2014-02-09
2014-02-09 3350
3350Предприятия пищевой промышленности России и других стран СНГ в последние годы начинают активно внедрять и сертифицировать ХАССП с целью повышения конкурентоспособности выпускаемой продукции и устранения риска для здоровья потребляющих ее людей. Ниже представлены результаты разработки системы ХАССП на рыбоперерабатывающем предприятии СП «Санта Бремор» 000 (г. Брест), изготавливающем рыбные пресервы из разделанной рыбы, упакованные под вакуумом. Предприятие занимает устойчивое положение на рынке Республики Беларусь, успешно выдерживает конкуренцию с продукцией зарубежного производства на внутреннем и внешнем рынках.
Проект программы ХАССП для СП «Санта Бремор» включал следующие разделы:
• информация о продукции;
• информация о производстве;
• опасные факторы и анализ рисков;
• выбор ККТ;
• установление критических пределов для ККТ. В разделе «Информация о продукции» были представлены следующие сведения о пресервах из разделанной рыбы:
• наименование рыбных пресервов и обозначение нормативных документов на них;
• требования к качеству и безопасности рыбных пресервов, контролю производственного процесса;
• перечень основного сырья, пищевых ингредиентов, добавок и упаковочных материалов, их происхождение, а также нормативные документы, по которым они выпускаются;
• рецептурный состав рыбных пресервов разных наименований;
• описание продукции в зависимости от уровня кислотности (pH) и активности воды;
• признаки идентификации продукции;
• условия хранения и реализации, сроки годности рыбных пресервов;
• способ использования продукции. В раздел «Информация о производстве» были включены следующие сведения:
• блок-схемы процесса производства рыбных пресервов;
• схемы контроля производства рыбных пресервов с указанием контролируемых параметров технологического процесса и изделий, периодичности контроля;
• данные, полученные при измерении показателей рыбных полуфабрикатов на различных этапах технологического процесса и испытаниях готовой продукции;
• схемы и инструкции возврата, доработки и переработки продукции; инструкции о процедурах уборки, дезинфекции и санитарной обработке, гигиене персонала, техническом обслуживании и мойке оборудования и инвентаря;
• планы производственных помещений.
На основе анализа полученной информации, были идентифицированы потенциально опасные факторы и источники их возникновения на разных технологических этапах производства пресервов (табл. 3.16).
Таблица 3.16Идентификация потенциально опасных факторов и источники их возникновения на технологических этапах производства пресервов из рыб
| Технологический этап | Источник, способствующий заражению | Опасный фактор |
| Размораживание рыбного сырья | Нарушение режима размораживания и санитарного состояния оборудования, задержка размороженного сырья | Б, Х |
| Мойка рыбного сырья | Нарушение температурного режима мойки (температура воды) и производственного помещения, неправильная разделка рыбного сырья, недостаточная санитраная обработка технологического оборудования, инвентаря, рук рабочих | Б, Х |
| Приготовление раствора для посола и созревания | Неправильное дозирование компонентов раствора для посола и созревания, повышение температуры рабочего раствора, нарушение температурного режима производственного помещения, недостаточная санитарная обработка технологического оборудования, инвентаря, рук рабочих | Б, Х |
| Посол и созревание | Изменение соотношения количества раствора для посола и созревания и филе рыбы, недостаточное просаливание и созревание филе рыбы, нетщательное перемешивание филе рыбы и раствора для посола и созревания, нарушение периодичности перемешивании, нарушение температурного режима в цехе созревания, недостаточная санитарная обработка инвентаря, рук рабочих | Б,Х |
| Обесшкуривание | Попадание посторонних включений и предметов, нарушение температурного режима в производственном помещении, недостаточная санитарная обработка технологического оборудования, инвентаря, рук рабочих | Ф, Б, Х |
| Порционирование и укладка | Попадание посторонних предметов и смазочных материалов, нарушение температурного режима в производственном помещении, недостаточная санитарная обработка технологического оборудования, инвентаря, рук рабочих | Ф, Б, Х |
| Посыпка специями и заливка растительным маслом | Попадание посторонних предметов, неотработанная подача масла для заливки, нарушение температурного режима в производственном помещении, недостаточная санитарная обработка технологического оборудования, инвентаря, рук рабочих | Ф,Б, Х |
| Упаковка под вакуумом | Недостаточная глубина вакуумирования, попадание посторонних предметов и смазочных материалов, неправильная маркировка, нарушение температурного режима производственного помещения, недостаточная санитарная обработка технологического оборудования и производственного помещения | Ф, Б, Х |
Условные обозначения опасных факторов: Б — биологические, Х — химические, Ф — физические.
Затем после проведения необходимых измерений показателей качества и безопасности вырабатываемых рыбных пресервов и наблюдений за параметрами технологического процесса были выявлены опасные факторы и проведен анализ рисков с помощью алгоритма «Дерево принятия решений» (табл. 3.17).
Таблица 3.17 Алгоритм «Дерево принятия решений» для выявления опасных факторов при производстве пресервов из рыбы
| Потенциально опасные факторы | ||
| Микроорганизмы | Гистамин | Посторонние предметы |
| Возможно ли присутствие данных потенциально опасных факторов в рыбном сырье? | ||
| Да | Да | Да |
| Возможно ли на этапе размораживания увеличение данного опасного фактора? | Может ли содержание данного опасного фактора увеличиться в процессе хранения? | Происходит ли снижение данного опасного фактора на последующих этапах технологического процесса? |
| Да | Да | Да |
| Возможен ли на этапе мойки рост данного опасного фактора? | Всегда ли возможно снижение данного опасного фактора во время технологического процесса? | Опасный фактор отсутствует |
| Да | Нет | |
| Опасный фактор присутствует | Опасный фактор присутствует |
Общий перечень потенциально опасных биологических, химических и физических факторов составил 136 наименований. Оценка рисков с учетом вероятности их возникновения и значимости последствий осуществлялась экспертным методом по всем выявленным опасным факторам на всех стадиях производственного процесса с помощью диаграммы анализа рисков.
При этом использовалась информация:
• о случаях пищевых отравлений продуктами переработки рыбы, в том числе пресервами;
• скорости роста и гибели болезнетворных микроорганизмов, присутствующих в рыбном сырье в диапазоне условий переработки;
• превращениях химических веществ и токсинов при изготовлении, хранении и реализации пресервов из рыбы;
• состоянии безопасности рыбных пресервов, вырабатываемых данным предприятием в течение последних нескольких лет.
Для контроля за опасными факторами устанавливались предупреждающие действия для каждого выявленного фактора. В табл. 3.18 приведены примеры предупреждающих действий на этапах размораживания и мойки рыбного сырья.
Таблица 3.18Предупреждающие действия
| Технологический этап | Выявленный опасный фактор | Предупреждающие действия |
| Размораживание рыбного сырья | Нарушение режима размораживания | Выбор соответствующей программы размораживания. Строгое соблюдение режимов размораживания. Строгое соблюдение технологической инструкции |
| Нарушение санитарного состояния оборудования | Обработка и дезинфекция оборудования. Строгий контроль за санитарным состоянием технологического оборудования | |
| Мойка рыбного сырья | Температура воды | Строгое соблюдение температурных режимов мойки |
| Температура производственного помещения | Строгое соблюдение режимов работы системы автоматического кондиционирования воздуха |
Следующим шагом было определение ККТ. Для их выбора применяли метод «Дерево принятия решений». Вопросы задавали по каждому виду используемого сырья и по каждой стадии переработки. В результате использования данного метода из общего числа опасных факторов было выбрано 10 ККТ, для каждой из которых были определены критические пределы и разработаны корректирующие действия. Пример определения ККТ на этапах хранения рыбного сырья, его входного контроля и размораживания приведен в табл. 3.19.
На последнем этапе был разработан пакет документов, позволяющих отслеживать и контролировать внедрение всех положений ХАССП на каждом рабочем месте.
Таблица 3.19Алгоритм «Дерево принятия решения» для выявления
ККТ при производстве пресервов из рыбы
| Хранение рыбного сырья в холодильной камере (опасный фактор — содержание гистамина) | Входной контроль рыбного сырья (опасный фактор — содержание токсичных элементов) | Размораживание рыбного сырья (опасный фактор — содержание микроорганизмов) |
| Предусмотрен ли контроль по выявленному опасному фактору на данном этапе? | ||
| Нет | Да | Да |
| На данном этане контроль по выявленному опасному фактору необходим? | На данном этапе выполняются действия по устранению или снижению опасного фактора? | На данном этапе выполняются действия по устранению или снижению опасного фактора? |
| Нет | Да | Да |
| ККТ отсутствует | Включить в перечень ККТ | Включить в перечень ККТ |
Внедрение ХАССП на предприятии были подтверждено аудиторской проверкой и получением сертификата ХАССП.
Особенности внедрения ХАССП
Особенности системы ХАССП предполагают использование 1 группы однородной продукции; наличие обученного координатора и внедрение элементов ИСО 9001
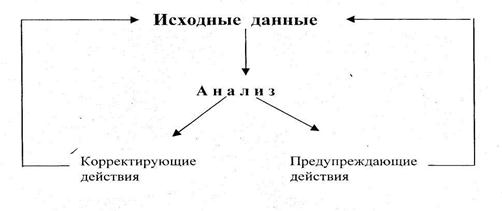
При внедрении системы ХАССП необходимо построить систему качества ориентированную на потребителя. Исходные данные, для постоянного улучшения: мнение потребителя, данные аудитов, сведения об отклонениях технологических процессов, сведения о несоответствии продукции получают через службу маркетинга. На рис. 3.9 представлена схема анализа и постоянного улучшения.