 2014-02-09
2014-02-09 12377
12377Метод анализа рисков и критических контрольных точек ХАССП — предупредительный, используемый в пищевой промышленности для обеспечения безопасности производимых продуктов питания. Сущность метода состоит:
• в выявлении возможных факторов риска химического, физического и биологического происхождения при производстве продуктов;
• анализе возникающих рисков;
• определении контрольных точек, т. е. мест, на которых эти опасности можно и нужно выявить;
• непрерывном контроле и регулировании всех параметров технологических процессов для предотвращения критических ситуаций, отрицательно влияющих на безопасность и качество готовой продукции.
Предупредительным данный метод является потому, что он направлен на предотвращение отрицательного влияния производимых предприятием продуктов питания на здоровье человека ещё на стадии производства. Метод предполагает выявление критических контрольных точек, т. е. мест проведения контроля для идентификации опасных факторов на стадиях технологического процесса, а также разработку и реализацию предупреждающих и корректирующих действий для устранения этих факторов. В этом состоит принципиальное отличие метода ХАССП от традиционных методов, ориентированных на контроль готовой продукции.
Область применения ХАССП во всех странах, внедривших этот метод, достаточно широка. Практически в любой сфере деятельности, имеющей отношение к продуктам питания,может быть разработана и внедрена система управления безопасностью продуктов на основе метода ХАССП.
В частности к таким сферам относятся:
• первичное производство (животноводство и растениеводство);
• производство кормов для животных;
• переработка сырья;
• изготовление, транспортировка, доставка и хранение продуктов питания;
• производство упаковочных материалов;
• производство химических добавок;
• розничная торговля и т. д.
Одним из преимуществ модели ХАССП по сравнению с другими моделями, например ИСО 9000, является то, что она более проста в применении и затраты на её внедрение и сертификацию значительно ниже. Это обстоятельство особенно важно для предприятий малого и среднего бизнеса.
Соответствие системы ХАССП установленным требованиям может подтверждаться путём:
• сертификации независимым органом;
• одобрения (проверки) государственным контролирующим органом (в отдельных странах контроль за выполнением требований для системы ХАССП является обязанностью правительственных органов);
• оценки (аудита) второй стороной (заказчиком). Исполнительные учреждения ряда европейских стран в настоящее время признают сертификацию, проведенную третьей стороной, как документальное подтверждение выполнения предприятием требований к системе ХАССП.
Основной документ используемый в пищевой промышленности при внедрении системы ХАССП ГОСТ Р 51705.1 – 2001г. (директива ЕС 93/43). В РФ в 2001г. был принят ГОСТ Р 51705.1 «Системы качества. Управление качеством пищевых продуктов на основе принципов ХАССП. Общие требования». При его разработке учитывалась Директива Совета ЕЭС (93/43) «О гигиене продуктов питания», опыт стран, внедривших систему ХАССП, отечественные правовые и нормативные документы, связанные с обеспечением безопасности пищевых продуктов федеральные законы «О санитарно-эпидемиологическом обеспечении населения», «О качестве и безопасности пищевых продуктов», «Об обеспечении единства измерений», санитарные правила и нормы.
В связи с тем, что одни и те же термины в различных национальных стандартах определяются по-разному, для понимания сущности ХАССП ниже приведены определения терминов, используемых в ГОСТ Р 51705.1.
Система ХАССП — совокупность организационной структуры, документов, производственных процессов и ресурсов, необходимых для реализации ХАССП.
Группа ХАССП — группа специалистов (с квалификацией в разных областях), которая разрабатывает, внедряет и поддерживает в рабочем состоянии систему ХАССП.
Безопасность — отсутствие недопустимого риска.
Опасность — потенциальный источник вреда здоровью человека.
Опасный фактор — вид опасности с конкретными признаками.
Риск — сочетание вероятности реализации опасного фактора и степени тяжести его последствий.
Допустимый риск — риск, приемлемый для потребителя.
Недопустимый риск — риск, превышающий уровень допустимого риска.
Анализ риска — процедура использования доступной информации для выявления опасных факторов и оценки риска.
Предупреждающее действие — действие, предпринятое для устранения причины потенциального несоответствия или другой потенциально нежелательной ситуации и направленное на устранение риска или снижение его до допустимого уровня.
Корректирующее действие — действие, предпринятое для устранения причины выявленного несоответствия или другой нежелательной ситуации и направленное на устранение риска или снижение его до допустимого уровня.
Управление риском — процедура выработки и реализации предупреждающих и корректирующих действий.
Критическая контрольная точка — место проведения контроля для идентификации опасного фактора и/или управления риском.
Применение по назначению - использование продукции (изделия) в соответствии с требованиями технических условий, инструкцией и информацией поставщика.
Применение не по назначению — использование продукции (изделия) в условиях или для целей, не предусмотренных поставщиком, обусловленное привычным поведением пользователя.
Предельное значение — критерий, разделяющий допустимые и недопустимые значения контролируемой величины.
Мониторинг — проведение запланированных наблюдений или измерений параметров в критических контрольных точках с целью своевременного обнаружения их выхода за предельные значения и получения необходимой информации для выработки предупреждающих действий.
Система мониторинга — совокупность процедур, процессов и ресурсов, необходимых для проведения мониторинга.
Проверка (аудит) — систематическая и объективная деятельность по оценке выполнения установленных требований, проводимая лицом (экспертом) или группой лиц (экспертов), не зависимых в принятии решений.
Внутренняя проверка — проверка, проводимая персоналом организации, в которой она осуществляется.
В ГОСТ Р 51705.1 ХАССП представлена как концепция, предусматривающая систематическую идентификацию, оценку и управление опасными факторами, существенно влияющими на безопасность продукции.
Применение ХАССП отечественными предприятиями носит добровольный характер и направлено на достижение следующих целей:
• повышение безопасности выпускаемых пищевых продуктов путём предотвращения или снижения до приемлемого уровня рисков возникновения опасностей для жизни и здоровья потребителей пищевой продукции и продовольственного сырья;
• повышение стабильности качества продуктов питания за счёт упорядочения и координации работ по управлению рисками при их производстве, хранении, транспортировании и реализации на основе принципов ХАССП;
• предотвращение выпуска фальсифицированных продуктов питания;
• обеспечение конкурентных преимуществ на внутреннем и мировом рынках;
• содействие проведению государственного контроля (надзора) за соблюдением обязательных требований в процессе производства за счет установления обоснованной номенклатуры критических контрольных точек в технологическом процессе.
При внедрении системы ХАССП необходимо создать систему качества ориентированную на потребителя. Определение удовлетворённости потребителя, по схеме предлагаемой Н. Кано приведено на рис. 3.6.
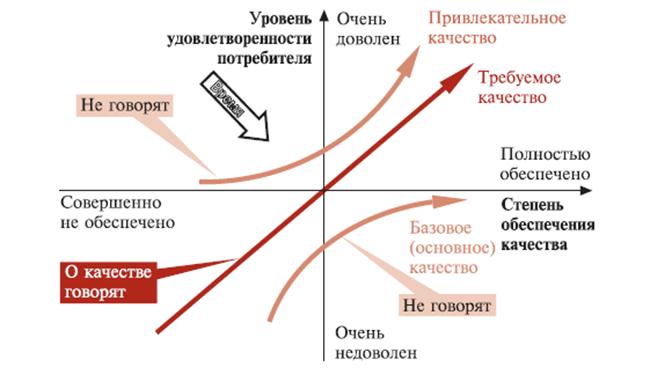
Рисунок 3.6 Определение удовлетворённости потребителя по Кано
Для повышения удовлетворённости потребителей необходимо организовать работы:
- по сбору претензий и рекламаций;
- осуществлять анкетирование потребителя (Что не так?);
- проводить анкетирование потенциального покупателя (Что хотят?).
- Разработка системыХАССП в соответствии
- с требованиями ГОСТ Р 51705.1
В ГОСТ Р 51705.1 содержится семь основных принципов, с учётом которых должна разрабатываться система ХАССП:
1. Идентификация потенциального риска или рисков (опасных факторов), связанных с производством продуктов питания, начиная с получения сырья (разведения животных или выращивания растений) до конечного потребления, включая все стадии жизненного цикла продукции (обработку, переработку, хранение и реализацию). Цель — выявление условий возникновения потенциального риска (рисков) и установление необходимых мер для их контроля.
2. Выявление критических контрольных точек в производстве для устранения (минимизации) риска или возможности его появления. При этом рассматриваемые операции производства пищевых продуктов, на которых выявляются критические точки, могут охватывать поставку сырья; подбор ингредиентов; переработку; хранение; транспортирование; складирование и реализацию.
3. В документах системы ХАССП или технологических инструкциях следует установить и соблюдать предельные значения параметров для подтверждения того, что критическая контрольная точка находится под контролем.
4. Разработка системы мониторинга, позволяющая обеспечить контроль критических контрольных точек на основе планируемых мер или наблюдений.
5. Разработка корректирующих действий и применение их в случае отрицательных результатов мониторинга.
6. Разработка процедур проверки, которые должны регулярно проводиться для обеспечения эффективности функционирования системы ХАССП.
7. Документирование всех процедур системы, форм и способов регистрации данных, относящихся к системе ХАССП.
Принципы и документирование в системе ХАССП приведены в табл. 3.13
Таблица 3.13 Принципы и документирование системы ХАССП
| ПРИНЦИПЫ: | ДОКУМЕНТИРОВАНИЕ: |
| 1. Идентификация потенциальных рисков по всем стадиям жизненного цикла продукции. 2. Выявление критических контрольных точек (ККТ) для минимизации рисков 3. Установление предельных значений параметров ведения процесса в ККТ 4. Разработка системы мониторинга ККТ 5. Разработка системы корректирующих действий в ККТ 6. Регулярная проверка эффективности функционирования системы ХАССП 7. Документирование процедур системы и регистрация данных | 1. Политика 2. Состав группы ХАССП 3. Информация о продукции 4. Информация о производстве 5. Выбор потенциально опасных факторов 6. Выбор учитываемых опасных факторов 7. Планово-предупреждающие действия 8. Выбор ККТ 9. Рабочие листы ХАССП 10. Внутренние проверки 11. Регистрационно-учетная документация |
Практическая деятельность предприятия по разработке системы ХАССП содержит следующие этапы:
• организацию работ;
• составление исходной информации для каждого вида продукции;
• анализ действующих процедур;
• составление перечня возможных опасных факторов и предупреждающих действий;
• определение критических контрольных точек;
• установление критических пределов для критических контрольных точек;
• разработку системы мониторинга и корректирующие действия;
• внедрение системы ХАССП;
• внутренние проверки и анализ.
Организация работ. Данный этап включает определение и документирование политики руководства организации относительно безопасности выпускаемой продукции, определение области распространения системы ХАССП (применительно к конкретным видам выпускаемой продукции и этапам жизненного цикла), создание группы ХАССП, выделение ресурсов (время и место для заседаний, анализа, самообучения и подготовки документов системы; средства на первоначальное обучение членов группы; необходимую документацию; доступ к источникам информации; программное обеспечение работ; вычислительную и организационную технику).
Составление исходной информации. Для разработки системы ХАССП должна быть составлена исходная информация о каждом виде продукции и производстве. Информация о продукции должна включать:
• наименование и обозначение нормативных документов и технических условий, содержащих требования к выпускаемой продукции (для продукции каждого вида);
• наименование и обозначение основного сырья, пищевых добавок и упаковки, их происхождение (с указанием обозначения нормативных документов и технических условий, по которым они выпускаются);
• требования безопасности, указанные в нормативной документации, и признаки идентификации выпускаемой продукции;
• условия хранения и сроки годности;
• известные и потенциально возможные случаи использования продукции не по назначению;
• возможность возникновения опасности в случае объективно прогнозируемого применения продукции не по назначению.
Для информации о производстве группа ХАССП должна составить блок-схемы производственных процессов с обозначением всех выполняемых операций и при необходимости планы производственных помещений. Необходимо описать процесс, начиная с поступления ингредиентов до поставки продукции и реализации ее потребителю. Каждый этап процесса должен быть подробно рассмотрен с целью получения наибольшего количества данных.
На блок-схемах или и приложениях к ним должны быть приведены следующие сведения:
• контролируемые параметры технологического процесса, периодичность и объем контроля (схемы производственного контроля);
• инструкции о процедурах уборки, дезинфекции и дератизации, а также гигиене персонала, согласованные с органами Минздрава России;
• техническое обслуживание и мойка оборудования и инвентаря;
• петли возврата, доработки и переработки продукции;
• пункты санитарной обработки, расположение туалетов, умывальников, хозяйственно-бытовых зон;
• пункты возможных загрязнений от сырья, смазочных материалов, хладагентов, поддонов, персонала;
• система вентиляции и др.
Описания продукции и производства должны быть проверены группой ХАССП на соответствие реальной ситуации. Эта проверка должна производиться периодически и ее результаты должны документироваться.
Анализ действующих процедур. Данный этап создания системы ХАССП должен включать анализ применяемых на предприятии стандартов, процедур (методик и инструкций), которые связаны с обеспечением параметров производственного процесса, влияющих на безопасность изготовляемой продукции и предотвращение попадания в нее различных загрязнений.
Осуществляется анализ следующих процедур:
• техническое обслуживание и ремонт технологического оборудования;
• поверка и калибровка средств измерений;
• организация входного контроля и контроля готовой продукции;
• контроль технологической дисциплины;
• идентификация и прослеживаемость продукции;
• выполнение процедур хранения и транспортирования продукции;
• соблюдение санитарно - гигиенических требований к персоналу;
• уборка производственных помещений, вывоз мусора и отходов;
• мойка технологического оборудования и производственного инвентаря;
• дезинфекция и дератизация.
Составление перечня возможных опасных факторов и предупреждающих действий направлено на выявление возможных потенциально опасных воздействий на человека при потреблении им изготавливаемого предприятием продукта. Группа ХАССП должна выявить и оценить все виды потенциальных опасностей и все возможные опасные факторы, которые могут присутствовать в производственных процессах. ГОСТ Р 51705.1 предусматривает выявление и оценку биологических, химических и физических видов опасностей.
Биологические виды опасности связаны с воздействием вирусов, микробов, паразитов, простейших, грибов, дрожжей, плесеней и микотоксинов. Степень их влияния на организм человека зависит от вида опасного фактора и степени загрязнения им пищевого продукта. Например, условно-патогенные микроорганизмы при большом обсеменении способны вызвать пищевые токсикологические инфекции; патогенные микроорганизмы — пищевые токсикозы и токсикологические инфекции, характеризующиеся тяжелым течением болезни с высокой вероятностью летального исхода; микроорганизмы порчи (дрожжи, плесени, грибы, микотоксины) приводят к порче сырья, вспомогательных материалов, готовой продукции.
Химические виды опасности включают яды или ядовитые вещества, являющиеся натуральными элементами пищевых продуктов. Это, например, афлотоксины и микотоксины. К химическим видам опасностей относятся также лекарственные и химические вещества, которые вводятся в пищевые продукты на этапах выращивания, сбора урожая, хранения, переработки, упаковки или реализации (пестициды, удобрения, антибиотики и др.); смазочные материалы; очистители; красители.
Физические виды опасности представляют собой посторонние частицы, которые могут попасть в продукты — стеклянные, металлические, из пластмасс и т. д.
Количество известных опасных факторов (физических, химических, биологических), связанных с безопасностью продукции, само по себе очень велико. Например, только микробиологические опасности насчитывают более 1000 видов.
По каждому потенциальному фактору проводят анализ риска с учетом вероятности появления фактора и значимости его последствий и составляют перечень факторов, по которым риск превышает допустимый уровень. Если информация о приемлемом риске отсутствует, группа ХАССП устанавливает его экспертным путем. При этом учитывают опасные факторы, не только присутствующие в продукции, но и те, которые исходят от оборудования, окружающей среды, персонала и т. д.
Экспертным путем с учётом всех доступных источников информации и практического опыта члены группы ХАССП оценивают вероятность реализации опасного фактора, исходя из четырех возможных вариантов оценки:
1 практически равна нулю;
2 незначительная;
3 значительная;
4 высокая.
Экспертным путем оценивают также тяжесть последствий для человека, принимая один из четырёх ее вариантов:
1 — лёгкая (отсутствует потеря трудоспособности);
2 — незначительная: средней тяжести (возможна потеря трудоспособности в течение нескольких дней);
3 — значительная: тяжёлая (потеря трудоспособности на длительный срок или получение инвалидности 3-й группы);
4 — высокая: критическая (получение инвалидности 1-й и 2-й групп или летальный исход).
Затем строят границу допустимого риска на диаграмме с координатами: вероятность реализации опасного фактора — тяжесть последствий (рис. 3.7). Если точка лежит на границе, обозначенной на рисунке жирной линией, или выше её — фактор учитывают, если ниже — не учитывают.
Рисунок 3.7. Диаграмма анализа рисков
Группа ХАССП должна определить и документировать предупреждающие действия, которые устраняют риски или снижают их до допустимого уровня. Они применяются в тех точках, которые не являются критическими контрольными точками (ККТ), но постоянный контроль, за которыми необходим, так как в противном случае они могут привести к сбою технологического процесса. В одних случаях необходим ряд предупреждающих действий для устранения конкретного опасного фактора.
Например, для устранения бактерии ботулизма (Clostridium botulinum) в консервах с высокой кислотностью необходимо обеспечить снижение pH и температуры. В других случаях несколько опасных факторов можно устранить при помощи одного предупреждающего действия (например, термическая обработка ингредиентов, зараженных патогенными микроорганизмами).
К предупреждающим действиям относят:
• контроль параметров технологического процесса производства;
• термическую обработку;
• применение консервантов;
• использование металлодетектора;
• периодический контроль концентрации вредных веществ;
• мойку и дезинфекцию оборудования, инвентаря, рук и обуви и др.
Перечень предупреждающих действий представляют в виде формы (табл. 3.14).
Таблица 3.14 Перечень предупреждающих действий
| Наименование операции | Учитываемый опасный фактор | Контролируемые признаки | Предупреждающие действия |
Сложность действий на данном этапе разработки системы ХАССП достаточно велика как из-за большого количества опасных факторов, так и из-за инерционности мышления и недостаточной информированности специалистов предприятий о возможных видах загрязнений. Возникают и другие проблемы, связанные с необходимостью применения экспертных оценок состава опасных факторов.
Определение критических контрольных точек. Цель этого этапа — определение точек, операций или процедур производственного процесса, которые необходимо контролировать для предотвращения появления опасного фактора, его устранения или уменьшения до допустимого уровня. ККТ выбирают, проводя анализ отдельно по каждому учитываемому опасному фактору и рассматривая последовательно все операции, включенные п блок-схему производственного процесса. Необходимым условием ККТ является наличие на рассматриваемой операции контроля признаков риска. Для ККТ следует установить: критерии идентификации — для опасных факторов; критерии допустимого (недопустимого) риска — для контроля признаков риска; допустимые пределы изменения каждого опасного фактора — для применяемых предупреждающих воздействий. Количество ККТ зависит от сложности и вида продукции/производственных процессов, попадающих в область анализа.
При большом количестве технологических операций и учитываемых опасных факторов задача выбора ККТ может представлять определенную сложность, так как ГОСТ Р 51705.1 рекомендует определять эти точки методом «Дерево принятия решений» (рис. 3.8).
Рисунок 3.8 Алгоритм «Дерево принятия решений» для определения критических контрольных точек
Дерево принятия решений по критическим точкам — логическая последовательность вопросов, ответы на которые нужно найти для каждого опасного фактора на каждом этапе процесса. Оно строится по специальному алгоритму, который формально требуется применить столько раз, сколько составит произведение числа учитываемых факторов (до 70) на число операций в технологическом процессе (до 40), т. е. до 2800 раз. Опасные факторы и операции по определенным признакам следует учитывать на стадии производственного процесса (входной контроль, изготовление, приемка) и разрабатывать специальные алгоритмы для формализации процесса принятия решений и снижения трудоемкости этой работы.
Чтобы выявить необходимые условия включения рассматриваемой технологической операции в перечень ККТ, необходимо ответить на четыре вопроса:
1. существует ли в данной точке вероятность отклонения параметров процесса и/или показателей качества изделий от допустимого уровня?
2. приведёт ли дополнительное увеличение (снижение) параметра или показателя на этом этапе к увеличению степени риска ухудшения качества?
3. возможно ли за счёт совершенствования технологии анализируемого этапа процесса снизить или предотвратить риск ухудшения качества готового продукта?
4. возможно ли на последующих этапах производственного процесса снизить или исключить этот риск?
Этап (участок, операцию) следует отнести к ККТ, если на эти вопросы будут получены ответы «да—да—нет—нет». При получении других комбинаций ответов для принятия обоснованного решения может понадобиться дополнительная информация. Затем для каждой ККТ составляют рабочий лист, в котором указывают;
• наименование опасного фактора (одного или нескольких), по которому проводится контроль;
• контролируемые параметры и их предельные значения (критические пределы);
• процедуру мониторинга;
• корректирующие действия, которые необходимо выполнить при нарушении предельных значений;
• регистрационно-учётный документ, где фиксируют результаты контроля.
В связи с тем, что каждое предприятие индивидуально, то и количество контрольных точек, определяемое при создании системы ХАССП, и их месторасположение на каждом предприятии сугубо индивидуально. Например, на предприятиях, производящих мясные деликатесы, копчености, колбасы, паштеты и другие пищевые продукты из мяса, критическими точками чаще всего являются пункты приемки сырья, обвалки мяса и его термической обработки. Количество ККТ на этих предприятиях может быть велико. Так, при внедрении системы качества, основанной на принципах ХАССП, на Таганском мясоперерабатывающем заводе членами рабочей группы было определено 204 ККТ.
К ККТ на предприятиях общественного питания чаще всего относят места хранения продукции, места обработки продукции, обеспечиваемые при этом температурные режимы. Следует отметить, что создание систем ХАССП в кафе и ресторанах становится весьма популярным, особенно в крупных городах РФ.
Установление критических пределов для критических контрольных точек.
Критический предел — это величина, отделяющая допустимый уровень от недопустимого. Критические пределы устанавливаются для каждой ККТ по одному или нескольким параметрам. Их устанавливает персонал, знающий процесс производства Источниками информации при этом служат публикуемые научные данные, результаты экспериментов, нормативные документы, рекомендации экспертов, математические модели и др. Критические пределы должны быть конкретизированы и подтверждены. Подтверждение критических пределов — доказательство того, что выбранный критический предел действительно контролирует опасный фактор.
Разработка системы мониторинга и корректирующие действия. Для каждой критической точки должна быть разработана система мониторинга, т. е. система постоянных наблюдений или измерений, которая позволяет удостовериться, что критические точки находятся под контролем. Проводимые в плановом порядке наблюдения и измерения необходимы для своевременного обнаружения нарушений критических пределов и реализации соответствующих предупредительных или корректирующих воздействий. Периодичность процедур мониторинга должна обеспечивать отсутствие недопустимого риска. Все регистрируемые данные и документы, связанные с мониторингом ККТ, должны быть подписаны исполнителями и занесены в рабочие листы ХАССП по представленной ниже форме (табл. 3.15).
Таблица 3.15 Форма рабочего листа ХАССП
Наименование продукта __________
Наименование технологического процесса _________
| Наименование операции | Опасный фактор | Контролируемый параметр и его предельные значения | Процедура мониторинга | Контролирующие действия | Рсгистрационно- учётный документ |
Для каждой ККТ должны быть составлены и документированы корректирующие действия, предпринимаемые в случае нарушения критических пределов. К корректирующим действиям относят поверку средств измерений; наладку оборудования; изоляцию, переработку, утилизацию несоответствующей продукции.
Корректирующие действия по возможности должны быть составлены заранее, но в отдельных случаях могут быть разработаны оперативно после нарушения критического предела. Полномочия лиц, ответственных за корректирующие действия, должны быть установлены заранее.
В случае попадания опасной продукции на реализацию должна быть составлена документально оформленная процедура её отзыва. Планируемые корректирующие действия должны быть занесены в рабочие листы ХАССП.
Внедрение системы ХАССП.
Необходимо обеспечить совмещение системы мониторинга с действующей на предприятии системой производственного, технологического, химического, входного и выходного контроля, испытаний и т. д. Важно, чтобы рабочие листы ХАССП, которые разрабатываются в рамках системы мониторинга, не носили формального характера, а реально отражали потребности системы обеспечения безопасности продукции.
Выделяют следующие мероприятия, которые необходимо проводить при внедрении системы ХАССП:
• обучение персонала;
• разработка документов, регламентирующих проведение предупреждающих действий;
• корректировка технологических документов, внесение и выделение в них ККТ;
• наглядное изображение ККТ и контролируемых параметров на рабочих местах;
• закрепление рабочих листов за сотрудниками, ответственными за процессы, и установление форм регистрации их наблюдений и отчетности;
• внутренний аудит, оценка эффективности системы и реализация рекомендаций по ее улучшению.
Внутренние проверки и анализ.
Внутренние проверки проводят для того, чтобы выяснить соответствует ли система ХАССП разработанной программе и производственному процессу и является ли она эффективной. Эти проверки должны проводиться непосредственно после внедрения системы ХАССП и затем с установленной периодичностью не реже одного раза в год или во внеплановом порядке при выявлении новых неучтенных опасных факторов и рисков.
Программа проверки должна включать:
• анализ зарегистрированных рекламаций, претензий, жалоб и происшествий, связанных с нарушением безопасности продукции;
• оценку соответствия фактически выполняемых процедур документам системы ХАССП;
• проверку выполнения предупреждающих действий;
• анализ результатов мониторинга ККТ и проведенных корректирующих действий;
• оценку эффективности системы ХАССП и составление рекомендаций по ее улучшению;
• актуализацию документов.
Документация программы ХАССП должна содержать:
• политику в области безопасности выпускаемой продукции;
• приказ о создании и составе группы ХАССП;
• информацию о продукции;
• информацию о производстве;
• отчёты группы ХАССП с обоснованием выбора потенциально опасных факторов, с результатами анализа рисков и выбора критических контрольных точек и определения критических пределов;
• рабочие листы ХАССП;
• процедуры мониторинга;
• процедуры проведения корректирующих действий;
• программу внутренней проверки системы ХАССП;
• перечень регистрационно-учетной документации.








