 2015-06-24
2015-06-24 3249
3249Базой называют поверхность, ось, точку детали или сборочной единицы, по отношению к которым ориентируются другие детали изделия или поверхности детали, обрабатываемые или собираемые на данной операции.
По своему назначению базы подразделяются на: конструкторские, технологические и измерительные.
Конструкторской базой называют поверхность детали, относительно которой конструктором задаются расстояния до других поверхностей. Эти базы подразделяют на основные и вспомогательные.
Основной называется база относительно которой конструктором задаётся расположение поверхностей, определяющих положение самой детали в изделии, вспомогательной — положение присоединяемой детали относительно данной. Вспомогательных баз может быть несколько.
Технологической базой называют поверхность, определяющую положение детали в приспособлении в процессе её изготовления.
Измерительной базой называют поверхность детали, относительно которой производится контроль полученных размеров, которой определяется положение детали в измерительном приспособлении.
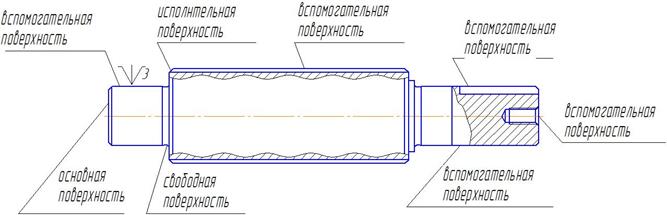
В машиностроении существует четыре вида поверхностей деталей и изделий:
· исполнительные поверхности, с их помощью деталь выполняет свое служебное назначение;
· основные поверхности, с их помощью определяется положение данной детали в изделии;
· вспомогательные поверхности, с их помощью определяется положение присоединяемых деталей относительно данной;
· свободные поверхности, не соприкасающиеся с поверхностями других деталей.
Базирование детали Вал по маршруту обработки
Таблица 2.3.1.
| № операции | Наименование операции | Базовая поверхность | Эскиз |
| Заготовительная | |||
| Токарная с ЧПУ (комплексная) | Наружная поверхность | 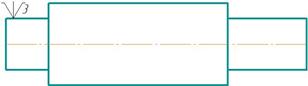 | |
| Термическая | - | - | |
| Кругло- шлифовальная | Наружная поверхность | 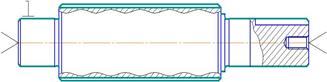 | |
| Моечная | - | - | |
| Контрольная | - | - |
2.4. Исследование выбранного варианта технологического процесса
Технологический маршрут - последовательность (план или порядок) обработки изделия. Рассматривают маршрут обработки отдельных поверхностей детали и маршрут изготовления детали (или обработки заготовки) в целом.
Исходными данными для составления маршрутов обработки отдельных поверхностей служат чертежи и технические требования к деталям и заготовкам, а та же сведения о производственно- технических возможностях и организационных условиях.
В общем случае последовательность технологических операций устанавливают пользуясь следующими методическими рекомендациями:
- обработка поверхностей, служащими в дальнейшем технологическими базами;
- обработка тех поверхностей, с которых снимается наибольший слой металла, что позволяет своевременно обнаружить и устранить внутренние дефекты, не допуская дальнейшей обработки бракованных заготовок;
- обработку остальных поверхностей ведут в последовательности, обратной степени их точности.
Заканчивают обработку теми поверхностями, которые являются наиболее точными и наиболее важными для нормального функционирования детали.
Обработку легкоповреждаемых поверхностей (например, наружных резьб) рекомендуется выносить в конец маршрута.
Вспомогательные операции (сверление мелких отверстий, прорезание канавок и галтелей, снятие фасок, и т.п.) выполняют на стадии чистовой обработки.
Отделочные операции (такие как шлифование, хонингование, притирка и пр.) выполняют в последнюю очередь. Это обычно происходит после термической, химико-термической и других немеханических операций, делящих, как правило, весь технологический процесс на части.
Технический контроль проводят после тех операций, на которых возможно повышение брака, после сложных дорогостоящих операций, после законченного цикла, а так же по окончании изготовления детали.
На основании выше изложенного составляем маршрут обработки детали:
000 2160 Заготовительная
КГШП
005 4114 Токарная с ЧПУ (комплексная)
VT II – 16 YCV
010 5010 Термическая
ТВЧ – печь
015 4236 Круглошлифовальная
1640 CNC
020 0126 Моечная
Ванна
025 0220 Контрольная
Контрольный стол

