 2017-12-14
2017-12-14 1361
1361
На рисунок 8.4. дана зависимость межэлектродного промежутка  от напряжения на электродах Uс.
от напряжения на электродах Uс.
 |
Рисунок 8.4 — Зависимость от напряжения на электродах UС
Кривая 1 соответствует камере малой вместимости, кривые 2 и 3 – большей вместимости.
При обработке в воде оптимальную длину межэлектродного промежутка можно определить по соотношению:
 , мм (8.16)
, мм (8.16)
где  – заданное напряжение на конденсаторах, В;
– заданное напряжение на конденсаторах, В;
 – индуктивность, Гн;
– индуктивность, Гн;
С – емкость конденсаторов, Ф.
Для электрогидравлического формообразования с взрывающимся проводником оптимальные длину и диаметр dпр проволоки также определяют по эипирическим формулам в зависимости от показателей установки:
 , мм (8.17)
, мм (8.17)
 мм (8.18)
мм (8.18)
где γпр – удельная проводимость материала проволоки, 1/Омּсм;
ρпр – плотность проволоки, г/см3;
qпр – теплота, необходимая для нагрева и испарения единицы массы проводникового материала, Дж/г.
2. Схема электровзрывной обработки
2.1 Штамповка
Для электрогидравлической штамповки применяются импульсы высокого напряжения, так как напряжение на электродах менее 30 кВт дает неустойчивый разряд. Кроме того, при повышении напряжения растет КПД процесса.
Электрогидравлическая объемная штамповка и ковка может осуществляться с помощью вспомогательного элемента, передающего усилие к заготовке, например металлического поршня. Причем, работа гидросистем 1 должна быть строго согласована по времени с электрическими разрядами между электродами.

Рисунок 8.5 — Схема электрогидравлического процесса
1 – гидросистема; 2 – камера; 3 – электроды; 4 – пружина; 5 – поршень; 6 – заготовка; 7 – стол.
Известна также электрогидравлическая штамповка экструзией (от позднелатинского слова — extrusion -выталкивание). Экструдер может быть шнековый или червячный.
Для этой цели несколько пар электродов располагают в пространстве последовательно. Если разряды в них возникают также последовательно с небольшой задержкой, то в камере можно получить высокое давление. Заготовку помещают за последними электродами в ресивере, в котором имеется фильера с выходом в атмосферу. Благодаря высокому давлению в ресивере возможно экструзионное выдавливание металла заготовки через отверстие фильеры.
2.2. Очистка изделий
Очистка изготовленных деталей — одна из самых распространенных операций в технологии машиностроения. Использование электрогидравлической очистки значительно повышает производительность этой операции для многих видов изделий.
В известных способах очистки, например литья — гидропескоструйной, дробеструйной, дробеметной и др. очень трудно добиться полной автоматизации процесса.
С этой точки зрения при очистке литых деталей сложного профиля из высокопрочных материалов преимущества электрогидравлической очистки проявляется в полной мере.
При использовании одного электрода необходимо поддерживать постоянную высоту его расположения над заготовками, так как от нее зависят параметры разряда, а следовательно, и качество очистки изделий.
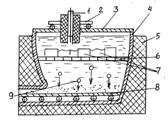
Рисунок 8.6 — Схема установки для электрогидравлической очистки литых деталей
1 – электрод; 2 – тележка; 3 – траверса; 4 – ванна; 5 – основание; 6 – решетка; 7 – заготовки (детали); 8 – транспортер; 9 – осажденные частицы.
Обычно для этого применяют механические копиры,,с помощью которых электроды перемещаются в зависимости от изменения положения обрабатываемых поверхностей заготовок. Площадь поверхности заготовки, надежно очищаемая одним разрядом, обычно ограничена окружностью диаметром 150…400 мм.
Поэтому необходимо согласовывать время между разрядами с расстоянием, пройденным электродом.
При очистке несколькими электродами их устанавливают на расстоянии 300…400 мм друг от друга.
Очистку надо проводить сразу после литья. Под действием электрических разрядов формовочная смесь отделяется от опок и литья и вместе со стержневыми составами выпадает через решетку в транспортер 8. Отходы идут снова в производство.
2.2.1 Электрогидравлическая очистка непрерывно движущейся ленты
Схема очистки ленты состоит в следующем. Лента через уплотнение входит в ванну с водой. Электроды установлены над загрязненной стороной ленты. Скорость ленты и число электродов выбирают из вышеприведенных условий.
2.2.2 Электрогидравлическая очистка в барабанах
Мелкие заготовки очищают в данных устройствах. В барабан заливают рабочую жидкость. Один или несколько электродов испускают разряды. При вращении барабана действие разрядов постепенно испытывают все заготовки.
Для стабилизации процесса необходима определенная загрузка по объему барабана (коэффициент заполнения) заготовками.
Очистка барабана производится прокачкой рабочей жидкости.
2.2.3 Электрогидравлическая очистка крупных заготовок
Крупные заготовки … очищают по схеме “швабры” (рисунок 8.7.). На заготовку 6 через прокладку 1 устанавливается шарообразный колпак 3, в котором смонтированы патрубки 2 для подачи рабочей жидкости, а также электроды 5 и механический манипулятор 4 для перемещения колпака по заготовке.

Рисунок 8.7 — Схема электрогидравлической очистки крупных заготовок
1 – резиновая прокладка; 2 – патрубок для рабочей жидкости; 3 – колпак шарообразный; 4 – механический манипулятор; 5 – электроды; 6 – заготовка.
Достоинства способа — простота устройства, малый расход рабочей жидкости. Применяется для очистки корпусов судов “на плаву”.
Электрогидравлическая очистка осуществляется по схеме, когда в результате разряда в полости из нее через узкое сопло выбрасывается струя абразивной суспензии с очень большой скоростью.
Абразивный материал можно добавлять в рабочую жидкость непосредственно перед выходом ее из сопла.
Для повышения эффективности очистки в качестве рабочей среды используют электролит, а на заготовку или на рабочую среду подают потенциал.
Таким способом можно производить и разрезание заготовок толщиной до 6 мм.
3. Получение неразъемных соединений электрогидравлическим способом
Электрогидравлическую обработку используют для развальцовки, обжатия и других подобных технологических операциях. Это позволяет механизировать наиболее массовые операции, ранее производимые вручную.
В судостроении, энергетическом машиностроении, химической промышленности широко применяются трубчатые теплообменники. Чтобы улучшить рабочие свойства теплообменников, их изготовляют из высоколегированных сталей, плохо поддающихся сварке.
Для крепления труб в трубных решетках стали применять электрогидравлическую запрессовку. Процесс осуществляется с помощью специальных патронов одно — или многоразового действия.

Рисунок 8.8 — Патрон одноразового использования
1 – герметизированная резиновая трубка; 2 – электроды; 3 – рабочая жидкость; 4 – труба; 5 – трубная решетка (коллектор).
При электрогидравлической обработке получается гарантированный натяг. Качество соединения трубы с коллектором улучшают целым рядом конструктивных и технологических мероприятий.
Так на поверхности отверстий коллектора предусматривают особые канавки, которые при разряде заполняются пластически деформированным металлом трубы. Тем самым повышается сцепление трубы. Тем самым повышается сцепление трубы с коллектором (плотность).
Иногда на сопрягаемые поверхности коллектора и трубы наносят слой вещества, которое при запрессовке заполняет все неровности на поверхностях сцепления.
Для повышения качества запрессовки необходимо соблюдать ряд условий:
1) диаметральный зазор между внутренней поверхностью трубы и наружной поверхностью патрона не должен составлять более 4 % внутреннего диаметра трубы;
2) длина гильзы патрона равна или немного меньше длины запрессовки (толщины трубной решетки – коллектора);
3) зазор между трубой и стенкой отверстия в коллекторе не должен превышать 2 % наружного диаметра трубы;
4) соединяемые поверхности должны быть тщательно зачищены и обезжирены.
Патрон многоразового действия отличается тем, что область разряда вынесена за пределы трубы.
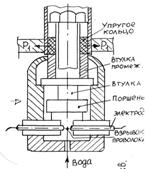
Рисунок 8.9 — Схема патрона многоразового действия
Принцип его работы основан на том, что после взрыва проволоки ударная волна воздействует на упругое кольцо через поршень и две втулки.
В результате упругое кольцо сжимается в осевом направлении и раздается в радиальном; появляется сила Р1, которая осуществляет развальцовку.
Для операции обжатия взрывающуюся проволоку наматывают на изолированную поверхность цилиндрической заготовки, предварительно покрытую изоляционным материалом (например, лаком). Шаг намотки и размер проволоки выбирают так, чтобы необходимую деформацию заготовки получить за 1 разряд.
При подаче импульсного напряжения проволока взрывается и деталь обжимает основу. Прочность соединения на 20…30 % выше, чем при запрессовке механическим способом. Производительность выше, расход энергии меньше, себестоимость меньше в 2,5 раза.
Электровзрывной обработкой можно исправить бракованные изделия:
– восстанавливать раздачей размеры изношенного поршневого пальца;
– править помятости на заготовке, помещаемой в контрольную форму и т.д.
4 Дробление материалов
Электрогидравлическое дробление применяется для измельчения только хрупких материалов.
Известно два способа обработки: внешним или внутренним разрядом.
При внешнем разряде один электрод устанавливают над измельчаемым материалом, который служит вторым электродом. При многократных разрядах материал постепенно измельчается и проваливается через сетчатое дно (сито).
При внутреннем разряде в измельченном теле просверливают отверстия, в которые входят электроды. Дробление происходят вследствие разрядов в объеме самого тела.
Если необходимо измельчать куски металла, то их смешивают с каким-нибудь вязким диэлектриком (пластмассой) в объемном отношении 1:5. В результате разрядов разрушаются преимущественно куски металла, которые затем отделяются от вязкого наполнителя благодаря разнице плотностей.
На показатели процесса дробления существенно влияет частота следования разрядов. При большой частоте снижается КПД процесса, так как свойства рабочей среды не успевает восстанавливаться.
В несменяемой рабочей среде оптимальная частота разрядов составляет 15…25 Гц, а при сменяемой рабочей среде частота разрядов выше.
На степень измельчения влияет скорость поступления материала в разрядную зону. Избыток материала приводит к его уплотнению, но не к измельчению.
При электрогидравлическом дроблении у измельченных частиц остаются острые края, возникающие при хрупком раскалывании более крупных кусков.
Так бетон, полученный на щебне, измельченном на электрогидравлической установке, обладает повышенной прочностью, так как увеличивается суммарная поверхность измельченных частиц.
Или еще. Абразив после электрогидравлической обработки не имеет плоских и игольчатых зерен, что улучшает его технологические свойства, так как получается больше граней, острых кромок. При электрогидравлическом дроблении зона обработки занимает не большой объем. Поэтому можно использовать оборудование, не отличающееся высокой прочностью к ударным нагрузкам.
Оборудование имеет простое устройство и низкую металлоемкость. Производительность при дроблении мелких фракций достигает 450 кг/ч, а при дроблении крупных фракций — до 2,5 т/ч.
5. Изменение свойств поверхности
Электрогидравлический эффект используют для изменения свойств поверхности, в частности: для нанесения покрытий, упрочнения и наклепа, спекания и уплотнения.
5.1 Нанесение покрытий
Можно наносить как металлические, так и неметаллические покрытия на поверхности заготовок. Процесс протекает в вакууме или газовой рабочей среде.
Проволочному электроду придают форму поверхности заготовки и располагают его на расстоянии, при котором область действия электрического взрыва охватывала бы всю напыляемую поверхность.
Параметры импульса напряжения задают из условия, чтобы весь проволочный электрод превратился бы в пар, а не в капли расплава. При этом обеспечивается надежное сцепление наносимого металла с поверхностью заготовки.
Если наносится неметаллическое покрытие, то исходный материал помещают в полый проволочный электрод. При взрыве проводника этот материал, испаряясь, покрывает обрабатываемую поверхность.
Параметры выбирают на испарение материала, а не на его сжигание.
Можно получить многокомпонентное, а также многослойное покрытие, благодаря последующему чередованию процессов с различными испаряющимися материалами.
5.2 Упрочнение и наклеп
Эти два явления почти всегда сопутствуют электрогидравлическому формообразованию, так как на заготовку действуют значительные механические нагрузки.
Можно осуществить и специальную технологическую операцию, в ходе которой на заготовку действуют также усилия, которые вызывают только упрочнение и наклеп, но не изменяют ее формы.
Если требования к качеству поверхности детали невысокие, то вместо второго электрода используют саму заготовку.
В противном случае применяют два электрода, а усилие к заготовке передают через промежуточное диэлектрическое упругое (“не слабое” звено) тело.
Данную технологическую операцию применяют, например, для упрочнения проволоки, а в качестве электрода служит непрерывно подаваемая проволока.
5.3 Спекание и уплотнение
При электрогидравлическом разряде в массе опилок или стружек благодаря высокому давлению материалы уплотняются, а термическое воздействие тока приводит к их спеканию. Этот процесс применяют для брикетирования стружки.
Известны и другие области применения электрогидравлического эффекта: обезгаживание (удаление газов), перемешивание жидкостей, удаление шлаков и примесей, получение эмульсий расплавов металлов, деэмульгирование, для создания вибрации заготовок.
Электрогидравлический эффект можно использовать совместно с другими воздействиями на заготовку.
Так, при штамповке или деформации крупных и толстостенных заготовок сначала применяют электрогидравлическое формообразование (при котором снижается στ обрабатываемого материала). Затем без паузы на данный участок заготовки воздействуют взрывом обычного взрывчатого вещества, чем и заканчивается деформация заготовки.
Электрогидравлический эффект применяют для прокачки рабочих сред при ЭХО или ЭЭО, когда несколько пар электродов устанавливают по тракту движения рабочей среды и последовательным их включением осуществляется прокачка среды.
6. Контрольные вопросы
1. Назовите две основные разновидности электровзрывного формообразования.
2. Каков принцип электрогидравлического формообразования при электрическом разряде в жидкости?
3. Поясните принцип нанесения покрытий электрическим взрывом проводников.
4. Каковы основные технологические схемы электрогидравлического формообразования?
5. Объясните принцип электрогидравлической штамповки.
6. В чем принцип электрогидравлической запрессовки элементов и каковы особенности данной операции?
7. Поясните процесс электрогидравлического дробления материалов и изменения свойств поверхности.

