 2018-02-13
2018-02-13 1410
1410Рисунок 2.5 – Числовое значение допуска
Числовые значения допуска формы и расположения поверхностей, указанное в рамке, относится ко всей длине поверхности заданной длины (или площади) (рисунок 2.6,а). Если допуск относится к любому участку заданной длины (или площади), то заданную длину (или площадь) указывают рядом с допуском и отделяют от него наклонной линией, которая не должна касаться рамки (рисунок 2.6,б,в).

а) б) в)
Рисунок 2.6
Повторяющиеся одинаковые или разные виды допусков, обозначаемые одним и тем же знаком, имеющие одинаковые числовые значения и относящиеся к одним и тем же базам, допускается указывать один раз в рамке, от которой отходит одна соединительная линия с ответвлениями ко всем нормируемым элементам (рисунок 2.7).

Рисунок 2.7
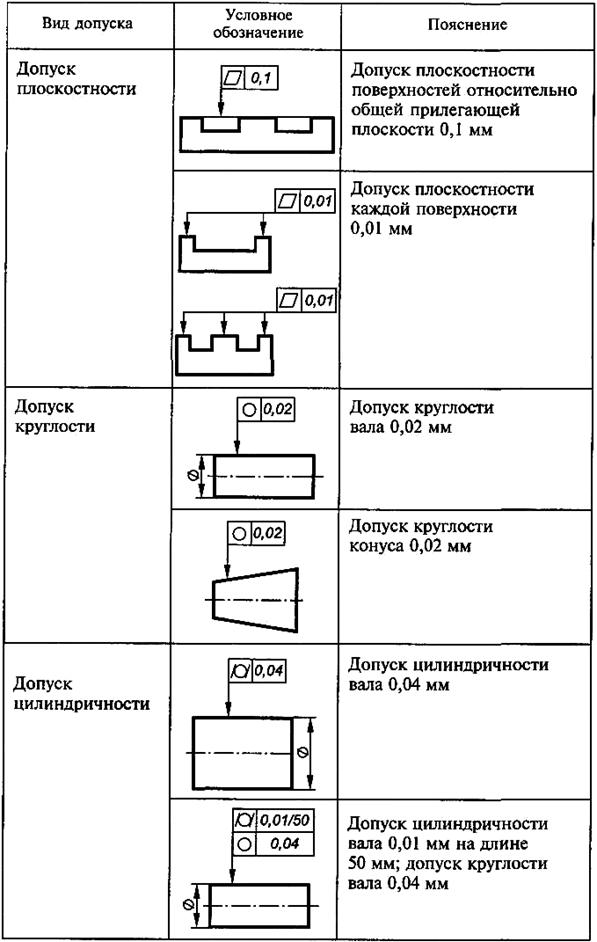
Примеры обозначения на чертежах допусков формы и расположения приведены в таблице 2.2.
Таблица 2.2 – Примеры обозначения допусков формы и расположения

 Продолжение таблицы 2.2
Продолжение таблицы 2.2
Продолжение таблицы 2.2

Отклонения и допуски формы поверхностей.
К отклонениям формы относят отклонение от плоскостности, отклонение от прямолинейности, отклонение от цилиндричности, отклонение профиля продольного сечения и отклонение от круглости.
Допуски Т плоскостности поверхности и прямолинейности приведены в таблице 2.2. Для каждого вида допусков установлено 16 степеней точности.
Таблица 2.2 – Допуски Т (мкм) плоскостности и прямолинейности
| Степень точности | Номинальная длина нормируемого участка поверхности, мм | ||||||||||
| До 10 | Св. 10 до 16 | Св. 16 до 25 | Св. 25 до 40 | Св. 40 до 63 | Св. 63 до 100 | Св. 100 до 160 | Св. 160 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | |
| 1 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1 | 1,2 | 1,6 | 2 | 2,5 |
| 2 | 0,4 | 0,5 | 0,6 | 0,8 | 1 | 1,2 | 1,6 | 2 | 2,5 | 3 | 4 |
| 3 | 0,6 | 0,8 | 1 | 1,2 | 1,6 | 2 | 2,5 | 3 | 4 | 5 | 6 |
| 4 | 1 | 1,2 | 1,6 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 |
| 5 | 1,6 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 |
| 6 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 |
| 7 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 |
| 8 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 |
| 9 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 |
| 10 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 120 | 160 |
| 11 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | 200 | 250 |
| 12 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | 200 | 250 | 300 | 400 |
| 13 | 60 | 80 | 100 | 120 | 160 | 200 | 250 | 300 | 400 | 500 | 600 |
| 14 | 100 | 120 | 160 | 200 | 250 | 300 | 400 | 500 | 600 | 800 | 1000 |
| 15 | 160 | 200 | 250 | 300 | 400 | 500 | 600 | 800 | 1000 | 1200 | 1600 |
| 16 | 250 | 300 | 400 | 500 | 600 | 800 | 1000 | 1200 | 1600 | 2000 | 2500 |
В таблице 2.3 приведены примеры назначение степеней точности для плоских и прямолинейных изделий.
Стандартом рекомендуются следующие уровни относительной геометрической точности, которые характеризуются соотношением между допуском формы и допуском размера: А – нормальная относительная геометрическая точность, когда для допуска формы используется 60% от допуска размера; В – повышенная точность, при которой используется 40% от допуска размера; С – высокая точность, при которой используется 25% допуска размера. Допуски плоскостности, прямолинейности, соответствующие уровням А,В и С относительной геометрической точности в зависимости от квалитета допуска размера, приведены в таблице 2.4.
Допуски формы цилиндрических поверхностей установлены в зависимости от интервала размеров и степени точности. ГОСТ 24643 – 81 предусматривает 16 степеней точности. Примеры назначения степеней точности для цилиндрических поверхностей приведены в таблице 2.5. Допуски формы цилиндрических поверхностей, соответствующие уровням А,В и С относительной геометрической точности, составляют примерно 30, 20 и 12% от допуска размера, так как допуск формы ограничивает отклонение радиуса, а допуск размера – отклонение диаметра поверхности. Допуски Т цилиндричности, круглости и отклонения профиля продольного сечения приведены в таблице 2.6. Допуски цилиндричности, круглости и профиля продольного сечения, соответствующие уровням А, В и С относительной геометрической точности в зависимости от квалитета допуска размера, приведены в таблице 2.7.
Таблица 2.3 – Назначения степеней точности для плоских и прямолинейных
деталей
| Степень точности | Применение | Окончательная обработка |
| 1,2 | Измерительные и направляющие по-верхности приборов, концевых мер длины, прецизионных станков | Доводка, суперфиниширование, тонкое шабрение |
| 3,4 | Измерительные и рабочие поверхности приборов(микрометров, поверочных плит) и станков высокой точности | Доводка, шабрение и шлифование повышенной точности |
| 5,6 | Направляющие приборов и станков нормальной точности. Рабочие поверхности упорных подшипников | Шлифование, шабрение, обтачивание повышенной точности |
| 7,8 | Разметочные плиты, рабочие поверхности ползунов, упорных подшипников, опорные поверхности рам, корпусов подшипников, станин, разъемы корпусов редукторов | Грубое шлифование, фрезерование, строгание, протягивание, обтачивание |
| 9,10 | Неподвижные стыковые поверхности, опорные поверхности машин пониженной точности, работающих при легких нагрузках, присоединительные поверхности арматуры | Фрезерование, строгание, обтачивание, долбление |
| 11,12 | Неответственные рабочие поверхности машин пониженной точности | Грубая механическая обработка |
Таблица 2.4 – Допуски Т (мкм) плоскостности, прямолинейности параллельности по
уровням относительной геометрической точности в зависимости от
квалитета
| Квалитет допуска размера | Уровень относи- тельной точности | Номинальные размеры, мм | |||||||||
| До 3 | Св. 3 до 10 | Св. 10 до 18 | Св. 18 до 30 | Св. 30 до 50 | Св. 50 до 120 | Св. 120 до 250 | Св. 250 до 400 | Св. 400 до 630 | Св. 630 до 1000 | ||
| 6 | А В С | 4 2,5 1,6 | 5 3 2 | 6 4 2,5 | 8 5 3 | 10 6 4 | 12 8 5 | 16 10 6 | 20 12 8 | 25 16 10 | 30 20 12 |
| 7 | А В С | 6 4 2,5 | 8 5 3 | 10 6 4 | 12 8 5 | 16 10 6 | 20 12 8 | 25 16 10 | 30 20 12 | 40 25 16 | 50 30 20 |

