 2015-04-08
2015-04-08 3879
3879Японская система «Канбан» используется для эффективной организации производства, нуждающегося в гибкой, постоянно по-вторяющейся и быстрой перестройке, способного протекать прак-тически без страховых запасов.
Система «Канбан» - система организации непрерывного про-изводственного потока, способного к быстрой перестройке и прак-тически не требующего страховых запасов.
Система «Канбан» разработана и впервые в мире практически реализована японской корпорацией «Тоёта Моторс» в 1972 году. От начала разработки до внедрения системы у корпорации ушло 10 лет. В настоящее время данная микрологистическая система широко применяется многими машиностроительными фирмами в США и Западной Европе.
Карточки отбора и заказа. График производства изделий формируется на основе обращения специальных карточек в пластиковом конверте («Канбан» в переводе означает «карточка»). Данная система представляет собой систему записи и передачи информации от одного производственного участка к другому. Рас-пространены два вида карточек: карточка отбора и карточка производственного заказа. Карточки передают информацию о расходуемых и производимых количествах продукции
В карточке отбора точно указывается количество деталей или компонентов, которое должно быть отобрано на предшествующем участке обработки. Карточка производственного заказа содержит информацию о количестве деталей, которое должно быть изготов-лено или собрано на предшествующем производственном участке. Эти карточки циркулируют внутри предприятия-производителя, его филиалов и между многочисленными фирмами-поставщиками.
Эффект внедрения системы «Канбан». Применение системы «Канбан» дало японским машиностроительным фирмам значи-тельный эффект и обусловило высокую конкурентоспособность японской промышленной продукции. Ключевыми составляющими этого результата являются:
• улучшение качества выпускаемой продукции;
• сокращение логистического цикла;
• значительное ускорение оборачиваемости оборотных средств;
• снижение себестоимости производства;
• исключение страховых запасов;
• уменьшение производственных запасов (на 50% в фирмах За-падной Европы);
• снижение товарных запасов.
Другие элементы системы «Канбан». Основой информационной системы «Канбан» являются не только карточки отбора и производственного заказа. Она включает производственные, транспортные и снабженческие графики, технологические карты, информационные световые табло.
Внедрение системы «Канбан» предполагает применение систем:
• система всестороннего (всеобщего) управления качеством, направленная на снижение себестоимости продукции, повышение конкурентоспособности, гибкости в переналадке производства. Функционирует на основе постоянного повторения цикла контроля качества, известного под названием «цикл Деминга» (по имени американского специалиста);
• система автономного контроля качества продукции непосредственно на месте выполнения технологической операции (с установкой на технологической линии устройств, предупреждающих появление брака или выход из строя оборудования);
• комплексная система обеспечения высококачественной работы оборудования, позволяющая оптимально сочетать эффективное использование производственных мощностей и расходы на поддержание
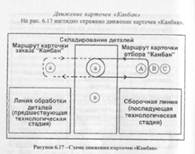
Предположим, изготавливается продукция А, В, С на сборочной линии конвейера, необходимые для сборки детали а, а в изготовлены на предшествующей технологической стадии. Детали а и в складируются вдоль конвейера и к ним прикрепляются карточки заказа «Канбан», на основании которых они были изготовлены. Автопогрузчик от линии, изготавливающей продукцию А, подается к этой сборочной линии с тем, чтобы взять определенное количество деталей с прикрепленными к ним карточками отбора. При этом с деталей снимаются прикрепленные к ним ранее карточки производственного заказа. Оставленные на месте складирования карточки производственного заказа фактически формируют заказ на производство новых деталей. Затем рабочий доставляет полученные детали на сборочную линию с карточками отбора «Канбан». В то же время карточки производственного заказа остаются на месте складирования деталей у конвейера, показывая количество взятых деталей. Они информируют о заказе на изготовление новых деталей а, объем которых будет точно соответствовать количеству, указанному в карточке производственного заказа.

