 2017-12-14
2017-12-14 5625
5625
Введение. Честь открытия новых способов обработки принадлежит русским и советским ученым. Известный русский химик Е.И.Шпитальный в 1911г. разработал процесс электролитического полирования. В 1928 г. В.Н.Гусев применил этот процесс для размерной обработки станин крупных металлорежущих станков. Электролит не прокачивался. Катод-плиту на время убирали и ручным инструментом удаляли слой продуктов растворения. Процесс был трудоемким и медленным. В.Н.Гусев и Л.А.Рожков предложили уменьшить зазор между электродами до десятых долей мм, а электролит принудительно прокачивать через межэлектродный промежуток. Это было рождением нового вида обработки — размерной электрохимической обработки (ЭХО) – за счет анодного растворения металла.
Полученные в годы войны результаты по изучению основных физико-химических закономерностей процессов не утратили своего значения и до сего времени. В 1948г. была создана электрохимическая установка для изготовления отверстий в броневой стали. Тогда же были проведены первые опыты по обработке турбинных лопаток. Значительные успехи в развитии теории и совершенствовании технологии были достигнуты благодаря работам Ю.Н. Петрова, И.И.Мороза, Л.Б. Дмитриева и др. [1,2,4].
Существует несколько основных схем электрохимической обработки.
1). Обработка с неподвижными электродами.
По этой схеме получают местные облегчения в деталях, отверстия в листовых материалах, наносят информацию (порядковые номера, шифры изделий и др.), удаляют заусенцы.
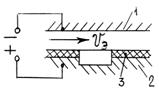
Рисунок 3.1 — Схема обработки с неподвижными электродами
1 – электрод — инструмент; 2 – заготовка; 3 – диэлектрик.
Требуемая форма углубления или отверстия получается за счет нанесения на заготовку 2 слоя диэлектрика 3. Электрод-инструмент 1 не перемещается к обрабатываемой поверхности – межэлектродный зазор по мере съема металла с заготовкой 2 возрастает, а скорость  прокачки электролита снижается. Процесс будет неустановившимся с нестационарным по времени режимов обработки.
прокачки электролита снижается. Процесс будет неустановившимся с нестационарным по времени режимов обработки.
2). Прошивание углублений, полостей и отверстий.

Рисунок 3.2. — Схема прошивания
1 – электрод-инструмент; 2 – заготовка.
При такой схеме электрод-инструмент 1 имеет одно рабочее движение — поступательное движение со скоростью  к детали 2. Межэлектродный зазор (S) — постоянный, т.е. режим стационарный. Электролит прокачивается со скоростью .
к детали 2. Межэлектродный зазор (S) — постоянный, т.е. режим стационарный. Электролит прокачивается со скоростью .
По этой схеме изготовляют рабочие полости ковочных штампов, пресс — форм, прошивают отверстия, пазы, перья лопаток турбин, вырезают заготовки различного профиля.
К такой схеме относят и получение отверстий струйным методом.

Рисунок 3.3 — Схема прошивания струйным методом
1 - электрод-инструмент (токопровод); 2 – заготовка;
3 – диэлектрический корпус.
Электрод-инструмент состоит из токопровода 1, омываемого потоком электролита. Токопровод находится внутри корпуса 3 из диэлектрика. Электролит создает токопроводящий канал между токопроводом 1 и заготовкой 2.
В месте контакта жидкости с обрабатываемой поверхностью материал заготовки растворяется и образуется углубление. Процесс идет достаточно быстро только при высоких напряжениях (до нескольких сотен вольт). Так получают отверстия диаметром 1,5…2,0 мм и вырезают контуры деталей сложной формы.
3). Точение наружных и внутренних поверхностей.
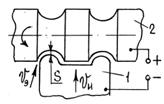
Рисунок 3.4 — Схема точения наружных поверхностей
1 – электрод-инструмент; 2 – заготовка.
По такой схеме электрод-инструмент 1 выполняет роль резца, без контакта. В зазор S прокачивается электролит со скоростью . При точении внутренней поверхности электрод-инструмент 1 перемещается вдоль заготовки 2 со скоростью .
Межэлектродный зазор S может поддерживаться диэлектрическими прокладками 3.
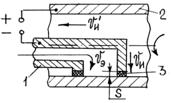
Рисунок 3.5 — Схема точения внутренних поверхностей
1 – электрод — инструмент; 2 – заготовка; 3 – прокладки диэлектрические.
4). Протягивание наружных и внутренних поверхностей в заготовках
Заготовки должны иметь предварительно обработанные поверхности, по которым можно базировать электрод-инструмент. Его устанавливают относительно заготовки с помощью диэлектрических прокладок. Электрод-инструмент продольно перемещается (иногда вращается).
По такой схеме выполняют чистовую обработку цилиндрических отверстий, нарезание резьбы, шлицев, винтовых канавок.
5). Разрезание заготовок
При разрезании заготовок используется профилированный инструмент (вращающийся диск) или непрофилированный-проволока.

Рисунок 3.6 — Схема разрезания профилированным инструментом
1 – электрод — инструмент (диск); 2 – заготовка.
При этой схеме зазор между инструментом-электродом и заготовкой должен быть постоянным.
Для выполнения в заготовках различных фигурных пазов, щелей особенно в нежестких материалах применяется непрофилированный инструмент-электрод в виде проволоки из латуни, меди или вольфрама.

Рисунок 3.7 — Схема разрезания непрофилированным инструментом
1 – инструмент — электрод (проволока); 2 – заготовка.
Для устранения влияния износа проволоки на точность обработки проволока непрерывно перематывается с катушки на катушку, что позволяет участвовать в работе все новым ее элементам.
6). Шлифование
При этом используется вращающийся металлический инструмент цилиндрической формы, который поступательно движется вдоль заготовки 2 со скоростью .

Рисунок 3.8 — Схема шлифования
1 – электрод — инструмент; 2 – заготовка.
Это окончательная операция при изготовлении пакетов пластин из магнитомягких материалов, когда при обработке недопустимы механические усилия, а также для изготовления деталей из вязких и прочных сплавов.
1.Теоретические основы электрохимического процесса формообразования (ЭХО)
1.1. Законы электролиза М.Фарадея
Майкл Фарадей (1791 — 1867 г.г.)-английский физик, основоположник учения об электромагнитном поле. В 1831 г. он выявил законы электромагнитной индукции, а в 1833…1834 г.г. установил законы электролиза.
При ЭХО образующиеся при подключении обрабатываемой детали к положительному полюсу источника питания, положительно заряженные ионы металла отводятся от поверхности анода под действием электрического поля.
Электрическая ячейка состоит в основном из двух не контактирующих электродов, погруженных в электролит, между которыми имеется разность потенциалов.
Если условия электролиза выбраны правильно, прохождение тока через ячейку приводит к растворению материала анода со скоростью, определяемой согласно первому закону Фарадея:
— количество вещества, осажденного или растворенного при электролизе, пропорционально количеству пропущенного электричества
m=  Q, г (3.1)
Q, г (3.1)
где m — масса материала, растворенного с анода, г;
 — коэффициент пропорциональности (электрохимический эквивалент);
— коэффициент пропорциональности (электрохимический эквивалент);
Q — количество электричества, пропущенное через электролит Кл (А∙с ).
При использовании постоянного тока количество электричества находится из зависимости:
Q = 
где I – сила тока, А;
 – время его прохождения, с.
– время его прохождения, с.
Тогда зависимость (3.1.) можно записать в виде
m = 
 , г (3.2)
, г (3.2)
Электрохимический эквивалент () находится следующим образом
=  , г/А∙с
, г/А∙с
где А — атомная масса элемента;
n — валентность металла;
F — число Фарадея, равное 96500 (это количество электричества, необходимое для растворения 1 грамма – эквивалента металла), Кл/г— экв. или 26,8 А∙ч/г-экв.
Числовые значения для различных элементов приводятся в справочных материалах.
Электрохимический эквивалент  любого сплава можно найти через эквиваленты
любого сплава можно найти через эквиваленты  входящих в него элементов и через массовое содержание в % элемента ki в сплаве.
входящих в него элементов и через массовое содержание в % элемента ki в сплаве.
 (3.3)
(3.3)
Количества различных веществ, осажденных или растворенных одинаковым количеством электричества, пропорциональны их химическим эквивалентам.
Объединенный закон Фарадея гласит, что масса материала в граммах (m), осажденного или растворенного на электроде, пропорциональна произведению  . Таким образом, обобщенный закон Фарадея можно записать так
. Таким образом, обобщенный закон Фарадея можно записать так
m = I  /26,8,г (3.4)
/26,8,г (3.4)
где — время протекания тока, ч.
Поскольку каждый компонент сплава имеет свой электрохимический эквивалент, то соответственно и свою скорость анодного растворения.
Для практических целей необходимо знать скорость линейного растворения, которая позволяет найти скорость подачи инструмента при изготовлении деталей.
Из уравнения (3.1) m =  массу материала, растворенного с анода, можно записать через площадь обрабатываемого участка S и перемещение электрода — инструмента
массу материала, растворенного с анода, можно записать через площадь обрабатываемого участка S и перемещение электрода — инструмента  к детали:
к детали:
m =  , г. (3.5)
, г. (3.5)
где  — плотность материала, г/см3.
— плотность материала, г/см3.
Силу тока можно выразить через площадь участка S и плотность тока j.
I=S∙j
Тогда уравнение (3.2) примет вид
 , г. (3.6)
, г. (3.6)
Если левую и правую части выражения (3.6) разделить на время , то отношение  называется скоростью линейного растворения материала анода:
называется скоростью линейного растворения материала анода:
 ;
; 
Таким образом  , см/с (3.7)
, см/с (3.7)
Плотность тока j по закону Ома мажет быть выражена через напряжение U и удельную проводимость  , без учета потерь напряжения на электродах и в токоподводящих цепях.
, без учета потерь напряжения на электродах и в токоподводящих цепях.
 , А/см2 (3.8) где — ход электрода, см.
, А/см2 (3.8) где — ход электрода, см.
С учетом формул (3.7) и (3.8) закон анодного растворения может быть записан в следующем виде:
 , см3/с (3.9)
, см3/с (3.9)
Если зазор не изменяется в процессе анодного растворения, то режим ЭХО стационарный. В формуле (3.9) учитывается действие только электрического поля. Не учитываются гидродинамические факторы, а именно принудительное удаление продуктов обработки принудительной прокачкой электролита.
Масса металла, растворимого с анода получается меньше, чем по формуле (3.2) закона Фарадея, так как количество электричества тратится на:
— побочные реакции на электродах; образование газов; вторичные реакции.
Эти потери учитываются коэффициентом  — выходом по току, поэтому
— выходом по току, поэтому
, см3/c (3.10)
— зависит от плотности тока, материала заготовки, скорости прокачки, температуры и степени защелоченности электролита.
Электролит — хлорид натрия:
— для конструкционных и низколегированных сталей  ;
;
— для жаропрочных сплавов  ;
;
— для титановых сплавов  ;
;
Электролит-нитрат натрия:
— для большинства сталей  ;
;
— для алюминиевых сплавов  ;
;
Для нормального протекания электрохимических реакций необходимо обеспечить интенсивный вынос продуктов обработки из межэлектродного промежутка (из зазора), поэтому электролит должен иметь определенную скорость.
Электролит может иметь ламинарный или турбулентный характер течения. Вынос продуктов при турбулентном течении – быстрее! Однако расчет ламинарного потока значительно проще, поэтому в технологических расчетах принимают течение ламинарным!
Подбор электролита
От состава электролита зависят его электропроводность и скорость растворения металла. Для получения высоких технологических показателей процесса необходимо, чтобы:
а) в электролите не протекали вовсе или протекали в минимальном количестве побочные реакции, снижающие выход по току;
б) растворение заготовки происходило только в зоне обработки;
в) на всех участках обрабатываемой поверхности протекал расчетный ток.
Таких универсальных электролитов не существует, поэтому при подборе состава электролита приходится в первую очередь учитывать те требования, которые являются определяющими для выполнения данной операции.
Для увеличения скорости растворения берут электролиты с большей удельной проводимостью, а для повышения точности лучше использовать электролит с пониженной проводимостью.
Электролиты подбирают в зависимости от обрабатываемого материала.
Требования при подборе электролита:
1) Содержащиеся в водном растворе электролита анионы («—» — заряженные ионы) и катионы («+» — заряженные ионы) должны хорошо диссоциировать (разъединяться) при любых комбинациях.
2) Потенциал материала электрода — инструмента был более положительным, чем потенциал осаждения катионов. Это препятствует осаждению металлических катионов на электрод- инструмент.
Данное условие выполняется, если катионы электролита обладают большим отрицательным стандартным потенциалом.*
(* это потенциал, измеренный относительно нормального водородного электрода, на поверхности которого в стандартных условиях протекает обратимая реакция  e).
e).
3) Наличие в электролите активирующих анионов, разрушающих под действием тока поверхностные оксидные пленки. Это обеспечивает преимущественное протекание на аноде реакции растворения и высокую производительность.
4) Необходимо, чтобы сродство компонентов обрабатываемого сплава к анионам электролита и их сродство к кислороду были близки между собой. Это обеспечивает избирательность растворения сплава, высокое качество поверхности и точность обработки.
5) Соответствие концентрации анионов, имеющих близкое сродство к тому или иному компоненту обрабатываемого сплава, содержанию этого компонента в сплаве. Это позволяет достичь равномерного анодного растворения всей поверхности заготовки.
6) Обеспечение в ходе реакций в электролите перехода продуктов реакции анодного растворения в нерастворимое состояние. Это дает возможность постоянно удалять продукты обработки из раствора (например, отстоем, фильтрованием, центрифугированием) и поддерживать требуемый состав электролита.
7) Необходимо, чтобы электролит обладал невысокой вязкостью для облегчения прокачки и ускорения процессов тепло – и массопереноса в зазоре.
8) Электролит должен обладать невысокой коррозионной активностью к оборудованию, быть безвредным для здоровья, пожаро-и взрывобезопасным.
В качестве электролитов наиболее часто используют растворы неорганических солей: хлориды (калия хлорид); нитраты (азотнокислые соли, производные азотной кислоты – HNO3 (калийная селитра KNO3); сульфаты натрия и калия – соли серной кислоты.
В растворы могут вводиться добавки:
— буферные вещества для снижения защелачивания электролита (борная, лимонная, соляная кислоты);
— ингибиторы (от латинского – удерживаю) коррозии (нитрит натрия); производные азотистой кислоты – HNO 2;
— активирующие вещества, которые снижают пассивирующее действие оксидной пленки;
— поверхностно — активные вещества для снижения гидравлических потерь и устранения кавитации (моющая жидкость ОП— 7);
— коагуляторы – ускорители осаждения продуктов обработки (1…5 г/л полиакриламида).
Чаще используются следующие электролиты: 8…18% растворы хлорида натрия (NaCl) и 15…20% растворы нитрата натрия (Na2SO4 ).
Для каждого электролита удельная проводимость может быть самой различной в зависимости от его состава, концентрации, температуры.
Для хлорида натрия наибольшая удельная проводимость при концентрации – 250 г/л, а для нитрата натрия – 210 г/л.
С увеличением концентрации электролита удельная проводимость растет, достигает максимума, а затем снижается, так как сильнее проявляется взаимное притяжение ионов, которое снижает их подвижность и возможность переноса зарядов.
С повышением температуры возрастает подвижность ионов и растет удельная проводимость
 , 1/ом∙см (3.1)
, 1/ом∙см (3.1)
где  — удельная электропроводность электролита при 18°С, 1/ом∙см;
— удельная электропроводность электролита при 18°С, 1/ом∙см;
 — температурный коэффициент сопротивления ( =0,0225);
— температурный коэффициент сопротивления ( =0,0225);
Т – фактическая температура электролита, °С.
В процессе ЭХО раствор необходимо подкислять до получения нейтрального состояния. Температура в помещении должна быть постоянной.
1.3. Гидродинамические процессы в межэлектродном промежутке
В результате реакции на обрабатываемой поверхности заготовки образуются продукты обработки, в том числе нерастворимые гидроксиды. Их концентрация в районе протекания анодного растворения в начальный момент превышает концентрацию в электролите. Количество продуктов будет зависеть от скорости анодного растворения.
 (3.10)
(3.10)
Если электролит протекает со скоростью ниже некоторого критического значения (менее 1…2 м/с), то он не успевает вынести из зазора все продукты обработки и скорость анодного растворения через некоторое время после начала процесса снижается.
Поэтому в каждый момент времени требуется обеспечить условие
 (3.12)
(3.12)
Превышение скорости выноса частиц () над скоростью их образования должно быть незначительным, иначе неоправданно увеличится мощность насосов для перекачки электролита.
Для каждого режима обработки должна быть своя скорость потока. Скорость растворения металла на разных участках различна, поэтому расчет ведут по максимальной скорости. Для нее определяют скорость электролита и находят требуемые напор и подачу насоса.
Средняя скорость электролита может изменяться в широких пределах ( =5…40 м/с).
При таких скоростях критерий Рейнольдса Re может быть больше критического значения (Re  2300). Тогда поток жидкости будет турбулентным и рассчитанные скорости течения будут несколько завышенными.
2300). Тогда поток жидкости будет турбулентным и рассчитанные скорости течения будут несколько завышенными.
Если длина участка по направлению потока электролита достаточно велика, то необходимо, чтобы температура электролита в зазоре оставалась постоянной. Это позволяет поддерживать расчетную удельную проводимость, определяющую точность обработки и другие технологические показатели процесса.
Вся теплота при анодном растворении заготовки переходит в раствор, а нагрев за счет гидравлических потерь пренебрежимо мало. Тогда можно приравнять количество теплоты, выделившейся по закону Джоуля – Ленца при прохождении тока, количеству теплоты, перешедшей в электролит
I  , Дж (3.13)
, Дж (3.13)
где С – удельная теплоемкость электролита, Дж/кг  ;
;
mt – массовый расход электролита через зазор, кг;
 — разность температур электролита на выходе из зазора и на входе в него, град.
— разность температур электролита на выходе из зазора и на входе в него, град.
Силу тока I в левой части уравнения (3.13) запишем через его плотность j и площадь S обрабатываемой поверхности заготовки. В свою очередь S=  , см2 .
, см2 .
где В – ширина межэлектродного промежутка, см;
 — длина рабочей части электрода-инструмента, см.
— длина рабочей части электрода-инструмента, см.
В правой части уравнения массовый расход выразим через объемный:
mt=Vt  , г/с
, г/с
где  — средняя плотность электролита, г/см3.
— средняя плотность электролита, г/см3.
Vt – объемный расход электролита, см3/с.
Величина Vt представляет произведение скорости электролита на площадь сечения зазора SI.
SI=  SII, см2
SII, см2
где SII – межэлектродный зазор, см.
Тогда уравнение (3.13) может быть представлено в виде:
 Vt
Vt  (3.14) (3.14)
(3.14) (3.14)
Напряжение U запишем через плотность тока по уравнению (3.8) U=j 
или j=U  , тогда
, тогда 
Отсюда скорость электролита равна:
 , см/с (3.15)
, см/с (3.15)
Если инструменту придают вращательное движение, как при разрезании диском, точении, шлифовании, то электролит подают поливом. Он приобретает необходимую скорость за счет контакта частиц жидкости с вращающимся инструментом

 , см/с.
, см/с.
где  =0,18…0,5 – коэффициент, характеризующий отставание частиц жидкости от инструмента;
=0,18…0,5 – коэффициент, характеризующий отставание частиц жидкости от инструмента;
Д – диаметр инструмента, см;
n – частота вращения инструмента, с — 1 .
По скорости электролита определяют характеристику насоса.
1.2. Напряжение
При прохождении тока через токоведущие шины, электрод — инструмент, зазор и заготовку происходят потери
 B
B
где  – напряжение, используемое на анодное растворение металла заготовки (расчетное напряжение), B;
– напряжение, используемое на анодное растворение металла заготовки (расчетное напряжение), B;
 – потери напряжения в зажимах и токоведущих шинах, В;
– потери напряжения в зажимах и токоведущих шинах, В;
 – потери напряжения в двойном электролитическом слое – эти потери представляют собой разность потенциалов анода и катода, В;
– потери напряжения в двойном электролитическом слое – эти потери представляют собой разность потенциалов анода и катода, В;
 – потери напряжения при прохождении тока через заготовку, В.
– потери напряжения при прохождении тока через заготовку, В.
Потери  удается снизить до долей процента и их, как правило, в расчетах не учитываются.
удается снизить до долей процента и их, как правило, в расчетах не учитываются.
Потери принимают во внимание для деталей больших размеров (лопатки энергетических турбин L >1000 мм и сечения профиля не более 200…250 мм 2). =4…5В и их следует учитывать в расчетах.

Где  – напряжение на зажимах источника питания, В.
– напряжение на зажимах источника питания, В.
Потери зависят от режима работы, состава металла заготовки и состава электролита, напряжения и др. факторов. ( =2…5 В). Нижний предел в расчетах ограничивают значением, 5 В.
Для того, чтобы процесс анодного растворения шел интенсивно, необходимо повысить напряжение на электродах по сравнению с потенциалом разложения электролита. (φa-φк).
Однако при >15…18 В начинают возрастать потери в приэлектродных слоях – подводимая мощность растет быстрее, чем полезная.
При напряжении свыше 30 В могут возникнуть пробои межэлектродного промежутка.
Для большинства схем обработки используют диапазон напряжений 9…18 В.
Для титановых сплавов — =25…30 В, при разрезке материалов тоже 25…30 В, а при шлифовании — 6…8 В.
2. Электрохимическое формообразование
2.1.Копирование электрода — инструмента на заготовке
Точность копирования электрода — инструмента на заготовке зависит от скорости растворения участков заготовки, отстоящих на различных расстояниях от электрода — инструмента.

Рисунок 3.9 — Схема получения углубления при ЭХО
1 — электрод — инструмент; 2 — заготовка.
В начале процесса граница заготовки занимает положение I — I. На расстоянии S1 от нее расположен выступ ab электрода — инструмента, который перемещается к заготовке с такой скоростью , чтобы сохранялся постоянный зазор S1.
Через межэлектродный промежуток прокачивают электролит со скоростью .
Если приближенно принять выход по току, удельную проводимость электролита и напряжение одинаковыми по всей длине зазора, то скорость анодного растворения материала под участками ав и сд согласно зависимости (3.10):
 ,
, 
Введем обозначение  , тогда скорость анодного растворения на участках ab и cd будет зависеть только от размеров межэлектродных зазоров между начальной границей заготовки и соответствующей поверхностью электрода — инструмента:
, тогда скорость анодного растворения на участках ab и cd будет зависеть только от размеров межэлектродных зазоров между начальной границей заготовки и соответствующей поверхностью электрода — инструмента:

 (3.16)
(3.16)
Как видно из рисунка 3.9 в начальный момент обработки зазор  , следовательно, скорость растворения на участке ав будет больше, чем на участке cd в
, следовательно, скорость растворения на участке ав будет больше, чем на участке cd в  раз
раз
 (3.17)
(3.17)
По мере растворения металла заготовки и перемещения электрода — инструмента зазор  уменьшается, но остается справедливым условие
уменьшается, но остается справедливым условие  , т.е. съем металла под выступом идет быстрее.
, т.е. съем металла под выступом идет быстрее.
Через некоторое время в плоской заготовке будет получено углубление с границей II —II. Форма электрода-нструмента отобразилась на аноде, и достигнута размерная обработка.
То есть формообразование поверхности происходит по методу отражения (копирования).
2.2 Межэлектродный зазор
Как следует из уравнения (3.16) скорость анодного растворения и точность обработки тем выше, чем меньше межэлектродный зазор. Однако с уменьшением зазора усложняется процесс его регулирования, возрастает сопротивление прокачке электролита, может произойти пробой. Из-за увеличения газонаполнения при малых зазорах снижается скорость анодного растворения.
Следует выбирать такую величину зазора, при котором достигаются оптимальные скорость съема металла и точность формообразования.
Для ЭХО отверстий и небольших полостей, лопаток газотурбинных двигателей, а также при разрезании заготовок устанавливают и поддерживают зазор 0,1…0,3 мм; для крупных полостей, лопаток энергетических машин, для схем протягивания и точения задают зазор –0,3…0,5 мм; при струйном методе обработки расстояние между электродами выбирают в диапазоне 1…15 мм.
При ЭХО используется три способа регулирования зазоров.
1) При работе с неподвижными электродами зазор постоянно возрастает, скорость анодного растворения снижается. Режим является нестационарным.
2) При постоянной скорости подачи инструмента режим обработки с течением времени становится близким к стационарному.
3) При периодическом перемещении электрода — инструмента относительно заготовки через определенные промежутки времени отключают рабочий ток, подводят электрод — инструмент до контакта с заготовкой, затем отводят его на расчетное расстояние и вновь включают рабочий ток.
Время между циклами замеряется секундомером, поэтому изменение зазора во времени незначительно и в расчетах его можно принимать равным расчетному, а режим считать стационарным.
Чтобы получить деталь заданной формы, необходимо знать толщину слоя металла, удаляемого с заготовки, то есть припуск Z.

Рисунок 3.10 — Схема к расчету припуска на обработку
1 – электрод — инструмент; 2 – заготовка.
Припуск на заготовке 2 может изменяться в пределах допуска ( ). При этом зазор также будет менять свой размер от
). При этом зазор также будет менять свой размер от  до
до  . Минимальный припуск рассчитывают в зависимости от допуска [
. Минимальный припуск рассчитывают в зависимости от допуска [  ] на деталь и глубины анодного растворения металла:
] на деталь и глубины анодного растворения металла:  (3.18)
(3.18)
где  – съем металла на участке с минимальным зазором.
– съем металла на участке с минимальным зазором.
Минимальный припуск при обработке неподвижными электродами и протягивании составляет 0,1…0,3 мм в зависимости от его неравномерности (отношения его наименьшего значения к наибольшему). Допустимая неравномерность припуска по такой схеме – 0,4.
По схеме прошивания и разрезания минимальный припуск и его неравномерность не ограничиваются.
При точении и шлифовании с постоянной подачей минимальный припуск при зазоре до 0,5 мм изменяется в пределах 0,1…0,5 мм, а его неравномерность может быть не более 0,5.
3. Технологические показатели ЭХО
3.1. Точность обработки
Точность размеров и формы детали зависят от погрешности электрода — инструмента и от погрешности, вызванной отклонениями режима ЭХО от расчетного.
Кроме того, погрешность детали зависит от припуска на обработку, его неравномерности, стабильности процесса анодного растворения по обрабатываемой поверхности, точности оборудования.
В конце обработки погрешность детали дет должна быть в пределах допуска [ ], то есть 
 [ δдет ].
[ δдет ].
Для идеального процесса ЭХО погрешность детали может быть представлена через погрешность заготовки  .
.
 (3.19)
(3.19)
где и  – съем металла в конце обработки на участках с зазором и ;
– съем металла в конце обработки на участках с зазором и ;
τ – время обработки.
Приближенно погрешность детали можно найти в предположении, что зазор
 (3.20)
(3.20)
Погрешность размеров детали зависит от начальной погрешности размеров заготовки, зазора и припуска на обработку.
Кроме того, рабочей поверхности электрода-инструмента придают форму, несколько отличающуюся от той, которую требуется получить в детали. Этот процесс называют корректированием электрода-инструмента.
Различные факторы неодинаково влияют на общую погрешность обработки:
— наибольшее влияние оказывает нестабильность электропроводности электролита, зазора, выхода по току – до 50%;
— отклонения от расчетного режима течения электролита – до 20%;
— упругие и температурные деформации – до 15%;
— погрешности настройки и установки – до 15% от общей погрешности.
Пути снижения погрешности:
1). Форма исходной поверхности заготовки должна иметь минимальный припуск с минимальной его неравномерностью;
2). Уменьшение межелектродного зазора; малые зазоры (,02…0,05 мм) получают установкой на поверхности инструмента твердых упоров из изоляционных материалов (алмазных игл, абразивных зерен). Для схемы с неподвижными электродами - с периодической перестановкой электродов.
Одним из способов уменьшения межэлектродного зазора является применение импульсного напряжения. В период пауз удается добиться полного выноса продуктов обработки из зазора, стабилизировать температуру, состав электролита.
Импульсный ток используют одновременно с ускоренным сближением и отводом электродов.
Напряжение на электроды подают как в момент сближения электродов, отключая его непосредственно перед их касанием, так и во время отводов электродов после касания.
Или другой способ — чередуют включение напряжения и прокачки электролита, что позволяет стабилизировать режим ЭХО и избежать местных дефектов от неравномерного движения потока электролита.
3). Вибрация электродов применяется совместно с импульсным напряжением или при постоянном токе. Вибрация электродов может осуществляться параллельно или перпендикулярно направлению подачи как с одинаковой, так и с разной амплитудой колебаний по обоим направлениям.
4). Локализация процесса анодного растворения позволяет ограничить прохождение тока через участки заготовки, прилегающие к обрабатываемому, и за счет этого повысить точность формообразования;
5). Для чистовой обработке турбинных лопаток применяют растворы NaCl с малой массовой концентрацией (50…60 г/л). За счет малого количества ионов резко снижается степень рассеяния;
6.) Введение в электролит воздуха и других газов под напором;
7). Применение локальной обработки заготовки отдельными секциями электрода- инструмента, на которые последовательно подают напряжение. Последовательность включения секций направлена против движения электролита, поэтому все продукты отработки удаляются из зазора, минуя работающую секцию;
8). Наиболее широко применяют локализацию обрабатываемого участка путем диэлектрических покрытий детали (например, с помощью фотохимии).
Если бы удалось получить одинаковые режимы обработки по всей обрабатываемой поверхности, то погрешность при изготовлении деталей любой сложности не превышала бы нескольких мкм.
Так при прошивании точных углублений желательно было бы иметь:
— нестабильность напряжения в пределах 0,1…0,2 В;
— скорость подачи электрода-инструмента-до 1%;
— электропроводимость электролита-2%.
Стабилизировать параметры в указанных пределах практически не удается, так как они изменяются по длине зазора.
Наиболее сложно добиться постоянства проводимости электролита, которая зависит от температуры, количества газообразных продуктов обработки. Задача облегчается, если в зазоре отсутствуют газообразные продукты обработки.
Советскими учеными предложены электролиты, в которых водород в атомарном виде сразу вступает в реакцию — такие электролиты называются безводородными.
Это хлорид аммония, дихлорид железа, которые вызывают активную коррозию оборудования.
Удаляют газообразные продукты – отсосом по длине зазора (погрешность снижается в 2…3 раза).
Применение комбинированных способов обработки (электроалмазного, электроабразивного) с механической депассивацией поверхности также позволяет повысить точность ЭХО.
В настоящее время ЭХО позволяет получить:
— при обработке неподвижными электродами со съемом по глубине до 0,2 мм-погрешность не более 0,02 мм, при большей глубине-0,03…0,050 мм;
— при прошивании мелких отверстий (Ø до 2 мм) – точность по 9…10-му квалитету СЭВ;
— при обработке полостей и разрезании-по12…14-му квалитету СЭВ;
— для схем точения точность-8…10-му квалитету;
— при шлифовании металлическими, электроабразивными и электроалмазными кругами точность по 6…7-му квалитету СЭВ.
В технологии машиностроения качество поверхности характеризуют:
— геометрическими (микрорельеф) показателями;
— физическими показателями (микротвердость, обезуглероженный слой) слоя материала, прилегающего к поверхнос
3.2.1 Шероховатось
Формирование микрорельефа поверхности при ЭХО зависит от:
— структуры материала заготовки;
— состава материала; его температуры;
— скорости прокачки электролита;
— электрических параметров режима.
Все эти факторы постоянно меняются во времени и процесс анодного растворения в каждой точке протекает по-разному.
Если ЭХО выполняют после механической обработки, то в начале процесса анодного растворения микрорельеф повторяет профиль заготовки.
Характер микронеровностей зависит от структуры обрабатываемого материала. Чаще наблюдается межкристаллитное растравливание, так как зерна растворяются медленнее. Оно и определяет шероховатость поверхности.
Чем мельче зерно, тем меньше глубина межкристаллитного растравливания.
Глубина микронеровностей зависит от плотности тока. Для большинства сплавов с увеличением плотности тока шероховатость обрабатываемой поверхности снижается.
Чем ниже температура электролита (при той же плотности тока), тем меньше высота неровностей.
В большинстве случаев температура электролита равна 17…37°С. Для обработки титановых сплавов-47°С; для чистовой обработки нержавеющих сталей -4°С.
При обработке в электролитах на базе NaCI шероховатость поверхности различных материалов находится в следующих пределах:
— конструкционных сталей- Ra =0,32…0,1 мкм;
— нержавеющих сталей- Ra =1,25…0,32 мкм;
— титановых сплавов- Ra =2,5…1,25 мкм;
— алюминиевых сплавов- Ra =2,5…0,63 мкм.
3.2.2 Физические свойства поверхности
После ЭХО в поверхностном слое не наблюдается снижение содержания углерода и изменения твердости, отсутствует наклеп. Напряжения повышаются вследствие растравливания — есть концентрация напряжений, так как межкристаллитные углубления имеют меньше радиус закруглений.
Для уменьшения напряжений в поверхностном слое нужно повышать плотность тока, применять охлажденные электролиты, использовать импульсный ток, стабилизировать параметры электролита.
Выделяющийся водород в зазоре приводит к охрупчиванию поверхности и снижению усталостной прочности (особенно у титановых сплавов). Для выноса водорода скорость электролита должна быть не ниже расчетной.
3.2.3 Влияние качества поверхности после ЭХО на механические свойства материала
При эксплуатации деталей на них могут воздействовать статические, динамические (ударные) и циклические (знакопеременные) нагрузки.
Низкая шероховатость поверхности после ЭХО повышает механические свойства материалов, так как качество поверхности одинаково во всех направлениях.
Отсутствие же наклепа поверхности от воздействия инструмента снижает механические показатели, особенно сопротивление усталости.
Ухудшают качество поверхностного слоя микрорастравливание по границам зерен, которое является концентраторами напряжений и наводораживание сплавов.
Предел прочности при статических и ударных нагрузках образцов из конструкционных сталей после ЭХО при растяжении, сжатии, кручении и изгибе такой же, как у механически обработанных образцов.
У образцов из сплавов, склонных к межкристаллитному растравливанию (никелевых, титановых), предел прочности на растяжение и угол изгиба после ЭХО снижается на 10…15%, поэтому для деталей высоконагруженных конструкций после ЭХО необходимо механически удалять припуск на глубину растравливания:
— для никелевых сплавов припуск-более 0,15 мм;
— для титановых сплавов-более 0,3 мм.
3.2.4 Сопротивление усталости
По значению предела выносливости образцы из конструкционных сталей и алюминиевых сплавов после ЭХО близки к шлифованным образцам. Детали из этих материалов после ЭХО можно использовать в конструкциях, работающих в условиях вибраций, знакопеременных нагрузках.
Детали из никелевых и титановых сплавов имеют пониженное сопротивление усталости (из-за растравливания…).
Одним из основных методов повышения механических свойств материалов после ЭХО является последующее полирование (виброполирование) для снятия растравленного слоя и выполнения наклепа.
ЭХО часто используют взамен точения, фрезерования, долбления, после которых шероховатость составляет RZ =20…40 мкм. После ЭХО шероховатость- Ra 0,3 мкм.
Полностью восстанавливает усталостные характеристики сплава его упрочнение после ЭХО – виброударным, пневмогидравлическим, дробеструйным и ротационными способами только с несколько меньшими усилиями и временем обработки.
Производительность процесса можно выразить через скорость подачи электрода-инструмента.
Производительность обработки при неподвижных электродах можно оценить средней скоростью растворения металла
 , мм/с (3.21)
, мм/с (3.21)
где Z – припуск на обработку, мм;
τ – время процесса, с.
В зависимости от припуска и начального межэлектродного зазора средняя скорость растворения составляет:  =0,001…0,01 мм/с.
=0,001…0,01 мм/с.
При схемах прошивания, разрезания, точения и шлифования на врезание производительность (Q) оценивают скоростью подачи инструмента из уравнения
 , мм/с (3.22)
, мм/с (3.22)
В зависимости от вида обрабатываемой поверхности скорость подачи лежит в пределах =0,005…0,1 мм/с. Время обработки –  . (3.23)
. (3.23)
Если используется импульсный ток, то скорость подачи будет  , мм/с.
, мм/с.
где – скорость подачи для постоянного тока, мм/с;
g – скважность.
Для схемы прошивания круглых отверстий с концентричным расположением электрода-инструмента относительно детали скорость подачи вдоль обрабатываемой поверхности находят с учетом длины ℓр рабочей части инструмента:
 мм/с.
мм/с.
Подставляя выражение τ из уравнения (3.21) получаем  , (3.24)
, (3.24)
Для цельнотянутых труб с припуском до 0,5 мм на сторону =1,5…6 мм/с.
3.4 Проектирование технологических процессов
3.4.1 Исходная информация
1). Материал обрабатываемой заготовки (марка, плотность, структура, твердость, наличие неэлектропроводных включений);
2). Допуски на размеры (по чертежу детали);
3). Припуск на обработку, его минимальный размер и неравномерность;
4). Шероховатость поверхности детали и заготовки;
5). Размеры изготовляемой детали и заготовки;
6). Анализ технологичности детали с учетом изготовления ЭХО;
7). Сведения о технологических возможностях процесса.
3.4.2 Технологичность деталей при размерной ЭХО
Для более полного использования преимуществ ЭХО необходимо проектировать детали с учетом особенностей процесса анодного растворения сплавов. Следует учитывать, что при ЭХО нет разделения на черновые и чистовые операции — при любом режиме ЭХО высота неровностей соответствует чистовым операциям механической обработки, и с возрастанием скорости съема металла шероховатость поверхности снижается. В отличие от механической обработки технологические показания ЭХО даже повышаются с увеличением твердости материала заготовки. Кроме того, при ЭХО инструмент либо вообще не изнашивается, либо изнашивается незначительно.
При использовании ЭХО необходимо удовлетворить следующим требованиям, общим для всех видов заготовок и схем обработки:
1). Поверхность перед ЭХО должна быть очищена от окалины и других неэлектропроводных веществ.
2). В местах, где удаление металла планируют выполнить с применением ЭХО, не допускается местная зачистка поверхности, например, для контроля твердости.
3). ЭХО необходимо проводить после термической обработки заготовки. Это позволяет избежать нарушения точности за счет коробления при термической обработке, предотвращает появления обезуглероженного слоя в готовой детали.
4). При проектировании заготовок припуск не должен быть меньше некоторого предельного значения, определяемого с учетом возможного растворения на обрабатываемых и соседних поверхностях, где металл может раствориться за счет токов рассеяния и ускоренного съема на кромках детали.
5). В технологическом процессе не предусматривают операции и переходы по удалению заусенцев и округлению кромок на поверхностях после ЭХО.
Существуют специфические требования к технологичности для каждой схемы обработки.
При схеме с неподвижными электродами съем металла интенсивно протекает не только в зоне обработки, но и на большом удалении от нее. Например, при удалении заусенцев с зубчатых колес профиль зуба со стороны торца утоняется на 10…30 мкм. Это не влияет на точность зацепления.
При схеме прошивания нужно допускать уклон поверхности по направлению подачи инструмента с уклоном =1…5°.
При изготовлении посредством ЭХО больших сквозных отверстий их целесообразно прошивать тонкостенным трубчатым электродом — инструментом.
При электрохимическом точении необходимо предусматривать плавные переходы между участками с различными диаметрами.

Рисунок 3.11 — Рекомендуемые плавные переходы между участками при точении
Угол выбирают в пределах 45…80°, радиус  =3…10 мм,
=3…10 мм,  =1…3 мм.
=1…3 мм.
При протягивании погрешность отверстий на концах детали выше, чем на средних участках. Поэтому следует указать в чертежах на концевых участках длиной ℓ =5…30мм возможность увеличения внутреннего диаметра d на 0,030…0,08 мм (при внутреннем протягивании) или уменьшение наружного диаметра D на 0,05…0,1 мм (при наружном протягивании).
При обработке по схеме шлифования следует предусмотреть свободный выход круга за шлифуемую поверхность.
4. Контрольные вопросы
1. Кто является создателем метода электрохимической обработки (ЭХО)?
2. Какие технологические схемы используются при ЭХО деталей?
3. Какие классические законы используют при описании процесса ЭХО?
4. Какие химические реакции протекают на электроде-инструменте и заготовке в процессе ЭХО?
5. Каковы требования при подборе электролита?
6. Как определяют необходимую скорость прокачки электролита?
7. Как выбрать напряжение на электродах?
8. Что такое неравномерность припуска на обработку и какова его величина?
9. Каковы пути снижения погрешности обработки?
10. Какие электролиты называются безводородными?
11. Как влияет плотность тока на шероховатость поверхности?
12. Как влияет качество поверхности после ЭХО на механические свойства материалов?
13. Каковы основные пути повышения механических свойств деталей после ЭХО?
14. Какова последовательность построения технологического процесса ЭХО?

