 2014-02-24
2014-02-24 1132
1132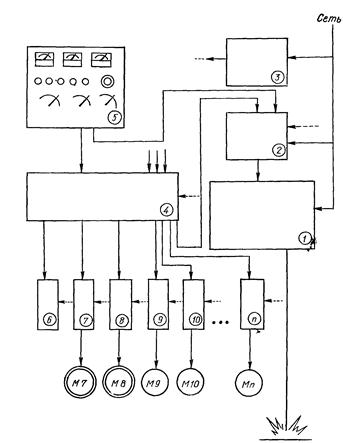
Рис. 25. Блок-схема самоходного автомата для дуговой сварки:
1 — источник сварочного тока; 2 — система управления источником сварочного тока; 3—блок питания системы управления; 4— логическая система, 5 — панель управления, 6—газовый клапан или привод флюсового затвора, 7—система управления двигателем подачи проволоки (М7 — двигатель подачи); 8—система управления двигателем сварочною перемещения (M8 — двигатель сварочного перемещения); 9— п — система управления двигателями прочих перемещений (М9 — Mn — двигатели прочих перемещении).
В течении цикла сварки необходимо выполнить минимум 5 операций:
I – возбуждение дуги.
Существует несколько способов:
а) возбуждение дуги на скорости подачи проволоки, равной заданной (для проволоки Æ 0,6¸2мм при сварке в защитных газах). Последовательность операций:
1. подача защитного газа
2. выдержка времени – для продувки шлангов от воздуха
3. подача напряжения на мундштук
4. включение двигателя подачи проволоки на рабочую скорость
b) возбуждение дуги на малой скорости подачи проволоки (Æ 1,6¸2,5мм при сварке в защитных газах).
1. подача защитного газа
2. выдержка времени – для продувки шлангов от воздуха
3. подача напряжения на мундштук
4. включение двигателя на малой скорости подачи вперед
5. по сигналу о возбуждении дуги переключение скорости подачи на рабочую скорость
с) возбуждение дуги с предварительным закорачиванием.
Для тонкой проволоки при сварке под флюсом:
1. закорачивание проволоки на изделии в режиме настройки
2. ручное или дистанционное открытие заслонки (подсыпка флюса)
3. подача напряжения на мундштук
4. включение двигателя на малой скорости подачи вперед
с’) для средней проволоки сварки под флюсом:
1. закорачивание проволоки на изделии в режиме настройки
2. ручное или дистанционное открытие заслонки (подсыпка флюса)
3. подача напряжения на мундштук
4. включение двигателя на малой скорости подачи вперед
5. по сигналу о возбуждении дуги переключение скорости подачи на рабочую скорость
с’’) для толстой проволоки:
1. закорачивание проволоки на изделии в режиме настройки
2. ручное или дистанционное открытие заслонки (подсыпка флюса)
3. подача команды “пуск”
4. подача напряжения на дугу
5. включение двигателя назад на отрыв электрода. В некоторых системах эта команда не выполняется, а заменяется переплавлением проволоки или легкоплавкой вставки.
6. по сигналу о зажигании дуги двигатель подачи проволоки реверсирует, то есть переключается на рабочую скорость вперед.
Иногда применяют более сложные циклы с реверсированием двигателя вперед-назад или пробоем дугового промежутка осциллятором. Возбуждение дуги с закорачивание процесса при неподвижном мундштуке относительно свариваемых кромок, при других способах возбуждения может производиться как при рабочей скорости так и без неё. Все команды исполняются автоматически, за исключением ручных.
II управление сваркой погонного участка шва, может выполняться по одному из следующих вариантов:
а) со Vпод пров не зависящей от Uд. В этих системах блоки управления приводом подачи проволоки поддерживают постоянную скорость вращения двигателя в соответствии с командой “скорость подачи проволоки постоянна”.
б) со Vпод пров зависящей от Uд, задание для блоков управления: “напряжение дуги постоянна”.
В современных самоходных аппаратов более распространены системы (а), полуавтоматах (б). Современные системы управления позволяют регулировать с пульта все параметры режима, кроме расхода газа, который регулируется редуктором.
III Заварка кратера. После подачи команды на заварку кратера (кнопка оператора, концевой выключатель и так далее) система управления последовательно выполнит следующие команды:
1. снижение скорости сварки по заданной программе.
2. снижение Vпод пров или её прекращение
3. программное изменение напряжения дуги (если предусмотрено снижение Vпод пров)
В результате выполнения всех этих команд кратер заваривается.
IV Окончание шва может выполняться системой автоматически вслед за завершением заварки кратера. В некоторых автоматах оперативным нажатием кнопки «стоп», а в большинстве случаев обрывом дуги при её удлинении. Обычно сигналом о завершении заварки кратера служит сигнал о прекращении подачи тока. После команды об окончании шва система выполняет последовательно следующие команды:
1. отключение источника
2. выключение подачи проволоки и движения
3. прекращение подачи флюса
3’. прекращение подачи газа
V Перемещение головки к участку следующего шва. В современных аппаратах эта операция как правило механизирована и проводится на повышенной маршевой скорости. Причем по этой команде должны выполняться такие движения головки, которые необходимы, для того чтобы задеть за выступающие части свариваемого изделия.

