 2015-06-16
2015-06-16 1751
1751Пояснительная записка к отчету по учебной практике
ЯГТУ 200503.62-013 ПТ
Нормоконтролер Работу выполнил
Кондидат технических наук студент гр. ЭУК-43
() В. А. Голкина () Т. В. Середа
«» 2015 «» 2015
Реферат
Объем 19с., 5 рис., 2 табл., источника
Объектом исследования является 2381-1701030 вал первичный.
Цель работы: закрепление теоретических и практических знаний, получаемых студентами в области технологии производственных процессов, организации и управления производством, технического регулирования и метрологии, контроля качества продукции и услуг, а так же изучение функций основных производственных подразделений и служб качества предприятий.
Методы исследования: диаграмма Парето, диаграмма Исикавы, анализ видов и причин брака.
Основные конструктивные и технико-эксплуатационные показатели:
Технические требования и нормы точности, качественные и количественные показатели служебного назначения машины, показатели размерных связей,
Содержание
Введение...............................................................................................4
Перечень обозначений и сокращений..............................................5
1. Обзор и описание деятельности и характеристика выпускаемой продукции ОАО «Автодизель»............................................6
1.1 «Автодизель» (Ярославский моторный завод, ЯМЗ)............6
1.2 Описание структуры документации СМК предприятия, а так же структуры процессов СМК предприятия........................................8
2. Анализ процесса обработки детали «вал первичный»..............12
2.1 Требования к качеству изготовления вала первичного...........12
2.2 Операции технического производства детали 2381-1701030 «Вал первичный».........................................................................................13
3. Управление улучшениями............................................................15
3.1 Анализ видов и причин брака деталей вала первичного.........15
3.2 Мероприятия по улучшению качества обработки детали 2381-1701030 в ЦКПиС........................................................................................17
3.3 Разработка процедуры управления технологическим оборудованием цеха....................................................................................17
Заключение........................................................................................29
Список использованных источников..............................................30
Введение
«Автодизель» – одно из крупнейших российских предприятий по производству дизельных двигателей многоцелевого назначения, сцеплений, коробок передач, запасных частей к ним, а также стационарных агрегатов на их базе. В процессе работы более конкретно рассмотрим цех УТК ЦКПиС и требования к качеству изготовления продукции на отдельных операциях вала первичного.
При организации контроля качества продукции большое значение имеют учёт и анализ брака. Цели и учёт анализа брака систематизировать данные о нём, выявить причины виновников его возникновения, разработать мероприятия по его предупреждениям и тем самым создать условия для организации целенаправленной работы по обеспечению высокого качества продукции предприятием. Учёт и анализ брака ведёт по первичной документации.
Цех УТК ЦКПиС выделяет основные технические процессы изготовления выпускаемой продукции. Технические требования и нормы точности определяются служебным названием машины и являются результатом преобразования качественных и количественных показателей служебного назначения машины в показатели размерных связей её исполнительных поверхностей. Рассмотрим установление связей между показателями служебного назначения и техническими требованиями коробками передач.
Перечень обозначений и сокращений
Гр. НСК
Гр. СИТ
ИКЦ
ИП
ЛСИГ и М
МО-
МС- метрологическая служба
ОГМст
ОП
ОССПК
ПК ЦКПиС
СИ-система измерения
СК- система контроля
СС ОССПК
УГК
ЦИЛ
ЯМЗ- Ярославский моторный завод
1 Обзор и описание деятельности и характеристика выпускаемой продукции ОАО «Автодизель»
1.1 «Автодизель» (Ярославский моторный завод, ЯМЗ)
Ярославский моторный завод – ОАО «Автодизель» (ЯМЗ) – крупнейшее российское предприятие и ведущие промышленное предприятие Ярославля, специализирующееся на разработке и производстве дизельных двигателей многоцелевого назначения. Завод так же производит выпуск сцеплений, коробок передач, запасных частей к ним, а так же стационарных агрегатов на базе дизелей ЯМЗ. Ярославские двигатели устанавливаться на автомобили, магистральные автопоезда, карьерные самосвалы, аэродромные тягачи, комбайны, лесовозы, экскаваторы, автобусы, а так же дизель-электрические станции и агрегаты. ОАО «Автодизель» (ЯМЗ) входит в состав группы «ГАЗ» - крупнейшего автомобилестроительного холдинга России (дивизион –«Силовые агрегаты»).
Ярославский моторный завод «Автодизель» основан в 1916 году как предприятие по сборке легковых и санитарных автомобилей для фронтов Первой мировой войны. Сегодня «Автодизель» – одно из крупнейших российских предприятий по производству дизельных двигателей многоцелевого назначения, сцеплений, коробок передач, запасных частей к ним, а также стационарных агрегатов на их базе. Ярославскими двигателями оснащаются более 300 моделей транспортных средств и изделий специального назначения, производимых предприятиями России, Белоруссии, Украины. Двигатели ЯМЗ устанавливаются на грузовые автомобили, магистральные автопоезда, карьерные самосвалы, автобусы, тракторы и зерноуборочные комбайны, строительно-дорожную технику, а также на дизель-электрические станции.
Ярославский моторный завод реализует ряд крупных инвестиционных проектов по производству продукции, соответствующей лучшим мировым стандартам. Ведущий среди этих проектов –производство средних рядных четырех- и шестицилиндровых дизельных двигателей семейства ЯМЗ-530 мощностью от 120 до 320 л.с. стандартов «Евро-4» с потенциалом обеспечения «Евро-5» и «Евро-6». Это новое дизелестроительное предприятие, построенное в России за последние 35 лет, по уровню технологической оснащенности и автоматизации производства не уступающее лидерам мирового автопрома.
Линия сборки головки цилиндров.
Производственная площадка ЯМЗ-530, созданная при поддержке ведущих мировых инжиниринговых фирм и поставщиков оборудования, обеспечивает мировой технологический уровень качества продукции. Проект соответствует политике государства в сфере экологической безопасности транспортных средств и признан Правительством РФ стратегическим для развития машиностроения в России.
Двигатели ЯМЗ-530 разработаны инженерно-конструкторским центром «Автодизеля» при поддержке компании AVL List (Австрия) с учетом многолетнего успешного опыта применения двигателей ЯМЗ на различной технике в сложных условиях эксплуатации. В двигателях ЯМЗ-530 использованы передовые конструктивные решения по компоновке, управлению, работе основных систем, обеспечивающих их надежность и экономичность. Двигатели ЯМЗ-530 обладают преимуществами перед большинством зарубежных и отечественных аналогов по таким показателям как мощность и крутящий момент при более низком расходе топлива. Невысокая стоимость двигателей при современной конструкции обеспечивает им высокий уровень конкурентоспособности как в России, так и за рубежом. Новые двигатели рассчитаны на применение на широком спектре техники, включая автомобильную, тракторную и сельскохозяйственную, силовые установки для промышленного применения, спецтехнику.
В 2012 году предприятие запустило в серийное производство тяжелый рядный двигатель ЯМЗ-650 с параметрами «Евро-4». Разработана конструкция и завершена подготовка производства V-образных дизелей ЯМЗ-6565, ЯМЗ-6585 «Евро-4» под широкую гамму техники. ЯМЗ-651 – это дизельный двигатель стандарта «Евро-4», разработанный на основе базовой модели рядного семейства ЯМЗ-650 (технологическая лицензия Renault Trucks) совместно специалистами «Автодизеля» и компании Rikardo (Великобритания). В двигателе ЯМЗ-651 для достижения параметров «Евро-4» использованы такие конструктивные решения как повышение энергии впрыска топлива, модернизация систем охлаждения и наддува и др. Двигатели представлены двумя базовыми модификациями ЯМЗ-651 (412 л.с.) и ЯМЗ-6511 (362 л.с.).
В конце мая 2013 года Ярославский моторный завод «Автодизель» заключил соглашение с компанией Westport, ведущим международным производителем автомобильных газотопливных систем и компонентов, о разработке линейки газовых двигателей для автомобильной, а также дорожно-строительной и сельскохозяйственной техники, работающей на сжатом природном газе. Линейка газовых двигателей экологических стандартов «Евро-4» и «Евро-5» создается на базе семейства моторов ЯМЗ-530. Новые газовые двигатели для коммерческого транспорта будут обладать техническими и потребительскими преимуществами базового семейства ЯМЗ-530 – высокой мощностью, экономичностью, надежностью, конкурентоспособной ценой. Объем инвестиций в проект составит около 600 млн руб., которые планируется направить на разработку газовых двигателей, а также на создание научно-исследовательской и опытно-конструкторской базы «Автодизеля» для дальнейшего развития линейки газовых двигателей предприятия.
· семейство средних рядных 4-и 6-цилиндровых дизельных двигателей ЯМЗ-530 мощностью 120-312 л.с. «Евро-4»;
· семейство тяжелых рядных 6-цилиндровых дизельных двигателей ЯМЗ-650 мощностью 362-412 л.с. «Евро-4», «Евро-3»;
· два семейства V-образных 6-, 8- и 12- цилиндровых дизельных двигателей мощностью 150-800 л.с., «Евро-4», «Евро-3», «Евро-2», «Евро-1», включающих 70 базовых моделей и свыше 300 комплектаций;
· десять моделей 5-, 8- и 9-ступенчатых коробок передач;
· сцепления;
· дизельные электроагрегаты, силовые установки на базе двигателей ЯМЗ мощностью 60-315 кВт;
· свыше 1900 позиций оригинальных запасных частей ко всей продукции предприятия.
1.2 Описание организационной структуры и функций метрологической службы ОАО «Автодизель».
В основных цехах выделены специалисты, отвечающие за метрологические отделы. В августе количество персонала составляло 286 человек, количество единиц оборудования 1888, производственная площадь 29955 квадратных метров, номенклатура производства 1030 поз., количество технологических процессов 324 единиц. Рассмотрим методическую инструкцию системы менеджмента, учёт и хранение средств измерений и контроля в инструментальных кладовых и на рабочих местах, где приведена схема организационной структуры метрологической службы ОАО «Автодизель» (ЯМЗ). (см. рисунок 1)
Подразделения, осуществляющие метрологическое обслуживание СИ И СК по видам измерений, которые приведены в таблице 1.
| Измерения | Измерения | ||||
| ЛСИГ и М | Геометрических величин массы, вместимости | ЦЗЛ | Силы и твёрдости, магнитные, ионизирующих излучений физико-химические, плотности вязкости, оптико-физические | ||
| ЦИЛ | Геометрических величин | ||||
| Гр. НСК | Метрологическая аттестация СК | ЦЭЛ | Давления и вакуума, расхода, времени и частоты, физико-химические, электрические и радиотехнические | ||
| Гр. СИТ | Теплофизические и температурные |
Таблица 1 - Ответственность структурных подразделений МС ОАО «Автодизель» по видам измерений.
| Начальник ОССПК |
| Центральная измерительная лаборотория (ЦИЛ) |
| Лаборотория СИ геометрических величин и массы (ЛСИГ и М) |
| Группа метрологии |
| Отдел стандартизации, Сертификации и планиро- вания качества (ОССПК) |
| Центральная энеретическая лаборотория (ЦЭЛ) |
| Группанестандартизированных средств технологического контроля |
| Отдел главного энергетика (ОГЭ) |
| Технический отдел ИП |
| Группа средств измерений тепловых величин (СИТ) |
| Отдел главного металлурга (ОГМет) |
| Центральная заводская лаборатория (ЦЗЛ) |
| Группа электронных методов измерений |
| Инженерно-конструкторский центр (ИКЦ) |
Рисунок 1- Организационная структура метрологической службы ОАО «Автодизель» (ЯМЗ)
| Прямое административное подчинение Организационно-методическое руководство |
Блок формирования основных входов деятельности
|
| *КД, устанавливающая требования к ключевым (критическим и значительным) параметрам и характеристикам продукции * ТД, устанавливающая требования к процессу производства и контроля готовой\ незавершённой продукции |
| Поставщики: ИКЦ, УГК, ОГМет |
| 6.1 Разделение целевых значений параметров и характеристик готовой\незавершённой продукции цеха на категории (критические\значительные\малозначительные) |
| Выход. Вход. |
| Разделённые на категории целевые значения параметров и характеристик готовой\ незавершенной продукции |
| 6.2 Разработка планов межоперационного и приёмочного контроля |
| Выход. Вход. |
| Разработанные планы межоперационного и приёмочного контроля |
| 6.3 Оформление планов контроля |
| 6.4 Утверждение планов контроля |
| Выход. Вход. |
| Выход. |
| Оформленныепланы контроля |
| Утверждённые планы контроля |
| Выходы деятельности |
| Разработанные и утверждённые планы межоперационного и приёмочного контроля товарной продукции цеха |
Окончание деятельности
Рисунок 2- Принципиальный алгоритм деятельности по разработке планов межоперационного и приёмочного контроля товарной продукции цехов ОП.
В основных цехах выделены специалисты, отвечающие за МО. Организация и управление деятельностью цеха (см. рисунок 3)
| Начальник цеха по производству |
| ЗАМЕСТИТЕЛЬ НАЧАЛЬНИКА ЦЕХА |
| ЗАМЕСТИТЕЛЬ НАЧАЛЬНИКА ЦЕХА |
| Начальник ПУ 82 |
| Начальник ПУ 80 |
| Начальник ПУ 90 |
| Начальник ПУ 84 |
| Мастер ПУ №3 |
| Мастера ПУ №93 |
| Главный специалист |
| Технологическая группа |
| Плановая группа |
| Специалист по техническим вопросам |
| Начальник участка №67 |
Рисунок 3- Организация и управление деятельностью цеха
Начальник цеха - отвечает за обеспечение выпуска продукции для потребителей в соответствии с планом производства (по номенклатуре, объёмам, срокам) и требованиям конструкторской и технологической документацией. Управление деятельностью цеха и основными ресурсами по функциям.
Заместители начальника цеха по производству, отвечают за планирование, управление запасами, управление производством шестерен газораспределения, стальных двигателей и сцеплений.
ПУ №82: начальник ПУ, отвечает за изготовление синхронизатора КП-236 и стальных двигателей.
ПУ №80: начальник ПУ, отвечает за обработку валов и шестерён.
ПУ №90: начальник ПУ, отвечает за изготовление сцеплений, чугунных и мелких стальных деталей.
ПУ №84: начальник, отвечает за обработку двигателей КП-239.
ПУ №3: мастер, отвечает за хозяйственную службу.
ПУ №93: мастера, отвечает за гальвано обработку.
Главный специалист.
Технологическая группа: руководители.
Плановая группа: Гл. специалист.
Специалист по техническим вопросам.
Участок №67 СЦ №3: начальник.
1. Описание основных технологических операций обработки вала первичного.
1.1 Требования к качеству изготовления вала первичного.
Цех УТК ЦКПиС выделяет основные технические процессы изготовления выпускаемой продукции. Технические требования и нормы точности определяются служебным названием машины и являются результатом преобразования качественных и количественных показателей служебного назначения машины в показатели размерных связей её исполнительных поверхностей. Рассмотрим установление связей между показателями служебного назначения и техническими требованиями коробками передач.
Ступенчатая коробка передач состоит из набора зубчатых колёс, которые входят в зацепление в различных сочетаниях, образуя несколько передач или ступеней с различными передаточными числами. При монтаже на прессовку подшипников производить безударным способам.
Фиксатор должен четко фиксировать муфту синхронизатора. Осевое перемещение втулок не допускается. Трущиеся поверхности смазать. Коробка передач должна работать бесшумно, с минимальным износом.
Сорта масла для смазывания элементов коробки передач участвующих в работе можно обосновать тем, что для нормальной безотказной работы коробки передач и обеспечения хорошего смазывания подшипников и трущихся поверхностей предпочтительно использовать индустриальное масло И-12А ГОСТ 20799-75.
Обеспечение требуемых допусков перекоса, параллельности и соотносительности валов в требуемых пределах, очень важно для правильной и долгосрочной работы коробки передач. Так как валы коробки передач являются базовыми деталями отдельных его узлов, то при их изготовлении должно учитываться то, что на поверхностях вала не допускаются трещины, велика вероятность возникновения дисбаланса.
2.2 Операции технического производства детали 2381-1701030 «Вал первичный»
| Название | Примечание | |
| Операция 10 Токарная (киевские) | (∅77,1+0,12, ∅78+0,2, р-р 9,5- 0,58) | |
| Операция 15 Кругошлифовальная | (∅70,4) | |
| Операция 20 Зубодолбежная внутренний зуб | (Р-р 72,04 +0,45\+0,19. биение по зубу за оборот 0,18) | |
| Операция 25 Зубозаостряющая | (вершина внутреннего зуба, домик.) (смещение 0,2 до 0,4 в одну сторону) | |
| Операция 35 Шлицефрезерная | 10 шлиц (р-р 8,2-0,9, ∅37,5-0,62, биение 0,1 диаметра \\0,05\100) | |
| Операция 40 зубофрезерная | Мажцентромер по таблице | |
| Операция 45 Вертикально- сверлильная | (р-р 113 +\-0,435, ∅11) | |
| Операция 50 вертикально-сверлильная | (3 отверстия выходят на ∅11, ∅6,5+0,36) | |
| Операция 55 Зубофасочная | потаблице | |
| Операция 60 Агрегатно-сверлильная | (3отв маслогоны между зубьями ∅4) | |
| Операция 70 зубошевинговальная | Межцентромер по таблице | |
| Операция 75- зубоконтроль | Межцентромер по таблице | |
| Операция 80 вертикально-сверлильная | (∅16+0,035) | |
| Операция 100 контроль | Калёный поток | |
| Операция 115 Токарная с ЧПУ | (∅25-0,02-0,04, ∅70+\-0,01 биение 0,15 – базовые, ∅52-0,12 биение 0,02, ∅50,7 -0,1-0,22, биение 0,06 по торцу, ∅53+0,032 +0,02биение 0,02) | |
| Операция 120 Токарная с ЧПУ | (конус, биение 0,04, внутр. ∅ 77,5 +0,02,биение 0,025) | |
| Операция 125 | – ∅50,70,1-0,22 где шлицы биение 0,03 | |
| Операция 130 Шлицешлифовательная | 10 шлиц (р-р 8,84-0,05, смещение шага шлиц 0,02) | |
| Операция 175- Контроль | клеймо на ∅2 | |
Таблица 2- Операции технического производства детали «Вал первичный»
Рассмотрев все операции по производству 2381-1701030 валу проведён анализ статистики брака за 2014 год. В журнале статистики [4] посчитав количество брака на операциях отметим операции, где нашлось больше всех дефектов. Это операции по номерами 10, 20, 130 и 40. Для наглядного примера рассмотрим диаграмму Парето на рисунке 4.
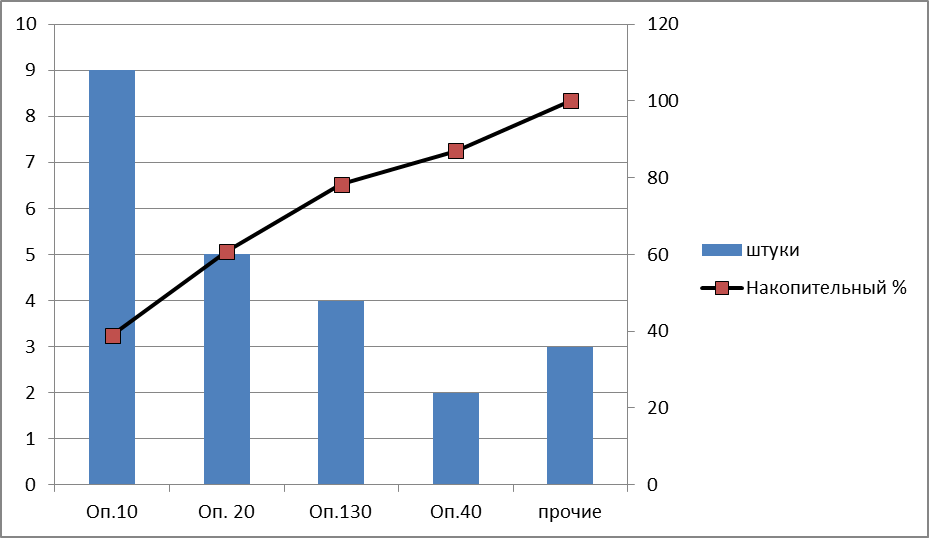
Рисунок 4 - Диаграмма Парето по 2381-1701030 валу за 2014г. Пооперационно.
Вывод: Рассмотрев диаграмму Парето наглядно представлены три ярко выраженные операции, на который чаще всего выявляется брак. Это операции 10, 20 и 130.
3.Управление улучшениями.
3.1 Анализ видов и причин брака деталей вала первичного.
При организации контроля качества продукции большое значение имеют учёт и анализ брака. Цели и учёт анализа брака систематизировать данные о нём, выявить причины виновников его возникновения, разработать мероприятия по его предупреждениям и тем самым создать условия для организации целенаправленной работы по обеспечению высокого качества продукции предприятием. Учёт и анализ брака ведёт по первичной документации.
При учёте определяются потери от брака и в стоимостном выражении (абсолютные и относительные), выявляются случаи брака ответственных ценных деталей, операции с хроническим браком. Группируются сведения о браке по цехам и участкам, групповым видам работ выявляются наиболее браконостные детали. Большую помощь в этом может оказать графический анализ и в частности использование диаграмм Парето.
Учёт и анализ брака позволяет выявить типичные и наиболее важные случаи брака, уточнить его причины, уточнить виновника брака, оценить эффективность мероприятий проводимых в целях ликвидации брака.
Диаграмма Исикавы инструмент, обеспечивающий системный подход к определению фактических причин возникновения проблем. Цель метода — изучить, отобразить и обеспечить технологию поиска истинных причин рассматриваемой проблемы для эффективного их разрешения. Диаграмма позволяет в простой и доступной форме систематизировать все потенциальные причины рассматриваемых проблем, выделить самые существенные и провести по уровневый поиск первопричины,[1].
В соответствии с известным принципом Парето, среди множества потенциальных причин (причинных факторов, по Исикаве), порождающих проблемы (следствие), лишь две-три являются наиболее значимыми, их поиск и должен быть организован. Для этого осуществляется:
· сбор и систематизация всех причин, прямо или косвенно влияющих на исследуемую проблему;
· группировка этих причин по смысловым и причинно-следственным блокам;
· ранжирование их внутри каждого блока;
· анализ получившейся картины.
Диаграмма Исикавы или "Рыбья кость" - это один из самых замечательных и простейших методов анализа возникшей проблемы, суть которого заключается в определении потенциальных причин спровоцировавших возникновение проблемы. Так например, при производстве продукции доля брака составляет определённый процент. Выясняют причину, рассматривая все составляющие участвующие в процессе производства такие как - сырьё, материалы (их соответствии ГОСТу), персонал (его квалификация), машины и оборудование, измерительные приборы, затраченное время (согласно технологии) и пр. Данный метод анализа является одним из самых распространённых в Японии. Поэтому у них отсутствует бракованная продукции, так как на каждом этапе технологического процесса идёт жёсткий контроль и анализ, тут же принимаются меры к ликвидации возникшей проблемы. Этим методом также можно проанализировать любые поставленные цели, т.е каким образом их можно достичь и что нужно для этого сделать (например увеличение объёмов производства, продаж и пр.).
Рассмотрев проблемы брака на предприятии систематизируем их в диаграмме Исикавы на рисунке 5.
| Брак |
| Сырьё, материалы |
| Персонал |
| Машины, оборудование |
| Квалификация работников |
| Окружающая среда |
| Оплата труда |
| Методы |
| Качество станков |
| Рабочий инструктаж |
| Приёмы труда |
| Контроль процесса |
| Освещённость |
| Безопасность труда |
| Нагрузки |
| Темп работы |
| Стресс в коллективе |
| Технические навыки |
| Образование работника |
| Профобучение |
| Эксплуатация оборудования |
| Уход за оборудованием |
| Качество материалов |
| Хранение |
| Ненадлежащий уход |
Рисунок 5 – Диаграмма Исикавы по браку
3.2 Мероприятия по улучшению качества обработки детали 2381-1701030 в ЦКПиС
Выяснив основные операции и проблемы, выберем и рассмотрим подробнее 3 операции, где по статистике за 2014г. выявлено больше всего дефектов, и разработаем мероприятия по улучшению качества обработки детали 2381-1701030.
Операция 10-токарная. Станок мод. 1А290П-8 инв.№0-33243,0-34540. Основной выявленный дефект: ослабление диагонали 77,8 и размера 9,5.
Предложенные мероприятия по улучшению:
-Провести наладку станка мод. 1А290П-8 инв.№0-33243,0-34540.Актуализировать стандарт оператора в части запуска потока и периодичности контроля деталей.
-Разработать график превентивного обслуживания оборудования и техоснастки на станки мод.1А290П-8 инв.№0-33243,0-34540.
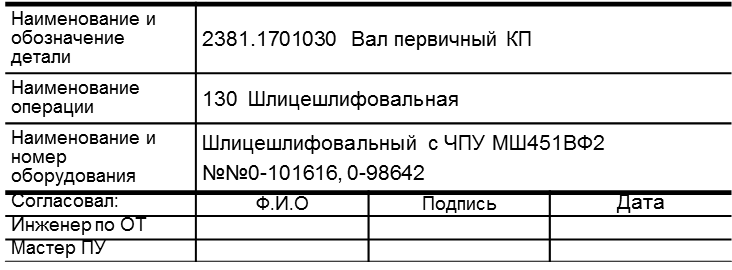
Операция 130-шлицешлифовальная. Станок мод. МШ-431 инв.№0-98643, 0-101616.
Основной выявленный дефект: не выдержаны размеры шлицев.
Предложенные мероприятия по улучшению:
-Актуализировать стандарт оператора в части запуска потока и периодичности контроля деталей.
Операция 20-Зубодолбёжная. Станок мод.КН25Н8 инв.№ 0-87848, 0-87847,0-87943.
Основной выявленный дефект: Зарез зуба
Предложенные мероприятия по улучшению:
-Произвести проверку технического состояния станка мод.КН25Н8 инв.№ 0-87848, 0-87847,0-87943. Составить акт проверки оборудования.
-При выявлении несоответствий произвести ремонт на основании акта проверки оборудования.
3.3 Разработка процедуры управления технологическим оборудованием цеха
Для снижения брака существуют рабочие стандарты работы оператора, которые укажут на безопасность выполнения операция и наглядно покажут действий операторов [5].


| педаль |
| хомутик |
| Стандарт работы оператора на шлицешлифовальном с ЧПУ МШ451ВФ2 0-98642 № документа: 81269. СО.167 |
| ПОРЯДОК ВЫПОЛНЕНИЯ ОПЕРАЦИИ Перед началом работы принять станок у наладчика. 1. Взять вал с тележки, установить и закрепить: - установить хомутик на деталь; |
| 1. Пульт управления 2. Защитный кожух |
| № документа: 98642.СО.167 |
| СТАНДАРТ РАБОТЫ ОПЕРАТОРА |






| Фото/Эскиз |
| Последовательность процесса |
| Безопасность |


| Общий пульт |
| - нажать педаль, установить вал в центра; |





| Фото/Эскиз |
| Последовательность процесса |
| Безопасность |

| винт поводка |
| - закрепить винт поводка; |
| - зафиксировать вал |

 | |||
 |
\



| Фото/Эскиз |
| Последовательность процесса |
| Фото/Эскиз |
| Безопасность |
| Последовательность процесса |
| Безопасность |

| винт хомутика |
| - закрепить винт хомутика |

| 2. Подвести шлифовальный круг. 3. Обработать. Включить цикл. |
| скоба 95510-3549 |

| 4. Замерить скобой. После останова цикла станка провести замер толщины шлица с отметкой в рапорте рабочего. -100% контроль толщины шлица скобой 7,84 -0,05 95510-3549 |
| вкл. «цикла» |
| 5. Снять вал: - отвернуть винт поводка; - нажать педаль, снять деталь; |
| винт поводка |

| педаль |

| Фото/Эскиз |
| Последовательность процесса |
| Безопасность |

| Провести замеры параметров с отметкой в рапорте рабочего: - контроль расположения шлиц по одной детали через каждые 5 шт калибром на расположение 95360-136 -через каждые 5 шт контроль поднутрения скобой 95510-3551 |


| НЕ |

| ПР |
| Фото/Эскиз |
| Последовательность процесса |
| Безопасность |

| Провести замер параллельности боковых поверхностей шлиц через каждые 30 деталей с отметкой в рапорте рабочего. Замер параллельности боковых поверхностей шлиц относительно оси вала 0,05 мм Установить изделие в центровых бабках на приспособлении 9691-2341. Ввести мерительный шарик в паз шлица изделия, плотно прижимая индикаторную колодку к упорной поверхности планки приспособления. Коснуться мерительным шариком боковой поверхности шлица, сделать натяг 0,3 мм и установить показание индикатора на «0». Изделие считается годным, если при перемещении индикаторной колодки допуск параллельности боковой поверхности шлиц относительно оси вала составляет 0,05 мм на длине 100мм. |


| 0,05 |

| Фото/Эскиз |
| Последовательность процесса |
| Безопасность |

| Провести замер параметра: смещение шага шлиц. Периодичность замера:в начале смены,после смены инструмента, переналадки, простоя оборуд. - 3 детали подряд и 1шт. через каждые 10 шт. При выявлении несоответствия перепроверить предыдущие 10 деталей. Замер смещения шага шлиц относительно оси вала не более 0,02 мм 1. Установить вал в призмы приспособления 96910-1905-3 2. Произвести замер смещения шага шлиц с помощью электронной скобы 95970-2047 3. Поворачивая вал, аналогично пункту 2 произвести замер всех шлиц. Результат замера занести в рапорт рабочего |
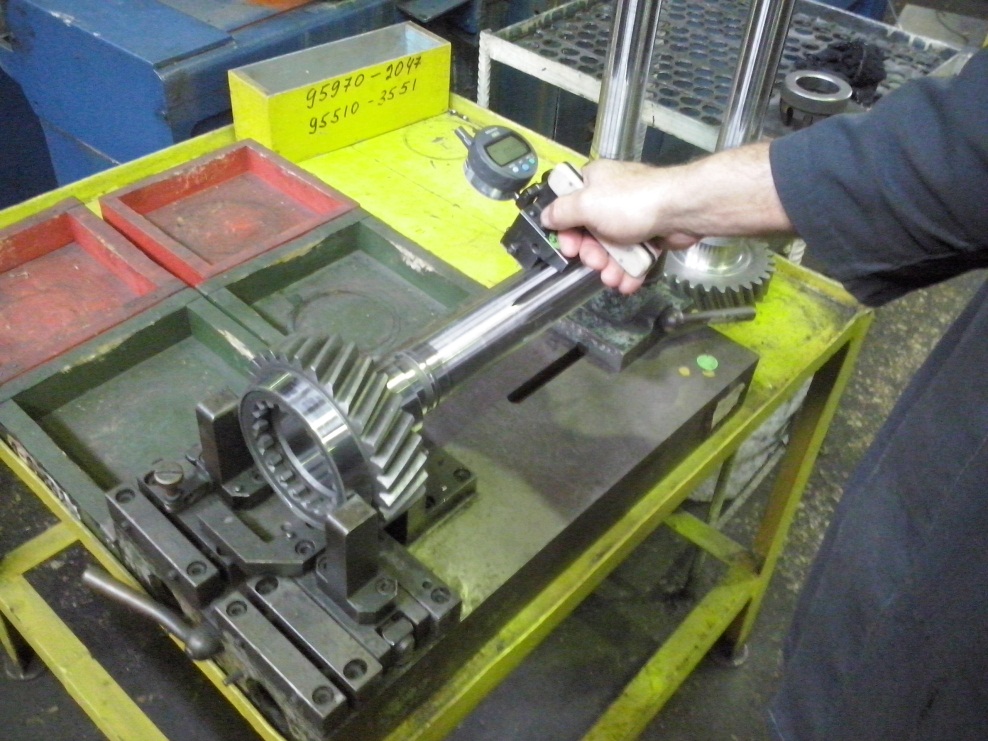
| 95970-2047 |
| 96910-1905-3 |
| Фото/Эскиз |
| Последовательность процесса |
| Безопасность |
| После замеров: - Первую годную деталь отложить в специальный ящик зеленого цвета; - последующие годные детали передавать на следующую технологическую операцию |


| Фото/Эскиз |
| Последовательность процесса |
| Безопасность |

| ДЕЙСТВИЯ ПРИ ВЫЯВЛЕНИИ ОТКЛОНЕНИЙ 1)Остановить работу. Отложить несоответствующую деталь в ящик красного цвета. 2) Произвести проверку всех ранее изготовленных деталей на данном оборудовании, с момента последнего контроля. 3) Для устранения выявленных отклонений обратиться к наладчику. 4) Предъявить данную деталь контролеру БТК для определения статуса детали. Изолировать деталь из потока в место хранения несоответствующей продукции. |
| Фото/Эскиз |
| Последовательность процесса |
| Безопасность |
| Общий пульт |
| ЧИСТКА ОБОРУДОВАНИЯ ЕЖЕДНЕВНО 1. Перед установкой каждой детали необходимо протереть базовые поверхности приспособления 2. При скоплении стружки внутри станка и в рабочей зоне необходимо прочистить ее щеткой через каждые 5 шт. 3. Смести шваброй грязь с трапа. Сделать отметку о проведенной уборке в Графике превентивного обслуживания для оператора |
| ЕЖЕНЕДЕЛЬНО Провести генеральную уборку. 4. Протереть станок, очистить станину. 5. Убрать грязь и стружку из под трапов. Сделать отметку о проведенной уборке в Графике превентивного обслуживания для оператора |





Заключение
Рассмотрели ОАО «Автодизель» (ЯМЗ) – крупнейшее российское предприятие и ведущие промышленное предприятие Ярославля, специализирующееся на разработке и производстве дизельных двигателей многоцелевого назначения. Разобрали более конкретно цех УТК ЦКПиС и требования к качеству изготовления продукции на отдельных операциях вала первичного.
Рассмотрев все операции по производству 2381-1701030 вала первичного - был проведён анализ статистики брака за 2014 год, произведён учёт и анализ брака. Учёт и анализ брака позволяет выявить типичные и наиболее важные случаи брака, уточнить его причины, уточнить виновника брака, оценить эффективность мероприятий проводимых в целях ликвидации брака.
В процессе работы были построены диаграммы Парето и Исикавы. Диаграммы позволяют в простой и доступной форме систематизировать все потенциальные причины рассматриваемых проблем, выделить самые существенные и провести по уровневый поиск первопричины.
Выяснив основные операции и проблемы, рассмотрели подробнее 3 операции, где по статистике за 2014г. выявлено больше всего дефектов, и разработали мероприятия по улучшению качества обработки детали 2381-1701030.
Список использованных источников
1. Методическая инструкция «Правила разработки межоперационного и приёмочного контроля» МИ 11.00.02-09
2. Рабочий стандарт по проведению приёмочного контроля дет 2381.-1701030-Вал первичный КП.
3. Методическая инструкция «Влияние учёта и отчётности по принятой продукции»
4. Журнал «Статистика брака 2013-2014г.»
5. «Стандарт работы оператора» 2381 Шлицешлиф СО








