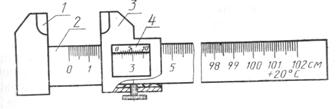
Рис. 2. Образцовый метр-компаратор 2-го разряда
К образцовым штриховым мерам относятся также образцовые рулетки 1 и 2-го разрядов и образцовые шкалы 1 и 2-го разрядов.
Образцовые шкалы 1 и 2-го разрядов предназначены для поверки измерительных приборов.
14.3 Рабочие штриховые меры и измерительные приборы
От образцовых штриховых мер размер метра передается к рабочим штриховым мерам и измерительным приборам.
Рабочие штриховые меры применяются в измерительных приборах для непосредственного измерения размеров и в качестве отсчетных шкал станков и приборов.
По конструктивным признакам штриховые меры делятся на брусковые, линейки и ленточные.
Брусковые меры по ГОСТ 12069—78 применяются в качестве эталонных, образцовых мер длины, шкал станков и приборов. В зависимости от точности изготовления установлено шесть классов точности от 0 до 5. Накопленные погрешности шкал для промежуточных интервалов между любыми штрихами для мер классов точности 0; 1; 2; 3; 4 и 5 соответственно следующие: 0,5 + 0,5/;
1 + 1/; 2 + 2/; 5 + 5/; 10+15/; 20 + 30/. При подстановке длины I в метрах результат получают в микрометрах.
Допускаемые отклонения действительной длины мер до 1 м находятся в пределах от 0,5 до 50 мкм, а для мер длиной от 1 до 2 м от 50 до 80 мкм. Длина и форма поперечного сечения определяется назначением меры.
Н-образное и П-образное сечения имеют меры классов точности 0; 1 и 2 длиной до 1,4 м и 4 м соответственно, этим обеспечивается минимальный прогиб меры при установке ее на опоры, а следовательно, и незначительное укорачивание изогнутой оси меры, нанесенной вместе со штрихами на нейтральной поверхности.
Меры прямоугольного сечения изготовляются также классов точности 0; 1 и 2, но длиной 1000 мм. Меры классов точности 2; 3; 4 и 5 имеют прямоугольное, полукруглое и пятиугольное поперечные сечения. Штрихи наносятся на верхнюю или боковую поверхность меры. Меры этого типа устанавливают на плоскость. Предназначены они для встраивания в станки.
Штриховые меры выпускают однозначными и многозначными. Однозначные штриховые меры имеют два штриха, нанесенные по концам меры. Многозначные — ряд штрихов, нанесенных через определенные интервалы по всей длине меры или на отдельных участках.
Многозначные меры изготовляют с дециметровыми, сантиметровыми или миллиметровыми делениями, а также с делениями долей миллиметра 0,1 и 0,2 мм на всей длине или на отдельных ее участках.
Штриховые меры изготовляют из инвара (36% Ni); инварста-биля (58 % Ni); хромистой стали; оптического стекла.
Измерительные металлические линейки (рис. 3) — рабочие штриховые меры, предназначены для измерения геометрических величин путем непосредственного сравнения измеряемых размеров со шкалой меры. Линейки изготовляют длиной 150; 300; 500 и 1000 мм. Линейки с верхними пределами измерений 150 и 300мм имеют две шкалы, а с верхними пределами измерений 500 и 1000 мм — одну шкалу. Толщина линеек длиной до 1000 мм от 0,4 до 0,6 мм, а линеек длиной 1000 мм (0,8—1,0 мм). Цена деления линеек 1,0 и 0,5 мм. Но линейки с ценой деления 0,5 мм имеют ограниченное применение, так как погрешность отсчета близка к цене деления.
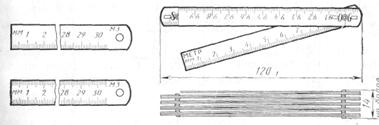
Рис. 3. Измерительные металлические линейки
Предел допускаемой погрешности длины всей шкалы и расстояний между любыми штрихами составляет 0,4—0,6 мм в начале или конце шкалы. Погрешность измерений находится в пределах 0,2—0,3 мм, если измеряемый элемент детали имеет острые края. Практически погрешность измерений составляет 1 мм.
Усадочные металлические линейки применяют в литейном производстве для измерения моделей деталей. По конструкции эти линейки аналогичны измерительным, однако интервалы делений увеличены на размер усадки, составляющий 0,5; 0,75; 1; 1,25; 2 и 2,5%. Длина линеек 500 и 1000 условных миллиметров.
Складные металлические метры применяются для линейных измерений непосредственным сравнением измеряемых размеров со шкалой метра. Такой метр состоит из десяти упругих шарнирных пластин дециметровой длины. Длина в развернутом состоянии 1000 мм. Допускаемые отклонения общей длины метра не должны превышать 1 мм; на отдельных подразделениях его отклонения Должны составлять от 0,2 до 0,5 мм.
Металлические рулетки относятся к ленточным штриховым мерам и применяются в машиностроении и других отраслях промышленности при проведении сравнительных грубых измерений. Рулетка представляет собой металлическую ленту с измерительной шкалой и барабаном для намотки ленты. Лента с барабаном размещается в герметичном корпусе. На полированной стороне ленты наносятся штриховые миллиметровые, сантиметровые, дециметровые и метровые деления. Рулетки выпускают длиной от 1 до 100 м.
Основные типы рулеток, применяемых в машиностроении (ГОСТ 7502—80) следующие: самосвертывающиеся PC длиной 1 и 2 м (рис. 4, а); желобчатые РЖ длиной 1 и 2 м (рис. 4, б); рулетки в закрытом корпусе РЗ длиной 2; 5; 10; 20; 30 и 50 м (рис. 4,в).
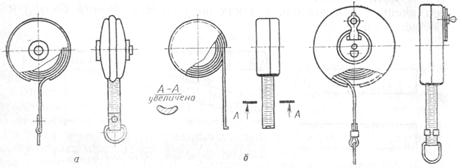
Рис. 4. Металлические рулетки: а — самосвертывающиеся типа PC; б — желобчатые РЖ; s — в закрытом корпусе РЗ
По точности изготовления рулетки делятся на три класса: 1, 2 и 3.
В зависимости от длины шкалы и класса точности допускаемые отклонения действительной длины нормируются в пределах: на общую длину от ±0,4 до ±14 мм; на отдельные дециметровые и метровые деления от ±0,2 до ±0,41 мм; на отдельные сантиметровые деления от ±0,1 до ±0,3 мм и на отдельные миллиметровые деления от ±0,05 до ±0,2 мм. Отклонения действительной длины задаются при натяжении 50 и 100 Н соответственно для рулеток длиной до 10 и более 10м.
Материал рулеток — инвар 36 % Ni, нержавеющая сталь ЭП-197, хромистая сталь.
14.4 Плоскопараллельные концевые меры длины
Плоскопараллельные концевые меры длины предназначены для передачи размеров от длины световой волны до размеров деталей. К концевым мерам длины относятся все меры длины, имеющие установленные для целей измерения расстояния между измерительными поверхностями. С их помощью хранят и воспроизводят единицы длины, поверяют меры низших классов и разрядов, градуируют измерительные приборы. Концевые меры используют также для установки прибора на нуль при относительных измерениях, для непосредственного измерения как калибры, для проведения особо точных разметочных работ, наладки станков и контрольных автоматов.
Применение концевых мер расширяет диапазон измеряемых размеров при небольшом диапазоне измерений по шкале. Так, диапазон измерения по шкале индикатора часового типа составляет 2; 5; 10; 25 и 50 мм, а при использовании концевых мер верхний диапазон измерений увеличивается в несколько раз.
Концевые меры по ГОСТ 9038—83 изготовляют в виде прямоугольного параллелепипеда (рис. 5) с двумя параллельными измерительными рабочими поверхностями, обработанными с высокой точностью и минимальной шероховатостью. Остальные стороны — нерабочие.
Длина концевой меры в любой точке определяется длиной перпендикуляра, опущенного от одной из измерительных поверхностей на противоположную измерительную поверхность.
Отклонение длины концевой меры от номинальной есть наибольшая по абсолютному значению разность между длиной меры в любой точке и номинальной длиной. Срединная длина меры соответствует центру измерительной поверхности. Разность между наибольшей и наименьшей длинами меры есть отклонение от плоскопараллельности.
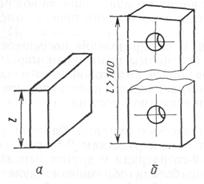
Рис. 5. Плоскопараллельные концевые меры длины:
а — размером до 100 мм, б — размером св. 100 мм с отверстиями для стяжек
Плоскостность измерительных поверхностей концевых мер, как и для любых поверхностей, связана с отклонениями реальной и прилегающей плоскостей.
Концевые меры предназначены для длительной эксплуатации, поэтому для сохранения размера их температурный коэффициент линейного расширения (ТКЛР) должен быть возможно близок к (ТКЛР) обычных деталей, применяемых в машиностроении. Их изготовляют из хромистой стали X, ХГ, 120ХГ, ХВГ, ШХ-15 и твердого сплава ВК6М. Измерительные поверхности концевых мер закаливают до твердости HRC62 и подвергают старению. Однако вследствие изменения структуры материала по времени изменяется размер концевой меры, в связи с чем установлены допуски на изменение размера концевых мер (в микрометрах) в течение года: 0,02 + 0,00051 для класса 0 и 0,05 + 0,001 L для классов 1, 2 и 3, где L — длина меры, мм.
14.5 Образцовые и рабочие концевые меры
В ГОСТ 9038—83 установлены классы точности концевых мер: 00; 0; 1; 2; 3; 4; 5. Классы 4 и 5 имеют меры, находящиеся в эксплуатации. Класс точности концевой меры определяется отклонением длины меры от номинальной и отклонением от плоскопараллельности.
Сложность технологического обеспечения регламентированных ГОСТ 9038—83 отклонений длины концевой меры от номинального значения и шюскопараллельности, а также сравнительно быстрый износ потребовали симметричного расположения допуска на изготовление концевой меры длины и создания системы разрядности, чтобы на точность измерения концевыми мерами влияли не допуски на их изготовление, а погрешность определения действительного значения длины концевой меры.
В соответствии с ГОСТ 8.166—75 наборы концевых мер, применяемые для хранения и передачи единицы длины от эталона к рабочим мерам и измерительным приборам аттестовывают в качестве образцовых наборов концевых мер 1, 2, 3, 4, 5-го разрядов в соответствии с их назначением по поверочной схеме.
В ГОСТ 8.166—75 приведены классы точности и разряды концевых мер, определяемые пределами допускаемых погрешностей измерения длины и плоскопараллельности концевых мер, а также пределы допускаемых погрешностей измерения длины образцовых концевых мер (в мкм) с 1 по 5-й разряды, рассчитанные по формулам:
для 1-го разряда ± (0,02 + 0,2 L);»
2-го» ± (0,05 +0,5 L);»
3-го» ±(0,1 + 1L);»
4-го» ± (0,2 + 2 L);»
5-го» ± (0,5 + 5L), где L — длина, м.
При аттестации концевых мер в качестве образцовых, предел допускаемой погрешности измерения длины составляет от ± (0,02— 0,22) мкм для мер 1-го разряда до ±(0,6—1,5) мкм для мер 5-го разряда. Допускаемые отклонения от плоскопараллельности в зависимости от длины концевой меры и разряда от 0,1 до 1,5 мкм.
Между разрядами и классами точности имеется определеннаязависимость. Образцовые концевые меры 1 и 2-го разрядов по отклонению их длины от номинальной не должны быть грубее класса точности 2; меры 3-го разряда — класса точности 3; меры 4 и 5-го разрядов соответствуют мерам до класса 5. Отклонение от плоскопараллельности у мер класса 2 значительно больше, чем у мер 1-го разряда, для класса точности 0 соблюдена норма; 3-й разряд можно присвоить мере не грубее класса 1. Практически при аттестации новых концевых мер на плоскопараллельность берут отклонение для мер 1-го разряда по классу точности 00, 2-го разряда — по классу 0, 3-го — по классу 1 и т. д.
Для отнесения мер к классам точности 00; 0; 1; 2 или 3; 4; 5 их длины при поверке измеряют с погрешностью, не превышающей пределов, установленных для разрядов с 1 по 5-й соответственно.
14.6 Наборы концевых мер
Концевые меры комплектуются в наборы, обеспечивающие возможность получения блока концевых мер любого размера до третьего десятичного знака. Блоки составляют посредством притирки измерительных поверхностей мер. Поскольку реальная измерительная поверхность концевой меры имеет незначительные отклонения от прилегающей номинальной поверхности, то измерительные поверхности двух концевых мер, а также концевой меры в паре со стеклянной или кварцевой пластиной при их взаимном накладывании (надвигании) прочно сцепляются друг с другом, при этом усилие сдвига составляет десятки ньютонов, но не менее 30 Н. Это свойство называется притираемостью. Притираемость объясняется молекулярным притяжением в присутствии тончайших слоев смазки толщиной 0,02 мкм, которые остаются на измерительных поверхностях при обычной промывке в бензине. Притираемости способствует небольшая шероховатость измерительных поверхностей: по параметру Rz не более 0,063 мкм на базовой длине 0,08 мм по ГОСТ 2789—73.
Номинальные длины концевых мер выпускают с определенной градацией по длине.
Значения номинальной длины нанесены на измерительной поверхности для мер размером до 5,5 мм и на правой нерабочей поверхности — свыше 5,5 мм.
Предусмотрен 21 набор концевых мер, отличающийся друг от друга количеством мер, их размерами, а следовательно и назначением. В машиностроении широко применяются наборы, состоящие из: 83 мер (набор № 1); 38 мер (набор № 2) и 112 мер (набор №3).
Наборы № 1 и № 3 — универсального назначения. Градация между мерами 0,5 мм позволяет при использовании набора № 3 ограничиваться одной мерой, без составления блока для получения требуемого размера.
Набор № 2 не имеет мер с градацией 0,5 мм. Из этих трех наборов практически возможно обеспечить любой размер от Л до 300 мм через 5 мкм.
Если в наборе нет меры необходимого размера, то составляют блок концевых мер. Размер блока концевых мер равен сумме размеров концевых мер, входящих в его состав. Подбор начинают с меры, у которой размер оканчивается на последнюю цифру заданного размера, т. е. с малой меры. Далее из размера блока вычитают размер этой меры, и операцию последовательно выполняют по тому же правилу.
Блок составляют из минимального числа мер, что упрощает собирание блока и увеличивает его точность. За размер блока концевых мер определенного класса точности принимают сумму номинальных размеров, а для аттестованных концевых мер — сумму.действительных размеров, указанных в аттестате. В первом случае погрешность блока определяется погрешностями изготовления концевых мер, во втором — погрешностями их аттестации.
Классы точности присваивают всем наборам концевых мер при изготовлении и поверке, а разряд — только образцовым концевым мерам. Поэтому при поверке можно использовать «классные» концевые меры вместо «разрядных» при условии, что погрешность изготовления не превышает погрешности аттестации «разрядных» мер. Так, при поверке штангенциркулей используют концевую меру класса 3, а при поверке щупов — меру 5-го разряда или класса 2. Из примера следует, что выгоднее применять «классные» концевые меры вместо «разрядных».
При аттестации наборов образцовых концевых мер составляют свидетельство и таблицу действительных значений срединных длин концевых мер для этого набора.
Наборы концевых мер, аттестованные на предприятиях в качестве образцовых, снабженные таблицами действительных размеров, часто используют не как образцовые, а для поверки и измерений. Это значительно повышает точность измерений, так как в погрешность измерения входит не погрешность изготовления концевой меры, а погрешность их аттестации, которая значительно меньше.
При составлении блоков концевых мер следует учитывать погрешности из-за притирания. По данным Всесоюзного научно-исследовательского института измерений (ВНИИЗМ) разброс размера блока концевых мер на один притирочный слой равен 0,05— 0,1 мкм. Погрешности из-за притирания превышают погрешности аттестации, установленные для мер 1 и 2-го разрядов. Поэтомуприменение концевых мер этих разрядов в блоке не повышает точность измерения размеров, поэтому меры этих разрядов рекомендуется применять только в качестве единичных. Погрешность притирания на один слой зависит от состояния измерительной поверхности концевых мер и опыта оператора. Если в микрополостях концевой меры находится слой смазки, то такие меры притираются лучше (меры из твердого сплава).
Размеры изготовленной меры в течение времени увеличиваются. Через пять-шесть лет происходит стабилизация материала меры. Поэтому меры 1-го разряда следует аттестовывать не раньше чем через 4 года после изготовления.
Концевые меры необходимо бережно хранить и эксплуатировать. При выпуске из производства меры промывают обезжиривающей жидкостью (бензином Б-70), смазывают безводной смазкой для предохранения от коррозии. Каждую меру укладывают в отдельное гнездо футляра. Перед употреблением концевые меры освобождают от смазки и новыми хлопчатобумажными салфетками промывают в бензине. Перед работой меры протирают чистой замшей. После работы меры промывают бензином и смазывают тонким слоем безводного технического вазелина.
Наборы хранятся в закрытых футлярах и шкафах, а отдельные крупногабаритные меры — на отдельных деревянных лотках.
Притирку концевых мер проводят в помещениях, где отсутствует пыль, так как пыль оказывает абразивное воздействие, царапает измерительные поверхности и ухудшает сцепляемость. Притертые меры не допускается разъединять острыми металлическими предметами (бритвами, ножами и др.)- Оставлять меры в притертом состоянии на длительное время не рекомендуется, так как начинающийся процесс диффузии в пограничных слоях со временем затруднит последующий разъем мер. Разъединение мер, в крайнем случае, производят постукиванием молотком через мягкую ткань.
При правильном применении концевые меры должны выдерживать до 500 притираний друг с другом с вероятностью 0,8. Усилие сдвига должно быть не менее 15Н.
14.7 Принадлежности к концевым мерам.
Для расширения области применения концевых мер ГОСТ 4119—76 предусматривает набор принадлежностей к ним, которые позволяют выполнять самые разнообразные измерительные, контрольные и разметочные операции для размеров до 1500 мм.
Набор принадлежностей к концевым мерам имеет: державку (рис. 6, а) с верхними пределами измерений 60, 210 и 300 мм; основание (рис. 6,б); стяжки для крепления блоков концевых мер размером более 100 мм (рис. 6,в); зажимной сухарь (рис. 6,г); два плоскопараллельных боковика (рис. 6, д); по два радиусных боковика 2; 5; 10; 15 и 20 мм (рис. 6, е,ж,з); центровой (рис. 6, и) и чертильный (рис. 6, к) боковики.
В измерительный малый набор входят державки для размеров О—80; 60—80; 60—160 мм и радиусные боковики.
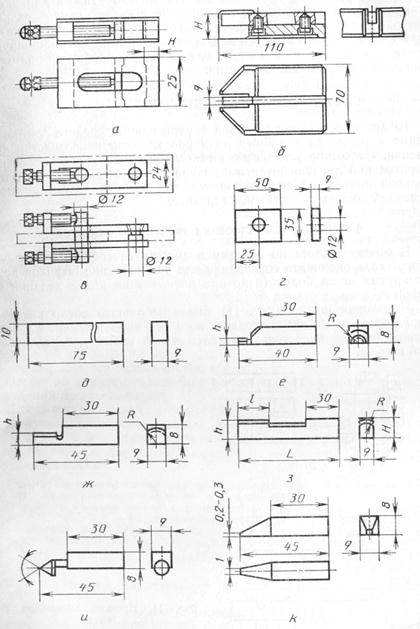
Рис. 6. Набор принадлежностей к концевым мерам
Набор концевых мер с отверстиями длиной более 100 мм состоит из стяжек (рис. 6, в) и сухарей (рис. 6,г). При составлении блока размером более 100 мм используют стяжки для удержания мер. В мерах на расстоянии 25 мм от измерительных поверхностей просверлены крепежные отверстия. Из принадлежностей нужно собрать циркуль для вычерчивания на металле окружности, рейсмус, неполную скобу или неполную пробку для измерения диаметра вала или отверстия.








