 2015-05-25
2015-05-25 3822
3822Производство метанола. Долгое время, вплоть до 30-х гг. прошлого столетия единственным промышленным методом производства метанола являлась сухая перегонка древесины. Поэтому очень часто до сих пор метанол называют древесным спиртом, хотя получают из древесины не более 0,1 % от общего объема производства метанола.
В настоящее время практически единственным промышленным методом производства метанола является его получение из синтез-газа по реакции:
СО + 2Н2®СН3ОН.
Условия проведения этого процесса определяются в основном каталитической системой. При использовании катализаторов на основе оксидов цинка и хрома процесс протекает при температуре около 400 °С и давлении до 35 МПа; более современные катализаторы на основе оксида меди позволяют проводить процесс в значительно более мягких условиях - температуре около 250 °С и давлении до 5 МПа.
При производстве метанола из природного газа (через синтез-газ) теряется около 40% энергии по сравнению с прямым использованием природного газа в качестве моторного топлива, что является существенным недостатком этого направления использования природного газа как моторного топлива [7].
Значительное внимание уделяется процессу получения метанола прямым окислением метана:
СН4 + 0,502®СН3ОН,
что значительно выгоднее синтеза метанола из синтез-газа при условии высоких значений конверсии и селективности процесса прямого окисления. Однако в настоящее время не удается реализовать эти условия, и далее опытно-промышленных установок процесс прямого окисления не продвинулся.
Появились сообщения о том, что компания Catalyti-са Inc. (США) получила метанол прямым окислением метана на комплексном платиновом катализаторе с выходом метанола 70% против 43% с использованием ранее разработанного ртутного катализатора (при прямом газофазном процессе окисления метана выход метанола не превышает 5%). Реакция протекает при 220 °С и 3,3 МПа в жидкой фазе. Промышленная реализация планируется через 5 лет. Аналогично может быть осуществлено окисление этана в этанол и бензола в фенол.
Производство метанола в мире в настоящее время достигло уровня около 30 млн т в год, в РФ вырабатывается около 2 млн т.
Метанол относится к числу наиболее токсичных.веществ - прием внутрь даже 30 мл метанола приводит к летальному исходу, меньшие количества могут привести к слепоте и тяжелому отравлению. ПДК паров метанола в воздухе составляет 100 мг/м3.
В 2002 г. около 34% метанола перерабатывалось в формальдегид, на основе которого получают различные химические продукты, в том числе полимеры; на производство метил-третбутилового эфира (МТБЭ) расходовалось около 26% выработанного метанола; в качестве растворителя - 3%; компонента моторного топлива - 2%; на прочие цели (производство диметилтерефталата, метилметакрилата и т.п.) - 26%.
Применение метанола в качестве моторного топлива или добавки к углеводородным топливам рассматривается в разделе 2.1.
На основе метанола вырабатываются различные кислородсодержащие продукты - простые эфиры, которые широко применяются в качестве высокооктановых добавок к автомобильным бензинам; в последние годы значительное внимание уделяется производству из метанола простого эфира - диметилового, который некоторые ученые считают дизельным топливом XXI в.
Производство простых эфиров. Простые эфиры, полученные на основе метанола, обладают высокими антидетонационными свойствами, что позволяет их использовать в качестве высокооктановых добавок к автомобильным бензинам.
Первым из таких эфиров начали применять метил-третбутиловый эфир (МТБЭ), затем метил-третамиловый эфир (МТАЭ) и другие, получение которых протекает по реакциям:
Получение этих продуктов протекает при температуре около 100 °С и небольшом избыточном давлении до 5 МПа в присутствии катализаторов (серной кислоты или более современном - ионообменных смол).
Первая промышленная установка по производству МТБЭ была пущена в Италии в 1973 г. и в настоящее время объем производства МТБЭ в мире превышает 25 млн т в год, при этом в США вырабатывается около 60 % мирового производства МТБЭ. В России производство МТБЭ находится на уровне 500-600 тыс. т при мощности установок порядка 1 млн т: 50-60 %-ная загрузка мощностей обусловлена отсутствием достаточных количеств изобутилена.
В основе существующего процесса промышленного синтеза диметилового эфира (ДМЭ) лежит экзотермическая реакция дегидратации метанола:
2СН3ОН®СН3ОСН3 + Н20.
Процесс протекает при температуре 300-400 °С, давлении около 1 МПа в присутствии катализатора - оксида алюминия. Мировое производство ДМЭ этим методом находится на уровне 150 тыс. т в год и ДМЭ применяется в основном в качестве пропелента взамен различных фторорганических продуктов.
Эта технология не может быть рекомендована для установок большой мощности, предназначенных для производства десятков миллионов тонн ДМЭ как дизельного топлива, т.к. его себестоимость вдвое выше себестоимости метанола.
Поэтому в настоящее время разработаны и реализуются в промышленном масштабе установки по прямому синтезу ДМЭ из синтез-газа, когда наряду с метанолом в реакторе образуется ДМЭ и далее необходима стадия разделения этих продуктов. Учитывая значительную разницу в температурах кипения метанола и ДМЭ (56 °С и минус 25,3 °С соответственно), проведение этой стадии осуществляется достаточно просто ректификацией или, что лучше, последовательной конденсацией. Для реализации такого метода производства ДМЭ необходим бифункциональный катализатор, позволяющий осуществлять получение метанола из синтез-газа с одновременной его дегидратацией в ДМЭ.
ДМЭ как дизельное топливо обладает высоким цетановым числом (таблица 25, стр. 100), практическим отсутствием токсичных веществ в отработавших газах и низкой температурой застывания (около минус 138 °С), что особенно важно для климатических условий России и существующем дефиците низкозастывающих дизельных топлив. Последнее обстоятельство позволит, вероятно, использовать ДМЭ не только как таковой, но и как компонент дизельного топлива.
Недостатками ДМЭ как дизельного топлива являются его низкая температура кипения (около минус 25 °С) и неудовлетворительные противоизносные свойства - худшие из всех дизельных топлив. Эти свойства ДМЭ требуют решения определенных проблем, связанных с его хранением на АЗС и на борту автомобиля, а также системой подачи топлива в камеру сгорания.
Переработка метанола в бензин. Компанией «Mobile Oil» (США) был разработан процесс производства бензина из метанола, и в Новой Зеландии была построена установка мощностью 570 тыс. т целевого продукта в год. Процесс протекает при температуре около 400 °С и давлении до 2 M Па на цеолитном катализаторе ZSM-5 по схеме:
СН3ОН®смесь углеводородов + Н2О.
Из одной тонны метанола получают 390 кг бензиновой фракции 47-170 °С, 23,4 кг пропан-бутановой фракции, 20,6 кг сухого газа и 560 кг воды. Бензиновая фракция имеет октановое число около 87 по моторному и 96 по исследовательскому методу, содержание ароматических углеводородов до 60 % при содержании бензола менее 1 %. Недостатками этого бензина являются высокое содержание ароматических углеводородов, которое не укладывается в современные требования к автомобильным бензинам по этому показателю, а также высокое содержание ароматического углеводорода дурола -1,2,4,5 - тетраметилбен*зола, имеющего температуру плавления около 80 °С, что оказывает отрицательное влияние на низкотемпературные свойства бензина.
Эти недостатки привели к тому, что в настоящее время компания вынуждена была прекратить производство бензина по этому процессу и перевести установку на производство метанола.
При условии разработки катализатора, который обеспечит в составе бензина преимущественное содержание изопарафинов, Mobil-процесс может быть конкурентоспособным с процессом Фишера-Тропша, т.к. по расчетам стоимость бензина, полученного этими процессами, составляет 300-350 и 330-370 долл. за тонну соответственно.
ПРОЦЕСС ФИШЕР-ТРОПША
В 1923 г. немецкими химиками Фишером и Троп-шем была разработана технология прямого синтеза углеводородов из синтез-газа, которая впоследствии была названа их именами - синтез Фишера-Тропша или процесс Фишера-Тропша. Основное достоинство этого процесса, которое обусловило значительный интерес к его реализации, заключается в возможности получения углеводородов практически из любого углеродсодержащего сырья (угля, торфа, природного газа, органических отходов и т.д.). Таким образом, стало возможным производство продуктов, которые традиционно получались из нефти и тем самым открылся путь для реальной экономии нефтяных ресурсов.
Полная схема установки процесса Фишера-Тропша включает три стадии:
- получение синтез-газа (раздел 1.З.1.);
- синтез углеводородов из синтез-газа (собственно процесс Фишера-Тропша);
- разделение газо-жидкостных продуктов с выделением целевых продуктов и их дальнейшая переработка с получением товарных продуктов, в т.ч. моторных топлив.
В случае получения моторных топлив из продуктов синтеза Фишера-Тропша третья стадия включает известные процессы нефтепереработки - гидрокрекинг, гидроизомеризация и т.д.
Капитальные затраты на действующих установках, использующих в качестве исходного сырья природный газ, распределяются примерно следующим образом: первая стадия - 60%; вторая - 25% и третья - 15% [17] Это соотношение может меняться в зависимости от используемых технологий и процессов, особенно на третьей стадии, но, как правило, основные капитальные затраты связаны с первой стадией - получением синтез-газа, и поэтому основное внимание уделяется совершенствованию именно этой стадии.
Основная реакция, по которой протекает синтез Фишера-Тропша, может рассматриваться как восстановительная олигомеризация оксида углерода:
Синтез углеводородов из СО и Н2 является сложным каталитическим процессом, включающим большое число параллельных и последовательных реакций. Большое влияние на условия процесса и особенно на состав продуктов оказывают катализаторы, в качестве которых наиболее часто используются металлы VIII группы периодической таблицы Менделеева - железо (Fe), кобальт (Со) и рутений (Ru).
На железных катализаторах при температуре 230-240 °С и давлении 2-3 M Па образуются олефины, парафины и кислородсодержащие продукты (в основном альдегиды).
На кобальтовых катализаторах при температуре 1 70-3 °С и давлении 0,1-3 МПа преимущественно образуются парафиновые углеводороды с нормальной цепью, с числом углеродных атомов от 1 до 60 (широкая фракция углеводородов).
Использование рутениевых катализаторов, которые активны только при высоких давлениях 10-100 МПа и температуре 120-130 °С, позволяет получать нормальные парафины с очень высокой молекулярной массой. В промышленности практически используются только кобальтовые и железные катализаторы.
При полном превращении синтез-газа максимальный выход жидких продуктов составляет 208,5 г из 1 м3 (при нормальных условиях) смеси СО + 2Н2.
Исследование теоретических основ процесса показало, что выход фракций углеводородов, соответствующих бензиновой (С5-С11) и дизельной (С12-С16), не может превышать 48 и 30% масс.
Особым достоинством продуктов процесса Фишера-Тропша, в отличие от продуктов, полученных из нефти, является практически полное отсутствие в их составе серо- и азотсодержащих соединений и незначительное содержание ароматических углеводородов, что устраняет образование токсичных оксидов серы и азота при сгорании таких моторных топлив в двигателях и тем самым решает экологические проблемы моторных топлив.
Сравнительная характеристика синтетической нефти-, полученной процессом Фишера-Тропша и некоторых нефтей, приведена в табл. 21.
В промышленных условиях процесс Фишера-Троп-ша был впервые реализован в Германии в 30-е гг. XX в., и во время Второй мировой войны в Германии вырабатывалось до 600 тыс. т моторных топлив, главным образом бензина, который назывался «синтин» и который обладал неудовлетворительными низкотемпературными свойствами и низкими октановыми числами, что объяснялось высоким содержанием нормальных парафинов.
Таблица 21 - Сравнительная характеристика синтетической нефти и легких нефтей [18]
| Показатели | Синтетическая | Нефти | ||
| Арабская | Брент | Суматринская легкая | ||
Плотность АРІ  | 46,5 (0,795) | 32,3 (0,864) | 38,3(0,833) | 35,0 (0,850) |
| Содержание серы, ррm | менее 10 | |||
| Содержание азота, ррm | менее 10 | |||
| Содержание дизельных фракций, % | ||||
| Содержание фракций тяжелее дизельных, % |
После окончания Второй мировой войны промышленное производство моторных топлив из синтез-газа практически прекратилось, что объяснялось открытием и освоением крупных нефтяных месторождений в странах Ближнего и Среднего Востока, в Тюмени и других регионах.
В середине 70-х гг. нефтяной кризис и быстрый рост цен на нефть возродили интерес к этому процессу, который особенно возрос в последние годы в связи с надвигающимся истощением нефтяных запасов и реальной возможностью замены нефти в производстве моторных топлив из альтернативных источников сырья.
При получении углеводородов из синтез-газа всегда образуется смесь углеводородов - газообразных, жидких и твердых. Варьируя условия процесса и набор технологических установок на третьей стадии процесса, можно существенно менять ассортимент полученных продуктов. Так, на заводе компании «Shell» в Малайзии реализован такой вариант процесса Фишера-Тропша. На первой стадии из примерно 1 млрд м3 природного газа получают синтез-газ. На второй стадии при 2,8 МПа и 230 °С на кобальтовом катализаторе получают высокомолекулярные парафины (церезин), который далее подвергают гидрокрекингу и гидроизомеризации с получением бензина, дизельного топлива и газойля. Соотношение этих продуктов в зависимости от проведения процессов колеблется в следующих интервалах: (15-25): (25-50): (60-25), т.е. с преимущественным получением средних дистиллятов, поэтому процесс называют MDS (middle distillate synthesis).
В настоящее время суммарная мощность заводов по производству углеводородов процессом Фишера-Тропша из разных источников сырья (уголь, природный газ и др.) составляет 5,8 млн т/год, в том числе в Южно-Африканской Республике порядка 4,5 млн т преимущественно из угля. В 2001 г. из природного газа в мире было получено около 2 млн т синтетической нефти. При реализации всех разрабатываемых в настоящее время проектов, которых в разных странах насчитывается более десятка, из природного газа уже к 2010 г. может быть произведено до 30 млн т/год углеводородов.
Существует несколько прогнозов по развитию производства углеводородов процессом Фишера-Тропша [18]. По одному из них в ближайшие 10-15 лет производство достигнет уровня от 40 до 95 млн т /год, что составит от 1 до 2,4% мировой добычи нефти. По другому - возможны три варианта развития процесса Фишера-Тропша:
- медленный, достижение к 2015 г. производства 25 млн т/год;
- средний, 50-75 млн т/год;
- ускоренный, 100-150 млн т/год.
Если развитие пойдет по медленному или среднему сценарию, то производство углеводородов по Фишеру-Тропшу будет уравновешивать баланс спроса и предложений на нефтепродукты. Развитие по ускоренному сценарию окажет заметное воздействие на мировой рынок нефтепродуктов.
Производство моторных топлив процессом Фишера-Тропша становится конкурентоспособным с производством нефтяных моторных топлив при цене нефти на уровне 16-20 долларов за баррель. По заявлению представителей ЮАР технология Фишера-Тропша настолько усовершенствована на предприятиях компании «Sa-sol», чтомоторные топлива, произведенные на предприятиях этой компании по методу Фишера-Тропша, конкурентоспособны с нефтяными при цене нефти даже 12 долларов за баррель.
СПИРТОВЫЕ И ОКСИГЕНАТНЫЕ ТОПЛИВА
Наряду с газовыми моторными топливами в качестве альтернативного горючего наиболее широко используются спиртовые топлива, которые представляют низкомолекулярные спирты - метанол, этанол или так называемые оксигенатные топлива, содержащие в своем составе наряду с углеводородным топливом (бензином, дизельным топливом) различные количества кислородсодержащих добавок (КСД). В качестве последних используются спирты (метанол, этанол и др.), а также простые эфиры: метил-третбутиловый (МТБЭ), метил-тре-тамиловый (МТАЭ), этил-третбутиловый (ЭТБЭ), диизопропиловый (ДИПЭ) и др.
Особое место в ряду простых эфиров занимает диме-тиловый эфир (ДМЭ), который может использоваться как дизельное топливо или в качестве добавки к дизельному топливу.
Основные физико-химические и эксплуатационные свойства метанола, этанола, других оксигенатов в сравнении с бензином приведены в табл. 22 [19].
Таблица 22 - Характеристики некоторых оксигенатов [19]
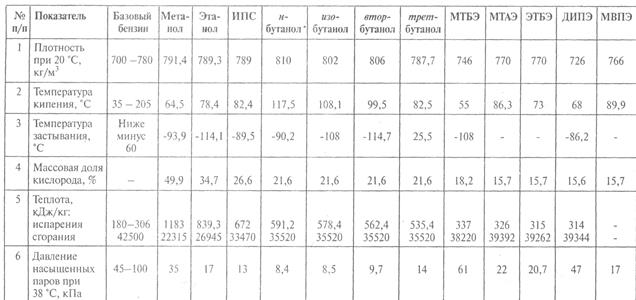
Необходимо отметить, что в значительно больших объемах используются оксигенатные топлива по сравнению с чисто спиртовыми. Сравнение затрат при использовании различных оксигенатов показывает, что применение метанола и этанола несколько дороже, чем использование МТБЭ. Стоимость прироста октанового числа для МТБЭ, этанола и метанола составляет (цент/л) 0,47, 0,65 и 0,51 (с учетом добавки стабилизатора-треш-бутилового спирта).
Эффективность антидетонационного действия различных оксигенатов приведена в [19].
Введение оксигенатов в состав автомобильных бенинов позволяет не только экономить нефтяные ресурсы, но и снижает содержание токсичных веществ в отработавших газах. Влияние оксигенатов оценивается по испытаниям бензина, содержащего оксигенаты на степень уменьшения (-) или увеличения (+) эмиссии токсичных веществ в процентах (таблица 23).
Таблица 23 - Влияние оксигенатов на содержание токсичных веществ
в отработавших газах [3]
| Токсичный компонент | Этанол 10% (3,5% О2) | МТБЭ 15% (2,7% 02) | ЭТБЭ 17%(2,7% 02) |
| Углеводороды | -5 | -7 | -5 |
| Оксид углерода | -13 | -9 | -14 |
| Бензол | -12 | -И | -8 |
| 1,3 -бутадиен | -6 | -2 | -4 |
| Оксиды азота | +5 | +5 | +7 |
| Формальдегид | + 19 | + 16 | -16 |
| Ацетальдегид | + 159 | _ І | +254 |
Значительное увеличение выброса альдегидов (особенно ацетальдегида) не должно вызывать особых опасений, поскольку содержание альдегидов в отработавших газах бензина без добавки оксигенатов находится на уровне 0-0,2% и увеличение в 1,5-2 раза приведет к содержанию альдегидов в отработавших газах бензинов с окси-генатами на уровне всего 0-0,3% [27].
В России допущены к применению в составе автомобильных бензинов: метанол до 3%, этанол до 5%, МТБЭ до15%, изопропанол до 7%, втор-бутанол до 10%, mpem- бутанол до 7%.
СПИРТОВЫЕ ТОПЛИВА
Из большого числа алифатических спиртов в качестве моторных топлив нашли применение только метанол и этанол. Это обстоятельство обусловлено значительными объемами их производства - десятки миллионов тонн, высокими детонационными свойствами, возможностью экономии нефтяных ресурсов при условии производства этих спиртов из альтернативных источников сырья.
Ограниченность их использования в качестве моторного топлива связана с целым рядом общих недостатков, присущих этим спиртам как моторным топливам.
Среди основных недостатков следует выделить следующие:
- пониженная (почти в 2 раза) по сравнению с углеводородными топливами теплота сгорания, что оказывает отрицательное влияние на мощ-ностные характеристики двигателя;
- низкая энергоплотность спиртов по сравнению с углеводородными топливами (16 МДж/л для метанола и 21 МДж/л для этанола против 32 МДж/л для бензина) приводит к увеличению почти в 2 раза удельного расхода спиртового топлива и требует для обеспечения одинакового запаса хода почти вдвое большего объема топливного бака;
- низкое давление насыщенных паров и высокая теплота испарения, в 4-5 раз превосходящая эти показатели углеводородных топлив, затрудняет, а иногда даже делает невозможным пуск двигателя при низких температурах; запуск карбюраторных двигателей на спиртовых топливах невозможен уже при температуре ниже +10 °С; для устранения этого недостатка в спирты добавляют 6 - 10% изо-пентана или диметилового эфира, что обеспечивает пуск двигателей при температурах до -20-25 °С; возможна также установка специальных подогревателей спиртовых топлив, что усложняет конструкцию двигателя [4];
неограниченная растворимость воды в метаноле и этаноле, контакта с которой практически невозможно избежать при хранении, транспортировке, заправке автомобилей и прочих операциях; попадание даже небольшого количества воды резко ухудшает эксплуатационные свойства спиртовых топлив и приводит к вымыванию спиртов из бензина и переходу их в нижний водно-спиртовой слой; высокая коррозионная агрессивность самих спиртов и особенно продуктов их превращений (низкомолекулярные кислоты, альдегиды и т.п.), усиливающаяся в присутствии воды; спирты оказывают отрицательное влияние на резинотехнические и пластмассовые детали оборудования и двигателей, вызывая их набухание (а иногда и растворение), изменение геометрических размеров со всеми вытекающими последствиями;
в отработавших газах при использовании спиртовых топлив обнаружены альдегиды, кетоны, карбоновые кислоты, содержание которых в 1,5-2 раза выше по сравнению с использованием углеводородных моторных топлив; переход с углеводородных топлив на спиртовые требует существенной модернизации или перерегулировки системы подачи топлива, в частности, соотношения воздух: топливо, которое для спиртовых топлив значительно ниже из-за наличия кислорода в последних, а также изменения степени сжатия и других параметров двигателя.
Для устранения или нивелирования перечисленных недостатков необходимо применять специальные меры, как то:
- ограничение или лучше устранение возможности контакта с водой и водяными парами или прове-дение осушки спиртов перед заправкой в автомобиль; оба варианта чрезвычайно трудно реализуемы в больших масштабах;
- использование металлов или различных покрытий, не подвергающихся коррозии при контакте со спиртовыми топливами или введение в спирто-вые топлива специальных антикоррозионных присадок (-ингибиторов коррозии); и тот и другой методы борьбы с коррозионной агрессивностью спиртовых топлив ухудшают экономические показатели их применения;
- замена резинотехнических и пластмассовых изделий, подвергающихся воздействию спиртовых топлив на материалы, стойкие к такому воздействию;
- разработка каталитических нейтрализаторов отработавших газов, способных обеспечить окисление альдегидов, кислот и других продуктов неполного сгорания спиртовых топлив до воды и диоксида углерода;
- организация производства двигателей, специально предназначенных для работы на спиртовых то-пливах.
Кроме перечисленных общих недостатков каждому из спиртов присущи и свои недостатки, рассмотренные ниже.
Поэтому значительно большее применение метанол и, особенно, этанол нашли в качестве добавок к углеводородным топливам, решая при этом задачи улучшения эксплуатационных свойств последних - с одной стороны и экономии нефтяных ресурсов - с другой.
К положительным качествам метанола и этанола в первую очередь относятся высокие антидетонационные свойства, что позволяет повысить степень сжатия в камере сгорания до 12-14 и снизить удельный расход энергии на единицу мощности (повысить кпд двигателя).
При использовании спиртовых топлив снижается содержание токсичных веществ в отработавших газах. Так, при работе автомобиля «Mercedes Benz» на бензине и метаноле были получены следующие результаты в г/цикл (числитель - по европейскому ездовому циклу, знаменатель - по циклу CVS-2) [4]:
| Бензин Метанол | СО 140/22,1 32/9,5 | [СН] 6,0/4,5 5,5/2,5 | NOX 8,0/5,7 0,7/1,9 |
Снижение содержания оксидов азота обусловлено меньшей (на 150 °С) температурой горения метанола по сравнению с бензином; более полное сгорание метанола за счет содержания в его молекуле кислорода обеспечиват снижение содержания СО и [СН] в отработавших газах. Высокие антидетонационные свойства спиртов определяют их преимущественное использование в двигателях внутреннего сгорания с принудительным (искровым) зажиганием.
Использование спиртов в дизельных двигателях затрудняется из-за низких цетановых чисел, высокой температуры самовоспламенения (в 1,5-2 раза выше этого показателя для дизельного топлива) и низких смазывающих свойств, ведущих к повышенному износу топливных насосов [4].
Работа дизельных двигателей на спиртовых топливах возможна при следующих условиях:
- введение в спирты присадок, улучшающих их воспламеняемость (повышающих цетановое число); так, введение 20% циклогексилнитрата в этанол и метанол повышает их цетановые числа с 8 и 3 до 60 и 53 единиц соответственно.
- переоборудование дизельного двигателя в двигтель с искровым зажиганием, что требует установки дополнительного электрооборудования;
- добавка спиртов в дизельное топливо с высоким цетановым числом;
- для улучшения смазывающих свойств спиртов требуется введение специальных противоизносных присадок.
Все перечисленные мероприятия приводят к существенному удорожанию спиртовых топлив, к усложнению конструкции двигателя и т.п., и в конечном счете к ухудшению экономических показателей.
При использовании чистых спиртов отмечены повышенные износы деталей цилиндро-поршневой группы в обоих типах двигателей - бензиновом и дизельном. Основными причинами этого являются:
- попадание в камеру сгорания значительного количества неиспарившегося спирта, обусловленное высокой теплотой испарения, и смыв им смазки, приводящие к износу уплотнительных колец и стенок цилиндра;
- попадание спирта в картер двигателя и образование в нем масло-водо-спиртовой эмульсии, обладающей плохими смазывающими свойствами, что приводит к износу трущихся деталей карданного вала;
- взаимодействие спиртов в картере с присадками, введенными в состав масла и снижение противоизносных свойств масла.
Рассмотренные недостатки чисто спиртовых топлив перекрывают их достоинства при использовании в качестве моторных топлив, и это привело к тому, что спиртовые топлива не применяются в дизельных двигателях и нашли ограниченное применение в двигателях с искровым зажиганием, в основном в спортивных автомобилях.
Поэтому в настоящее время все более широкое применение находят так называемые смесевые топлива, т.е. углеводородные топлива, содержащие низкомолекулярные спирты, чаще этанол, в количествах от нескольких процентов (5-10) до десятков процентов (85-95). В последних углеводородное топливо выполняет роль одоранта.
МЕТАНОЛ И БЕНЗИНО-МЕТАНОЛЬНЫЕ ТОПЛИВА
Метанол (метиловый спирт) или древесный спирт представляет собой бесцветную воспламеняющуюся жидкость со слабым спиртовым и чуть острым запахом. Хорошо смешивается с водой. Физические и химические свойства метанола приведены в табл. 23.
Метанол в России вырабатывается по ГОСТ 2222-95 (метанол технический синтетический) двух марок А и Б; ежегодная выработка метанола в России находится на уровне около 1,8-2,0 млн т.
При практически одинаковых антидетонационных свойствах метанола, этанола, МТБЭ и ТАМЭ наиболее эффективной добавкой в отношении снижения эмиссии СО, СН и NOX является метанол.
Использование метанола требует переоборудования двигателя и топливной системы: перерегулировки карбюраторов бензиновых двигателей, увеличения объема топливных баков, новых смазочных материалов, замены эластомеров и прокладочных материалов, специальных противокоррозионных топливных баков или применения специальных присадок.
При температурах ниже +10 °С давление насыщенных паров метанола настолько низкое, что запустить холодный двигатель на нем очень трудно.
Для стехиометрического горения метанола требуется в два раза меньше воздуха, чем для бензина, поэтому объем подачи метанола должен быть увеличен в два раза по сравнению с бензином. Однако современные двигатели и их модификации смогут хорошо работать на метаноле, при этом технические характеристики двигателя улучшаются: повышается кпд, благодаря внутреннему охлаждению и повышению степени сжатия.
Применение метанола в качестве топлива обеспечивает снижение до 50% концентрации токсичных веществ в отработавших газах, однако возможно увеличение в них концентрации альдегидов.
Объем производства метанола в мире составляет 30-32 млн т в год, что составляет всего около 3% от объема производства бензина; таким образом, метанол не может заменить бензин в полном объеме и может рассматриваться в лучшем случае как возможный компонент автомобильных бензинов.
Безводный метанол при обычных температурах хорошо смешивается с бензином в любых соотношениях, но даже малейшее попадание воды вызывает расслаивание смеси [22]. Стабилизация бензино-метанольных смесей может быть осуществлена введением высокомолекулярных спиртов С4-С8 в количестве, сравнимом или вдвое меньшем метанола в смеси, что приводит к удорожанию топлива и не решает проблемы стабилизации до конца.
В России в качестве добавки разрешено вводить до 3% метанола с обязательным введением стабилизатора. За рубежом (в США) в сравнительно небольших количествах используется топливо М-85, содержащее 85% метанола и 15% бензина и в значительно меньших объемах топливо М-100, т.е. «чистый» метанол, в основном в гоночных автомобилях. Последнее объясняется высоким октановым числом метанола (111 и 94 по исследовательскому и моторному методу соответственно), позволяющим повысить степень сжатия до 12-14 и тем самым увеличить мощность двигателя, что особенно важно для участия в гонках.
Для вовлечения в состав моторного топлива в США используется всего около 170 тыс. т метанола, что составляет около 0,04% от выработки бензина в США; в странах Западной Европы для этих целей расходуется около 2 млн т [24].
Метанол используется на автотранспорте в ФРГ: бен-зометанольные смеси (до 15% метанола) M15 и M100 - метанол с добавкой до 5% низкокипящих бензиновых фракций.
В Китае проводятся длительные (в течение почти 20 лет) широкомасштабные испытания бензино-метанольных смесей на различных марках автомобилей, в разных условиях, с определением эксплуатационных свойств, выявлением оптимальных составов, уточни ются экономические и экологические аспекты применения таких топлив [19].
В Японии с 1993 г. допущены к коммерческой эксплуатации автомобили, использующие в качестве топлива бензин М-85 с содержанием метанола 85%.
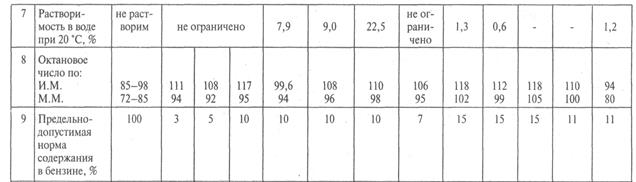
В США была проведена сравнительная оценка безопасности использования пяти топлив: М85, М92, M100, бензина и дизельного топлива [40]. Эта оценка основывалась на расчете риска здоровью и безопасности и включала: утечки из топливного бака; характеристики сгорания топлива (воспламенение, вспышка, видимость пламени, передача теплоты излучением); токсическое действие на человека при попадании внутрь, вдыхании, попадание на кожу и в глаза. Результаты этой оценки представлены на рис. 8.
Как видно из представленных данных, полный риск для здоровья и безопасности у топлив М85, М92 и M100 приблизительно одинаков, и риск использования метанольных смесей (М85 и М92) и чистого метанола (М100) расположен между бензином и дизельным топливом.
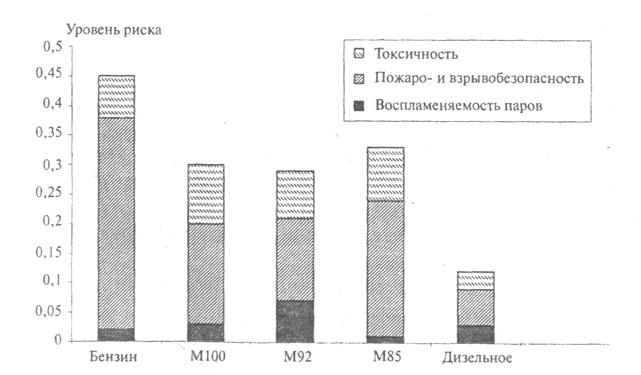 Рис. 8. Токсичные и пожароопасные свойства топлива
Рис. 8. Токсичные и пожароопасные свойства топлива
В середине 80-х гг. прошлого столетия в СССР проводились длительные и всесторонние испытания бензино-метанольных смесей, содержащих 5 и 15% метанола - БМС-5 и ВМС-15, которые наряду с положительными результатами имели много недостатков, что не позволило рекомендовать их к широкому применению.
В России на основе метанола разработаны рецептуры нескольких октаноповышающих добавок к бензинам, в частности добавка «ОДЭ-М» (ТУ 0258-080-11726438-2000), содержащая стабилизатор, моющую присадку и ингибитор коррозии.
Наряду с отмеченными недостатками широкому использованию метанола в качестве моторного топлива или его компонентов препятствуют экономические показатели. Так, по расчетам специалистов стоимость производства 1 галлона (3,785 л) метанола составляет 2,34 и 1,19 долларов при получении синтез-газа из угля и природного газа соответственно, а производство эквивалентного количества бензина (около 2 л) в пределах 0,5-0,7 долл.
ЭТАНОЛ И БЕНЗИНО-ЭТАНОЛЬНЫЕ ТОПЛИВА.
Несмотря на более высокую стоимость по сравнению с метиловым спиртом, этанол используется в качестве моторного топлива в значительно больших объемах. Так, в США в моторных топливах используется более 4 млн т этанола, что составляет около 1,3% от объема производства бензина, а использование метанола не превышает 200 тыс. т. Это обстоятельство обусловлено следующими преимуществами этанола:
- более высокая теплотворная способность - на 35% выше таковой для метанола;
- лучшая растворимость в бензине;
- меньшая коррозионная агрессивность по отношению к резинотехническим изделиям и металлам;
- значительно меньшая токсичность;
- бензины, содержащие этанол, характеризуются лучшими антидетонационными свойствами.
«Пионером» в использовании этанола в качестве моторного топлива был Генри Форд, который в 1880 г. создал первый автомобиль, работавший на этаноле. Возможность использования спиртов в качестве моторного топлива была показана также в 1902 г., когда на конкурсе в Париже были выставлены более 70 карбюраторных двигателей, работающих на этаноле и смесях этанола с бензином [24].
Однако, несмотря на эти первоначальные опыты, широкое применение этанола в качестве моторного топлива началось во многих западных странах в 70-х и особенно в 80-90-е гг. прошлого столетия, что было обусловлено нефтяными кризисами 70-х гг. и резко возросшими требованиями к экологическим свойствам моторных топлив в 80-90-е гг.
В табл. 24 представлены требования, предъявляемые к топливному этанолу ASTM D 4806-98 «Денатурированный топливный этанол, предназначенный для использования в качестве топлива для двигателей с искровым зажиганием».
Таблица 24 - Наименование показателя
| Наименование показателя | Норма |
| 1. Содержание этанола, % об. | Не менее 92,1 |
| 2. Содержание метанола, % об. | Не более 0,5 (5000 ррm) |
| 3. Содержание воды, % об. | Не более 1,0 (10000 ррm) |
| 4. Сухой остаток, мг/ 100 мл | Не более 5 (50 ррm) |
| 5. Содержание хлорид-ионов, мг/л | Не более 40 (40 ррm) |
| 6. Содержание меди, мг/ кг | Не более 0,1 (0,1 ррm) |
| 7. Массовая концентрация кислот в пересчете на уксусную кислоту, % масс | Не более 0,007 (70 ррm) |
| 8. Внешний вид | Не содержит видимых суспендированных или осажденных примесей (прозрачный и светлый) В пределах 1,96-4,76 |
| 9. Денатурирующие средства, %об. |
Этанол в промышленности получают несколькими способами [19]:
- методом прямой или сернокислотной гидратации этилена, так называемый синтетический этанол;
- гидролизом непищевого растительного сырья - гидролизный этанол;
- ферментативной переработкой пищевого растительного сырья - пищевой этанол.
При производстве этанола методом прямой гидратации этилена используются фосфорнокислотные катализаторы на твердом носителе; процесс протекает при температуре 260-280 °С и давлении 7-8 МПа. Существенным недостатком этого процесса являются низкая конверсия сырья (4-5%) за проход, что приводит к необходимости рециркуляции больших количеств непревращенного сырья, а также высокая коррозионная агрессивность катализатора и его унос из зоны реакции. Лучшими свойствами обладают твердые вольфрамовые катализаторы, но они значительно дороже фосфорнокислотных. Процесс сернокислотной гидратации является процессом устаревшим и в настоящее время применяется ограниченно.
Синтетический этанол вырабатывается в России по ТУ 2421-117-00151727-98 «Спирт этиловый синтетический денатурированный» трех марок - А,Б,В.
Сбраживанием продуктов гидролиза древесины получают гидролизный этанол. Необходимые для сбраживания сахара получают гидролизом древесного сырья - опилки, щепа и другие отходы деревообработки. Сырье (целлюлоза), содержащее полисахариды, обрабатывают 0,5%-ным раствором серной кислоты при 180 °С и 1-1,5 МПа, что приводит к образованию глюкозы, которую затем подвергают спиртовому брожению. Полученный таким образом водный раствор этанола подвергают ректификации. В результате получают спирт этиловый ректификованный технический с содержанием этанола не менее 96,2% об. В России такой спирт вырабатывается по ГОСТ 18300-87 на гидролизных и биохимических предприятиях.
При получении этанола из пищевого сырья используются такие растительные продукты, как зерно, картофель, сахарный тростник, кукуруза и др., содержащие крахмал или углеводы. Сущность метода заключается в сбраживании этих продуктов при помощи бактерий, перерабатывающих углеводы в этанол. В соответствующих районах тропиков с одного гектара посевов сахарного тростника можно получать свыше 4000 л этанола.
Синтетический этанол является наиболее дешевым продуктом по сравнению с этиловым спиртом, полученным другими процессами. Соотношение себестоимости синтетического, гидролизного и ферментативного этанолов - 1;0:4,2:3,5.
По ориентировочным оценкам ВНИИ НП мощности по производству этанола в России, который может быть использован в составе бензинов, составляют около 320 тыс. т (около 1% от объема производства бензина), в том числе 200 тыс. т гидролизного и 120 тыс. т синтетического этанола.
Необходимо отметить, что «чистый» этанол крепостью 95% и более используется в качестве моторного топлива в сравнительно небольших объемах, наиболее широко применяются различные смеси бензина с этанолом, содержащие от 5-10 % до 85-95% этанола, при этом в основном используется этанол, полученный из возобновляемых источников растительного сырья, иногда называемый биоэтанолом. Для производства биоэтанола требуется значительно больше энергии, чем для производства традиционного топлива (бензина) из нефти. Энергия, необходимая для посадки, ухода, производства удобрений, уборки и переработки (ферментация) зерна, сахарного тростника или кукурузы практически равна энергосодержанию полученного биоэтанола. В то же время затраты энергии на производство топлива из нефти составляют около 10-30% от энергосодержания полученного топлива [7].
В 80-х гг. прошлого века начинается массовое использование бензинов, содержащих 5-10 («Газохол»), 15 (Е15) и 22% этанола в Бразилии, США, Швеции, Голландии, Франции, Канаде и Колумбии. На заправочных станциях продают смеси бензина с этанолом E 10(10% этанола), Е85 (85% этанола), E 95 (95% этанола) и «чистый» этанол E 100. Типовое топливо E 10, в котором этанол заменяет МТБЭ, обеспечивает безопасную эксплуатацию всех типов современных автомобилей.
Наиболее широко этанол в качестве моторного топлива используется в Бразилии, что обусловлено небольшой добычей нефти в этой стране и значительными возможностями по производству этанола из растительного сырья - сахарного тростника. Более 90 % автомобилей в Бразилии используют моторное топливо, в большем или меньшем количестве содержащее этанол, что определяется нежеланием страны зависеть от импорта нефти [7]. В Бразилии еще в 1931 г. была принята программа, предусматривающая обязательное применение 5% этанола в составе бензина. В 2000 г. содержание этанола было доведено до 20%. В ближайшие годы этанол будет составлять в среднем около 24% в топливном балансе страны. Бразилия является крупнейшим производителем этанола в мире от 8,9 до 10,5 млн т в год, что составляет 57% мирового производства этанола. Практически весь этанол в Бразилии получают ферментацией сахарного тростника или черной патоки [25]. Около 240 тыс. т топливного этанола Бразилия импортирует из других стран. Все это стало возможным благодаря Национальной программе (1970 г.) по широкомасштабному использованию этанола в качестве автомобильного топлива и субсидиям правительства, которые, в свою очередь, получили соответствующую финансовую поддержку Мирового банка, а также благодаря государственным гарантиям закупки строго определенного количества продукции у государственной нефтяной компании PETPOBRAS.
Значительное место занимает этанол и в производстве моторных топлив в США, как октаноповышающая добавка в количестве до 10% (так называемый «Газохол»). В 2002 г. в США было выработано около 6,5 млн т этанола, главным образом из возобновляемого сырья - кукурузы. Законопроект, внесенный в Сенат США, предусматривает установление стандарта на топлива из возобновляемых источников сырья (renewable fuel standard, RFS), в соответствии с которым в товарном бензиновом фонде страны должно применяться до 15,5 млн т этанола в год в 2012-2014 гг. Этот же законопроект предусматривает запрет на применение МТБЭ [26]. Принятие стандарта RFS и запрет на МТБЭ приведут к повышению цен на реформулированный бензин, составляющий 34% бензинового фонда страны, на 2 цента за литр. Сенат США продлил налоговые льготы на этанол до 2007 г., которые чрезвычайно важны, так как стоимость 1 л этанола примерно в 2,5 раза дороже стоимости бензина.
В соответствии с «Законом о возобновляемых топливах для обеспечения энергетической безопасности США» содержание этанола в бензине должно быть увеличено с 1,3 до 5%, что при производстве бензина в 380-400 млн т потребует производства этанола на уровне 15-20 млн т.
Прогноз в производстве моторного топлива (главным образом этанола) из возобновляемых источников сырья приведен на рис. 9 [25].
Бензино-этанольное топливо E 85 (85% этанола и 15% бензина оказалось наиболее приемлемым для работы новой топливной системы - FFV (flexible fuel vechicle-автомобиль с гибкой топливной системой). Автомобили с FFV должны обладать рядом новых характеристик:
- они должны иметь единый топливный бак для любого вида горючего, как для бензина, не содержащего этанол, так и для 100%-ного спирта и соответственно должны иметь систему автоматической перенастройки и поддержания необходимого соотношения топливо:воздух в зависимости от состава топлива;
- резинотехнические изделия должны быть устойчивы по отношению к спирту и бензину;
- энергетические характеристики должны быть на должном уровне;
- неполное сгорание этанола приводит к увеличению содержания альдегидов в отработавших газах, поэтому использование каталитических нейтрализаторов является необходимым.
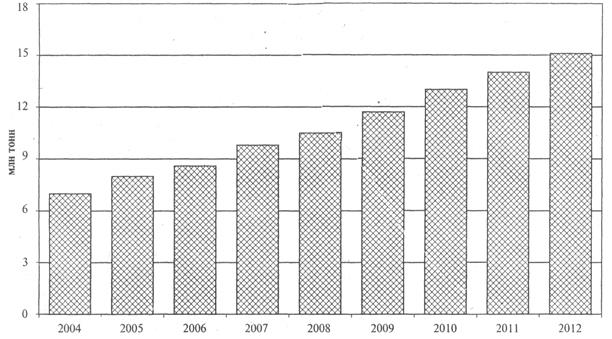
Рис. 9. Прогноз по моторным топливам из возобновляемого сырья
Компания «General Motors» приступила к выпуску FFV - автомобилей в 1990 г. и в 1992 г. было произведено 50 автомобилей Chevrolet Lumina Variable Fuel Vehicles (VFS), в 1993 г. - 320.
В 1994 г. компания Ford построила несколько автомобилей, использующих топливо E 85, Taurus FFV. В марте 1998 г. компания Ford Motor Co. и компания Mobil Со. заключили соглашение по быстрейшему созданию автомобилей FFV. Обе компании отметили, что без союза нефтепереработчиков и автомобилестроителей решение этой проблемы невозможно. В 1999 г. Ford планировал выпустить 250 тыс., а в 2000 г. - 500 тыс. автомобилей с FFV.
В 2002 г. компания Daimler Crysler продала миллионный автомобиль, использующий в качестве топлива E 85, а всего в США к 2002 г. около 2 млн автомобилей будут оснащены системой FFV [79]. В Нью-Йорке находятся в эксплуатации около 40 автобусов - FFV.
В Канаде внимание к этанолсодержащему бензину стало проявляться с конца 70-х гг., что было обусловлено в основном экологическими проблемами. Исследования, проведенные в Канаде, показали, что использование топлива E 85 позволяет снизить выбросы газов, вызывающих парниковый эффект, на 37% (для E 10 только на 4%). Содержание токсичных веществ в отработавших газах снижается в % - оксида углерода на 25- 39, оксидов азота на 30, канцерогенных ароматических углеводородов на 50, летучих органических соединений на 30 [19]. Расчеты показывают, что, если бы весь бензин, продаваемый в Канаде, содержал 10% этанола, потребовалось бы около 8 млн т зерна на его производство. В 1997 г. в Канаде произведено 50 млн т зерна, из которых 24 млн т на экспорт. Основной проблемой внедрения бензина, содержащего этанол, в Канаде являлось отсутствие гарантий со стороны производителей автомобилей. В 1979 г. такие гарантии были получены при условии, что бензин будет содержать не более 10% этанола.
Из западноевропейских стран серьезное внимание использованию этанола, получаемого из возобновляемого сырья, в качестве альтернативного компонента бензинов и дизельных топлив, уделяется в Швеции. С применением таких топлив эксплуатируют 100 грузовых автомобилей, работающих в тяжелых условиях, 600 легковых автомобилей и 300 автобусов. Шведское налоговое законодательство освобождает от уплаты налога на топливо E 85 полностью, если оно используется в автобусах. Налог на бензин, содержащий этанол, уменьшается пропорционально доли этанола в топливе.
Европейское сообщество в настоящее время разрабатывает стратегию, целью которой является проникновение на рынок 7% моторных топлив из возобновляемых источников. Ожидается, что использование этанола и биодизельного топлива к 2015 г. составит около 18 млн т.
В отличие от ситуации в США и Европе в Азии использование возобновляемых источников для производства моторных топлив значительно менее централизовано. С 2003 г. в девяти штатах Индии обязательно использование бензино-этанольных смесей. Весь бензин, продаваемый в этих штатах и четырех союзных территориях Индии, должен содержать по крайней мере не менее 5% этанола.
В Австралии намечено к 2010 г. довести производство топлив из возобновляемых источников сырья до 280 тыс. т, для чего планируется строительство пяти новых заводов. В 2000 г. в Австралии общее производство топливного этанола составило 32 тыс. т, большей частью в виде 10%-ной добавки к бензину.
Значительное внимание использованию этанола в качестве компонента моторного топлива уделяется в странах бывшего СССР. Правительство Украины 20 июня 2000 г. приняло программу «Этанол», предусматривающую выпуск кислородсодержащей добавки к бензинам на базе этанола, получаемого из сельскохозяйственного сырья и бензинов, содержащих эту добавку. Были разработаны ГОСТ на бензин, содержащий этанол «Бензины моторные смесевые» (ГСТУ 320.00149943.015-2000) и ТУ У 30183376.001 на высокооктановую кислородсодержащую добавку на базе этилового спирта (ВКД), Содержание ВКД во всех марках бензинов А-80Ек, А-92Ек, А-95Ек, А-98ЕК не более 6%. Производство ВКД организовано на нескольких спиртзаводах Украины, и их мощность в 2000 г. составляла около 100 тыс. т.
В августе 2000 г. сейм Литвы принял закон о биотопливе, в соответствии с которым в республике будет выпускаться бензин с 7% этанола, что позволит сэкономить около 30 тыс. т нефти в год и на 25-30% сократить загрязнение окружающей среды токсичными продуктами отработавших газов.
Аналогичные проекты программ «Этанол» разрабатываются в Белоруссии, Узбекистане и Азербайджане. На основании положительных результатов испытаний, проведенных ОАО «ВНИИ НП» совместно с ОАО «АвтоВАЗ», бензины, содержащие до 5% этанола, были допущены к производству и применению на автомобильной технике.
В настоящее время разрешение на производство бензина по ТУ 38.401-58-244-99 «Бензины автомобильные неэтилированные, содержащие этанол» имеют предприятия отрасли (ОАО «ЛУКОЙЛ-Волгограднефтепереработка», ОАО «Новокуйбышевский НПЗ») и ряд нефтебаз.
Октаноповышающие добавки на основе этанола в России выпускают [19]:
- ЗАО «Нефтехимия» (бывший Самарский завод «Этанол») - «Многофункциональная добавка на основе этанола» (ТУ 38.401-58-260-00);
- Хорский гидролизный завод и Кировский биохимический завод - «Продукт спиртосодержащий для повышения октановых чисел бензина» (ТУ 9291-001-32465440-98);
- ЗАО НПО «Химсинтез» - «Октаноповышающая добавка для автомобильных бензинов «ОДЭ» (ТУ 0258-072-11726438-2000);
- ЗАО «Канский биохимический завод» - «Спирт этиловый топливный денатурированный» (ТУ 2421-009-05754593-2001).
Для Бобруйского гидролизного завода (Республика Беларусь) разработана рецептура добавки ВКДЭ (ТУ 38.401-58-318-2002), сочетающая в себе антидетонационные и антикоррозионные свойства, включающая стабилизатор, который позволяет сохранять гомогенность бензинов при низких температурах в присутствии небольших количеств воды.
ОАО «ВНИИ НП» совместно с ЗАО НПО «Химсинтез» разработан национальный стандарт - ГОСТ P 52201-2004 «Этанольное моторное топливо для автомобильных двигателей с принудительным зажиганием. Бензанол. Общие технические требования». Настоящим стандартом устанавливаются основные технические требования к топливам «Бензанолам», а также основные требования по безопасности и охране окружающей среды. Необходимость разработки этого ГОСТа связана с тем, что бензанолы являются самостоятельным видом продукции, принципиально отличающимся от бензинов по техническим характеристикам. В отличие от общетехнических требований, нормируемых в автомобильных бензинах к бензанолам предъявляются дополнительно следующие требования:
- объемная доля этанола в пределах 5- 10%;
- содержание кислорода не более 3,5%;
- антикоррозионные свойства (степень коррозии стального стержня);
- фазовая стабильность (температура помутнения). Кроме того, в связи с использованием в бензанолах этанола к ним могут предъявляться специальные меры государственного регулирования производства и оборота бензанолов.
На бензанолы наряду с ГОСТ разработаны и утверждены технические условия (ТУ 38.401-58-330-2003), в которых в зависимости от детонационной стойкости (по исследовательскому методу) предусматривается производство трех марок бензанолов БИ-80, БИ-92 и БИ-95.
Основным препятствием широкого использования этанолсодержащих моторных топлив является высокая стоимость этанола - в среднем вдвое превышающая стоимость бензина, во многом определяется акцизным сбором, который одинаков и для пищевого этанола, и для этанола денатурированного, используемого для технических целей, в том числе и в качестве моторного топлива.
Проблема денатурации этилового спирта и акцизного сбора известна с середины XIX в. Так, в 1855 г. в Англии был издан Указ, освобождающий технический этиловый спирт от акцизного сбора, который делал убыточной любую непитьевую область применения спирта. Такие технические области уже появились, но развивались слабо из-за высоких налогов на спирт.
Освобождение от акцизов требовало непременной денатурации, т.е. смешения чистого спирта с какой-нибудь дурно пахнущей и красящей добавкой. Из денатурата нельзя изготовить спиртовые напитки, поэтому операция смешения ограждала казенную монополию торговли ликеро-водочными изделиями. Акцизный чиновник по цвету и запаху мог легко установить назначение спирта - питьевое (тогда взимался налог) или техническое (беспошлинное). Но денатурация не всегда давала эффект.
Началась эпоха состязаний между законодателями и потребителями. Законодатели требовали превращения «духа вина» и «воды жизни» едва ли не в самую зловонную жидкость из применяемых в технике. С другой стороны, слишком усердная денатурация часто мешала не столько питьевому, сколько техническому, и прежде всего, химическому использованию спирта. К 30-м гг. прошлого века рецептура денатурации устоялась: добавки мешали «нецелевому» потреблению, не нарушая технических требований промышленного использования. В разных странах, в разное время и в разных дозах в спирт добавляли: метанол, бензин, бензол, йод, йодистый калий, диэтилфталат, этилацетат, толуол, нитробензол, ацетон, метилизобутил-кетон, этиламины, ацетальдегид, керосин, пиридин и др.
В России для денатурации этанола допущены к применению кротоновый и уксусный альдегиды, диэтило-вьгй эфир, спирты С3-С4, ацетон, скипидар и другие вещества с резким запахом в концентрациях от тысячных долей до нескольких процентов.
ОКСИГЕНАТНЫЕ ТОПЛИВА
Рассмотренные в предыдущем разделе моторные топлива, содержащие низкомолекулярные спирты (метанол и этанол), также относятся к оксигенатным топли-вам, т.е. топливам, в состав которых входят продукты, содержащие кислород. Однако термин «оксигенатные топлива» первоначально закрепился за топливами, в состав которых включены простые эфиры, начиная с ме-тилтретбутилового (МТБЭ), промышленное производство которого началось в Италии в 1973 г. и в США в 1979 г. В настоящее время производство МТБЭ в мире осуществляется более чем на 170 установках общей мощностью около 33 млн т в год. Производство МТБЭ составляет 25-27 млн т ежегодно, причем 57% этого количества вырабатывается в США [29].
Кроме основного оксигената МТБЭ, в качестве компонентов автомобильных бензинов в большей или меньшей степени нашли применение и другие простые эфиры - метил-третамиловый (МТАЭ), этил-требутиловый (ЭТБЭ), этил-третамиловый (ЭТАЭ), диизопропиловый (ДИПЭ) и метил-вторпентиловый (МВПЭ) [19].
Особое место среди простых эфиров занимает диме-тиловый эфир (ДМЭ), который по своим свойствам является высококачественным дизельным топливом и рассматривается в разделе 3.
Введение оксигенатов в состав моторных топлив позволяет решить, как отмечалось выше, по крайней мере две основные задачи:
- улучшить эксплуатационные свойства нефтяных
топлив, в первую очередь октановое число; - сократить расход нефти на производство моторных топлив - введение оксигенатов эквивалентно экономии примерно двойного количества нефти, поскольку на производство 1 т моторного топлива расходуется от 1,5 до 2 т нефти в зависимости от глубины переработки.
Кроме того, оксигенаты снижают содержание токсичных веществ в отработавших газах, увеличивая полноту сгорания углеводородов - введение 2% кислорода в составе оксигената снижает содержание в отработавших газах СО и [СН] на 7-10%, улучшая таким образом экологические свойства моторных топлив.
Поэтому оксигенатные топлива в определенной степени могут быть отнесены к альтернативным топливам.
Основные физико-химические и эксплуатационные свойства простых эфиров приведены в табл. 22.
Сравнение приведенных в табл. 22 данных показывает, что наиболее высокими антидетонационными свойствами обладает ЭТБЭ, совсем немного уступает ему МТБЭ. Однако если сравнивать стоимость этих продуктов, то МТБЭ существенно дешевле, что связано с более высокой ценой этанола, используемого для производства ЭТБЭ.
Метод производства простых эфиров рассмотрен в разделе 1.3.
Основными производителями МТБЭ в России являются нефтехимические предприятия по производству синтетических каучуков, что связано с наличием на этих предприятиях производства изобутилена. К таким предприятиям относятся ОАО «Нижнекамскнефтехим» (г. Нижнекамск), ОАО «Синтезкаучук» (г. Тольятти), ОАО «Волжский каучук» (г. Волжский), ОАО «Уралорг-синтез» (г. Чайковский) и ряд других, которые вырабатывают около 520 тыс. т МТБЭ в год. Около 140 тыс. т МТБЭ вырабатывают на нефтеперерабатывающих заводах - ОАО «Омский НПЗ», ОАО «Коримое» (г. Москва), ОАО «Башнетехим» (г. Уфа) и др. МТБЭ вырабатывается в соответствии с ТУ 38.103704-90 и ТУ 2435-412-05742686-98.
Введение в базовые бензины до 15% МТБЭ позволяет получать неэтилированные автомобильные бензины разных марок с более высоким содержанием низкооктановых компонентов, чем при использовании алкилата [19].
Температура кипения МТБЭ равна 55 °С, что позволяет при его введении увеличить содержание в бензине низкокипящей фракции, улучшить ее октановое число и снизить температуру выкипания 50% бензина, что в свою очередь позволяет вовлекать в состав бензина вы-сококипяшие фракции процессов каталитического крекинга и риформинга. Кроме того, введение МТБЭ позволяет снизить содержание в бензине ароматических углеводородов и тем самым улучшить экологические свойства топлива.
МТБЭ хорошо растворяется в углеводородах и в гораздо меньшей степени по сравнению со спиртами вымывается водой, не выделяется из бензина при низких температурах. Несмотря на пониженную по сравнению с бензином энергоплотность (38,2 и 42,5 МДж/кг соответственно) мощностные характеристики двигателя практически не меняются, при этом расход бензина уменьшается на 7%. Температура холодного запуска двигателя снижается на 8-15 °С, предотвращается обледенение карбюратора, улучшаются моющие и другие эксплуатационные свойства бензина.
Применение МТБЭ в составе автомобильных бензинов было разрешено после тщательных исследований, однако многолетнее применение МТБЭ в составе автомобильных бензинов в США показало, что МТБЭ оказывает отрицательное влияние на здоровье человека. Многочисленные исследования установили, что МТБЭ является причиной более 20 заболеваний, в т.ч. астма, кратковременная потеря памяти, головная боль, раздражение кожи и т.п. В организм человека МТБЭ может попасть через органы дыхания из-за высокой испаряемости, а также через грунтовые воды, а затем и в питьевую воду в результате пролива, утечек из резервуаров, подвергшихся усиленной коррозии при контакте с МТБЭ и т.д. МТБЭ был обнаружен в 49 штатах США. Питьевая вода, содержащая МТБЭ, имеет специфический запах и вкус; особо чувствительные люди ощущают присутствие МТБЭ уже при концентрации в воде менее 10-4%. Учитывая эти обстоятельства, ПДК МТБЭ в питьевой воде установлена на уровне 5-10-7 % [30].
Все это привело к тому, что в США в конце 90-х гг. началась мощная кампания за запрет использования МТБЭ в составе автомобильных бензинов. Особо интенсивно эта кампания проводилась в штате Калифорния, в котором запрет на применение МТБЭ предполагалось ввести в 2003 г., однако позднее эта дата была перенесена на январь 2004 г. [28]. На остальной территории США запрет на использование МТБЭ предполагается осуществить к 2010 г. (рис.10). При этом сохраняется требование о содержании кислорода в автомобильном бензине на уровне 2%, что приведет к росту потребления этанола с 13,9 тыс. т/сутки в 2000 г. до 30,8 и 38 тыс. т/сутки в 2005. и 2010 гг. соответственно [29].
В остальных регионах мира по прогнозам до 2010 г. потребление МТБЭ останется на прежнем уровне, с некоторым снижением в странах Западной Европы, ростом в Восточной Европе и значительным (на 50%) ротом в Азии (рис.10).
В России МТБЭ допущен к применению до 15% в составе высокооктановых бензинов (с октановым числом по исследовательскому методу не менее 91) и до 8% в бензинах типа АИ-80.
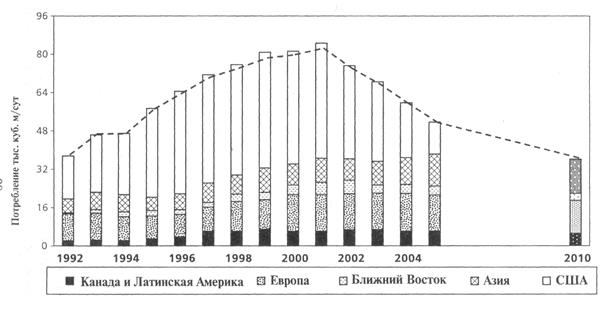
Рис. 10. Прогноз использования МТБЭ
Учитывая определенные экологические трудности с применением МТБЭ в составе автомобильных бензинов, делаются попытки найти замену МТБЭ. В частности, появилось сообщение о разработке биоразлагаемой добавки Envirolene (Инвайролин), которая может заменить МТБЭ в автомобильных, ТЭС в авиационных бензинах и может использоваться в дизельном топливе [27, с. 21]. Инвайролин представляет смесь прямоцепочеч-ных спиртов Ci-С8 топливного сорта с октановым числом 128; его получают из синтез-газа на установках по произодству метанола при замене катализатора.
ДИМЕТИЛОВЫЙ ЭФИР
По мнению экспертов, в настоящее время одним из наиболее перспективных топлив для дизельных двигателей является диметиловый эфир (ДМЭ).
Перспективность этого дизельного топлива определяется двумя основными обстоятельствами:
- сырьем для производства ДМЭ является природный газ;
- высокими эксплуатационными и экологическими свойствами ДМЭ.
Технология производства ДМЭ приведена в разделе 1.3.
Основные физико-химические и эксплуатационные свойства ДМЭ в сравнении с нефтяным дизельным топливом и другими топливами, которые могут быть использованы в дизельных двигателях, приведены в табл. 25.
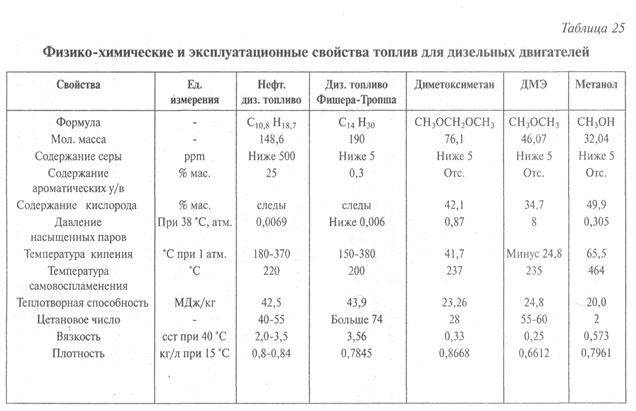
Среди положительных эксплуатационных качеств ДМЭ в первую очередь необходимо отметить высокое цетановое число (55-60 единиц). Наличие в молекуле ДМЭ атома кислорода обеспечивает:
- полноту сгорания ДМЭ, что обеспечивает практическое отсутствие в камере сгорания нагара и сажистых частиц в отработавших газах;
- снижение температуры горения топлива в камере сгорания и, как следствие, снижение содержания оксидов азота в отработавших газах и т.п.
Отсутствие серы в ДМЭ решает проблему содержания оксидов серы в отработавших газах, что является одной из наиболее актуальных проблем использования нефтяных дизельных топлив.
Проведенные на топливном стенде (серийный двигатель Д-245.12) испытания показали, что при работе на ДМЭ двигатель устойчиво работал на всех эксплуатационных режимах, включая режимы пуска и холостого хода. Мощность и экономичность (в энергетическом эквиваленте) двигателя при работе на ДМЭ и дизельном топливе оказались практически одинаковыми.
На всех режимах двигатель на ДМЭ работал при полностью бездымном выхлопе (коэффициент оптической плотности К=0%), в то время как при работе на дизельном топливе наблюдался типичный для дизелей уровень дымности отработавших газов: коэффициент оптической плотности К=17-28%.
Уровень выбросов окислов азота (NOX) на всех режимах был существенно меньше, чем на дизельном топливе. Особенно значительная разница наблюдалась на режимах Ne>50-100%, где снижение NOX было в 2-3 раза [32].
Наиболее существенными недостатками ДМЭ как дизельного топлива является в 1,5 раза меньшая теплота сгорания (28900 и 42500 кДж/кг для ДМЭ и дизельного топлива соответвственно), что приведет к увеличению расхода ДМЭ в 1,5-1,6 раза по сравнению с дизельным топливом. Такое положение потребует соответствующего соотношения цен ДМЭ и дизельного топлива, чтобы обеспечить конкурентноспособность ДМЭ. Последнее, очевидно, может быть реализовано только при широкомасштабном производстве ДМЭ на установках большой мощности (см. ниже).
Недостатками ДМЭ являются также низкая кинематическая вязкость (более чем в 20-30 раз меньшая по сравнению с дизельным топливом) и очень плохие смазывающие свойства - худшие среди всех топлив для дизельных двигателей. Пятно износа по методу HFRR для ДМЭ достигает значений 900 нм, для нефтяного дизельного топлива с содержанием серы 350 ррт 530-550 нм и для дизельного топлива, полученного процессом Фи-шера-Тропша около 650 нм при норме по EURO 3 не более 460 нм. Столь плохие противоизносные свойства потребуют применения или специальных противоиз-носных присадок, или принципиального изменения системы подачи ДМЭ в камеру сгорания.
Определенные сложности при внедрении ДМЭ свя

