 2015-07-14
2015-07-14 4304
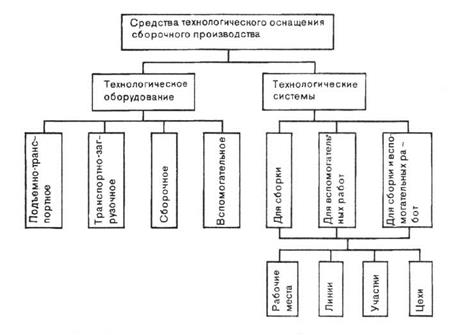
4304К средствам технологического отношения относят совокупность орудий производства, необходимых для реализации технологического процесса сборки. Сюда входит сборочное, транспортно-загрузочное, вспомогательное и подъемно-транспортное оборудование, приспособление и инструмент.
Выбор оборудования начинают с анализа параметров собираемого изделия, методов и последовательности сборки, а также режимов сборки. При этом сравнивают основное и штучное время для различных вариантов оборудования. Выбирают то оборудование, которое обеспечивает требуемое качество сборки, производительность и оптимальные затраты.
Выбор сборочного оборудования ведется по главным параметрам, определяющие его технические возможности:
- Размер рабочей зоны.
- Момент затяжки.
- Сила запрессовки.
- Температура нагрева (охлаждения).
Так, на выбор оборудования влияет форма, размер и масса изделия, технологические требования к сборке, программа выпуска и такт сборки, число запусков и размеры партий изделий. Классификация сборочного оборудования:
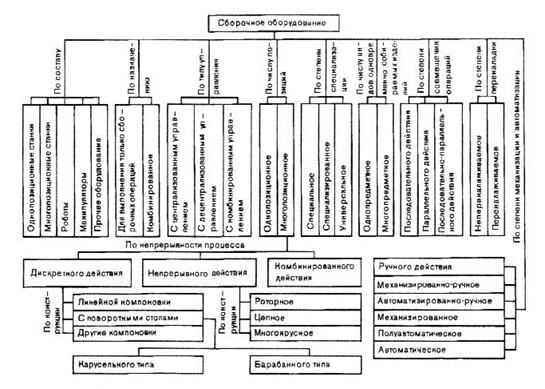
Рис.14
В сборочном оборудования выделяют следующие основные узлы:
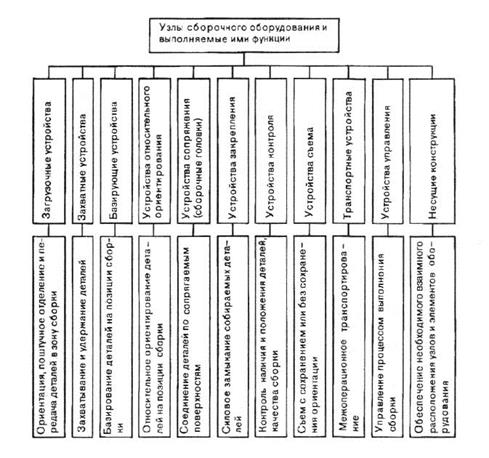
Рис.15
В единичном типе производства применяют универсальное сборочное оборудование. В мелкосерийном типе производства применяют универсальное и многономенклатурное сборочное оборудование, в том числе с ЧПУ.
В среднесерийном типе производства применяют переналаживаемое сборочное автоматизированное и механизированное оборудование (роботы, многономенклатурные линии сборки, сборочные центры, переналаживаемые сборочные станки).
В крупносерийном и массовом типе производства применяют автоматизированное, автоматическое, специализированное и специальное оборудование, оборудование агрегатно-модульного типа, РТК, промышленные роботы.
При определении компоновки и структуры оборудования, устанавливают оптимальный уровень автоматизации всех этапов операций.
При сборке до 3 – 4 компонентов выбирают однопозиционное сборочное оборудование, при числе компонентов более 4 выбирают многопозиционное сборочное оборудование.
Если такт сборки менее 3 секунд и число устанавливаемых компонентов не более 6, применяют оборудование непрерывного действия. Если такт более 3 сек. оборудование дискретного действия. Если число операций сборки не более 6 – 8 применяют многооперационные сборочные станки, при большем числе операций применяют сборочные линии.
Оборудование, применяемое при механизированной и кооперировано-ручной сборке подразделяют на:
1. Транспортное (рис. 16);
2. Подъемное (рис. 16);
3. Прессы;
4. Сборочные стенды.
Транспортное оборудование включает в себя: роликовые, ленточные конвейеры, сборочные тележки, приводные тележечные конвейеры, карусельные, напольные, подвесные, шагающие конвейеры.
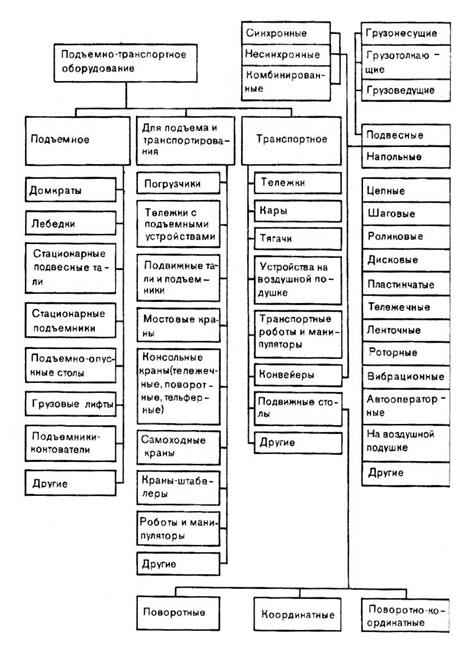
Рис. 16
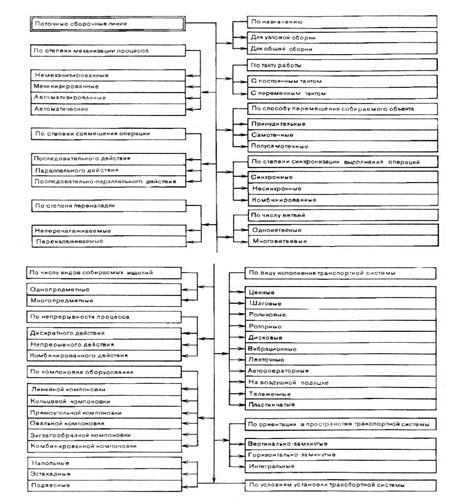
Рис. 17
Подъемное оборудование включает в себя: электрические тали (G = 0,25 – 5 т), консольные поворотные краны-балки (G = 85 – 850 кг), однобалочные краны балки (до 5 т), подвесные краны (до 10 т), мостовые краны (G = 10 – 500 т).
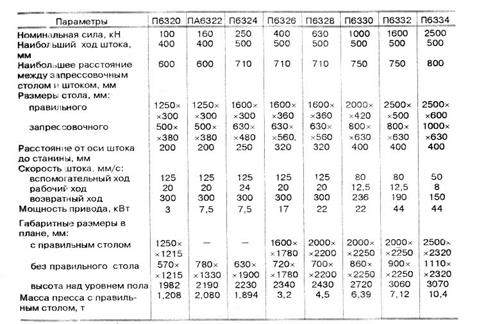
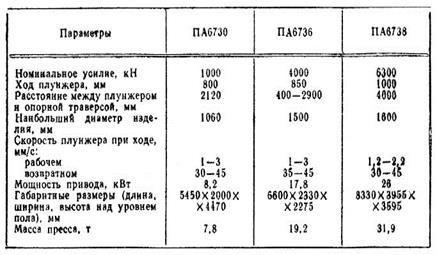
Прессы включают в себя: винтовые ручные (рис. 18 а,б), ручные реечные (рис. 18 в), пневматические (рис. 19 а), гидравлические (рис. 19 б,в), пневмогидравлические, электромагнитные. Параметры гидропрессов – смотри таблицу.
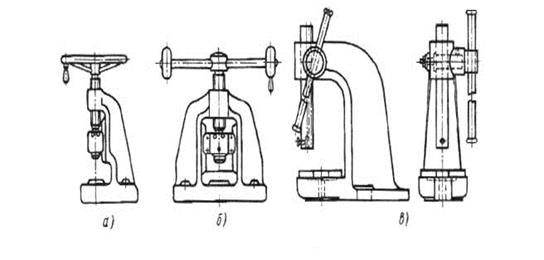
Рис. 18
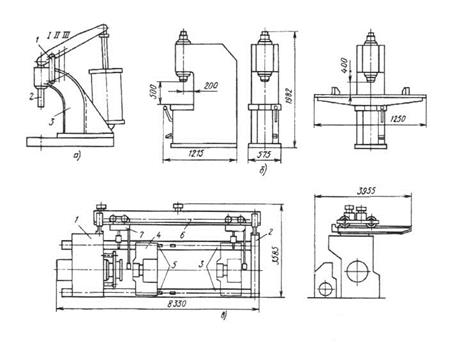
Рис. 19
Сборочные стенды – оборудование для сборки изделий в непоточном производстве, их конструкция зависит от размеров, формы и массы изделия, как правило, стенды позволяют изменять положения изделия в ходе сборки.

