 2014-02-02
2014-02-02 11995
11995Оборудование для сварочных и наплавочных работ
Основу стандартного сварочного оборудования, применяемого в вагонных депо, составляют источники питания.
Источник питания является электротехническим устройством, создающим или преобразующим электрическую энергию для питания сварочных установок. Источники питания для дуговой сварки должны иметь легкое зажигание сварочной дуги, устойчивое ее горение на всех режимах работы, способность ограничивать токи короткого замыкания.
К основным параметрам сварочных источников питания относятся номинальный сварочный ток и пределы его регулирования, напряжение питающей сети, холостого хода, напряжение на зажимах источника питания под нагрузкой (рабочее), номинальный режим работы, внешние характеристики.
Источники питания подразделяются:
– по роду тока – переменного (сварочные трансформаторы и однофазные электромашинные генераторы повышенной частоты), постоянного (сварочные выпрямители и электромашинные генераторы постоянного тока);
– по способу установки – стационарные, передвижные;
– по количеству обслуживаемых постов – однопостовые, многопостовые.
Источники питания различаются по конструктивному исполнению, мощности (малой, средней и большой), схеме подключения к сети (много- и однофазные) и назначению (универсальные и специализированные).
Для ручной дуговой сварки, резки и наплавки металлов широко используются передвижные трансформаторы сварочные типа ТД-300, ТД-500-У2, ТД-502, ТДМ-503-У2, ТДМ-503-1-У2, ТДМ-503-2-У2, ТДМ-503-3-У2, ТДМ-503-4-У2.
Трансформаторы служат для питания одного сварочного поста переменным током частотой 50Гц. при ручной дуговой сварке, резке и наплавке металлов.
Предназначены для работы в районах с умеренным климатом, на открытом воздухе под навесом, с температурой окружающей среды от - 40° до +40°С.
Сетевые провода подключаются к трансформатору через штепсельный разъем, сварочные - через токовые разъемы вставкой магистральной.
Регулирование тока плавно-ступенчатое. Два диапазона регулирования. Переключение диапазонов регулирования переключателем. Класс изоляции F по ГОСТ 8865-70, кроме того, защищены от перегрева термодатчиком. Все это повышает надежность трансформатора и его долговечность. Охлаждение естественное воздушное. Для удобства перемещения трансформаторы снабжены четырьмя колесами и ручкой, для подъема грузоподъемными механизмами имеются скобы.
Трансформаторы обеспечивают хорошее зажигание и устойчивое горение дуги.

Рисунок 12.1 – Трансформаторы модели ТДМ-402 и ТДМ-201
Модели ТДМ-402 и ТДМ-201 снабжены устройством импульсной стабилизации сварочной дуги.
Стабилизатор дает возможность производить сварку трансформатором с использованием электродов любых марок:
– углеродистых сталей переменным и постоянным током,
– чугуна,

Рисунок 12.2 – Трансформаторы модели ТДМ-201, ТДМ-319
В ТДМ-201 использовано плавное регулирование тока магнитным шунтом в одном диапазоне без переключателя.
ТДМ-319 предназначен для работы в шахтах на номинальный сварочный ток 315А. Подвижные катушки залиты эпоксидным компаундом, на кожухе выполнены двойные жалюзи.
Таблица 12.1 – Параметры сварочных трансформаторов
| Название/тип | ТСБ-145 УЗ | ТДМ-201И У2 | ТДМ-319 УХЛ5 | ТДМ-401 У2 | ТДМ-402 У2 | ТДМ-501 У2 |
| Напряжение питания (В) | 1×220 | 1×220 | 1×380 (1×660) | 1×38 (1×220) | 1×380 (1×220) | 1×380 (1×220) |
| Номинальная потребляемая мощность, (кВа) | 1,8 | Р ср-4,4кВт | 22,8 | 26,6 | 26,6 | |
| Номинальный сварочный ток при ПН, % | 145 (ПН 20%) | 200 (ПН 25%) | 315 (ПН 35%) | 400 (ПН 60%) | 400 (ПН 60%) | 500 (ПН 40%, 60%) |
| Диапазон регулирования сварочного тока | 60-145 | 50-200 | 150-330 | 70-460 | 70-460 | 100-560 |
| диаметр электродов, мм | 2-4 | 1,6-5 | 2,5-6,5 | 3-8 | 3-8 | 3-10 |
| Габариты, (мм) | 330×220×340 | 410×800×410 | 585×845×555 | 585×848×555 | 585×848×555 | 585×848×555 |
| Масса, (кг) | 21,5 |
Трансформатор ТДМ – 503 – 1 - У2 (рисунок 12.3) состоит из магнитопровода – сердечника, трансформаторных обмоток (первичной и вторичной), переключателя диапазонов тока и кожуха.
Обмотки трансформаторов имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижные и закреплены у нижнего ярма. Катушки вторичной обмотки – подвижные.
Трансформаторы снабжены емкостным фильтром, предназначенным для снижения радиопомех, создаваемых трансформатором при сварке. Фильтр состоит из конденсаторов, подключенных между каждым зажимом первичной обмотки и кожухом.
Для удобства перемещения трансформаторы имеют четыре колеса и ручку, а для подъема предназначены рым-болты, расположенные на крышке кожуха.

1 – устройство УСНТ-06-У2; 2 – переключатель диапазонов тока; 3 – корпус трансформатора; 4 – тележка
Рисунок 12.5 – Трансформатор ТДМ-503-1 У2
Напряжение, требуемое для процесса сварки, и падающая внешняя характеристика, необходимая для стабильного горения сварочной дуги, обеспечиваются конструкцией трансформатора, выполненного в виде понижающего трансформатора с повышенной индуктивностью рассеяния.
Ток регулируется переключением обмоток, чем достигаются два диапазона регулирования тока, и изменением расстояния между первичной и вторичной обмотками, что обеспечивает плавное регулирование тока внутри каждого диапазона.
Для повышения электробезопасности при сварке, резке и наплавке металлов трансформатор укомплектован устройством снижения напряжения холостого хода трансформатора УСНТ-06-У2.
Для питания сварочной цепи постоянным током используются сварочные выпрямители различных конструкций и типов.
Для примера рассмотрим выпрямитель сварочный ВД-306-УЗ.
Он состоит из понижающего трехфазного силового сварочного трансформатора с подвижными первичными катушками, блока полупроводниковых выпрямителей с вентилятором, пусковой и защитной аппаратуры, тележки, кожуха.
Все составные части выпрямителя смонтированы на тележке и защищены кожухом. Тележка двухколесная. Для перемещения выпрямителя предусмотрены выдвижные ручки, а для подъема – подъемные скобы.
Напряжение, необходимое для процесса сварки, падающая внешняя характеристика выпрямителя, необходимая для стабильного горения сварочной дуги, и регулирование сварочного, тока обеспечиваются трехфазным силовым трансформатором с повышенной индуктивностью рассеяния.
Повышенная индуктивность рассеяния создается путем расположения первичной и вторичной обмоток вдоль стержней сердечника на некотором расстоянии друг от друга.
Выпрямитель имеет два диапазона регулирования сварочного тока.
Переключение диапазонов сварочного тока осуществляется переключателем диапазонов тока.
Таблица 12.2 – Технические характеристики трансформатора ТДМ-503-1 У2
| Наименование | Параметры |
| Первичный ток, А: при исполнении на 220 В 380 В | |
| Номинальный сварочный ток, А | |
| Номинальное рабочее напряжение, В | |
| Напряжение холостого хода, В | 60 – 79 |
| Пределы регулирования сварочного тока, А: диапазон малых токов больших токов | 45 – 125 125 – 315 |
| Пределы рабочего напряжения, В | 22 – 32 |
| Продолжительность цикла сварки, мин | |
| Отношение продолжительности периода нагрузки к продолжительности цикла сварки (ПН), % | |
| Коэффициент полезного действия, % (не менее) | |
| Габаритные размеры, мм: | 785×765×750 |
| Масса, кг (не более) |

Рисунок 12.6 – Сварочный выпрямитель ВД-З06Д
Сварочный выпрямитель ВД-З06Д предназначен для ручной дуговой сварки покрытыми электродами изделий из стали на постоянном токе. Имеет возможность подключения приставки для аргонодуговой сварки (БУСП-ТИГ), пульта дистанционного регулирования тока.
Выпрямитель имеет тиристорное управление. В качестве дополнительных функций имеет регулировку тока короткого замыкания, переключатель крутизны вольт-амперных характеристик на три положения, переключатель ТIG/ММА. Обладает высокими сварочными свойствами, не отличающимися от лучших образцов выпрямителей. Имеет сертификат ВНИИСТа на применение ВД-306Д при строительстве нефте - газопроводов.
Выпрямитель имеет следующие основные технические решения:
– Широкий диапазон плавного регулирования сварочного тока
– Высокий уровень стабилизации сварочного тока при колебаниях питающей сети и изменениях температуры (-40...+40С)
– Возможность дистанционного регулирования сварочного тока
– Малое разбрызгивание при сварке ММА
– Легкий поджиг дуги и низкое дымо- газовыделение
– За счет выбора крутизны внешней характеристики возможна сварка в различных пространственных положениях
– Быстроразъемные, безопасные токовые разъемы
– Класс изоляции Н по ГОСТ 8865-70
Принудительное охлаждение
Таблица 12.3 – Технические характеристики сварочного выпрямителя ВД-З06Д
| Наименование | Параметры | |
| Режим работы | ММА | ТИГ |
| Напряжение питающей сети, В | 3×380 | |
| Номинальный сварочный ток при ПВ-100%, А | ||
| Пределы регулирования сварочного тока, А | 50 – 350 | 10 – 350 |
| Напряжение холостого хода, В, не более | ||
| Номинальное рабочее напряжение, В | ||
| Потребляемая мощность, кВА, не более | ||
| Масса, кг | ||
| Габаритные размеры (Д×Ш×В), мм | 390×650×600 |

Рисунок 12.7 – Выпрямитель сварочный многопостовой ВДМ-1202
Многопостовой сварочный выпрямитель предназначен для комплектации постов ручной дуговой сварки покрытыми электродами изделий из сталей на постоянном токе.
Выпрямитель сварочный многопостовой применяется в комплекте с балластными реостатами. Регулирование сварочного тока производится для каждого поста сварки независимо с помощью балластного реостата.
Силовая часть выпрямителя сварочного многопостового состоит из мощного силового трансформатора и современных выпрямительных модулей на диодах с улучшенной системой воздушного охлаждения. За счет оригинального решения по намотке силовых обмоток удалось значительно снизить габаритные размеры выпрямителя, повысить срок службы и долговечность изделия, повысить КПД. Этим выпрямителем традиционно комплектуются подразделения для сварки нефте-газопроводов.
Выпрямитель сварочный многопостовой ВДМ-1202 имеет следующие основные технические решения:
– Жесткая внешняя характеристика
– Класс изоляции Н
– Работает при температурах от -40С до +40С
Принудительное охлаждение
Таблица 12.4 – Технические характеристики выпрямителя сварочного многопостового ВДМ-1202
| Наименование | Параметры |
| Напряжение питающей сети, В | 3×380 |
| Номинальный сварочный ток при ПВ-100%, А | |
| Пределы регулирования сварочного тока, А | 250-1600 |
| Напряжение холостого хода, В, не более | |
| Количество постов, шт | |
| Номинальный сварочный ток поста при ПВ-60%, А | |
| Коэффициент одновременности работы постов | 0,5 |
| Коэффициент полезного действия, % | |
| Номинальное рабочее напряжение, В | |
| Потребляемая мощность, кВА, не более | |
| Масса, кг | |
| Габаритные размеры (Д×Ш×В), мм | 625×980×750 |

Рисунок 12.8 – Сварочный выпрямитель ВДУ-1601
Сварочный выпрямитель ВДУ-1601в комплекте со сварочным трактором, предназначенным для автоматической сварки под слоем флюса изделий из сталей. Также может быть использован для воздушно-дуговой резки или строжки угольным электродом.
Возможность местного и дистанционного регулирования сварочных параметров:
– Наличие тепловой защиты трансформатора от перегрузки
– Медные обмотки трансформатора
– Класс изоляции Н
– Принудительное охлаждение
Возможно использование со сварочными тракторами АДФ -1250, АДФ-1000, АДФ-800, ТС-17С, выпускаемыми группой предприятий «ИТС», а также со сварочными тракторами других производителей
Таблица 12.5 – Технические характеристики сварочного выпрямителя ВДУ-1601
| Наименование | Параметры |
| Напряжение питающей сети, В | 3×380 |
| Номинальный сварочный ток при ПВ-100%, А | |
| Пределы регулирования сварочного тока, А | 250-1600 |
| Напряжение холостого хода, В, не более | |
| Номинальное рабочее напряжение, В | |
| Потребляемая мощность, кВА, не более | |
| Масса, кг | |
| Габаритные размеры (Д×Ш×В), мм | 680×1160×1025 |

Рисунок 12.9 – Выпрямитель типа ВДМ-1202С
Описание СЭЛМА ВДМ-1202 С: Многопостовой сварочный выпрямитель типа ВДМ-1202С предназначен для комплектации сварочных постов ручной дуговой сварки покрытыми электродами изделий из углеродистых и легированных сталей на постоянном токе.
Выпрямитель не регулируемый и имеет жесткую внешнюю характеристику.
Регулирование сварочного тока производится для конкретного поста независимо с помощью балластного реостата.
– Простая конструкция.
– Высокая надежность и долговечность работы.
– Индикация сварочного тока и напряжения.
– Наличие автомата защиты сети.
– Работает при температурах - 40С до +50С.
– Простота обслуживания и ремонта.
– Класс изоляции Н.
– Максимально приспособлен для работы в тяжелых условиях эксплуатации.
Выпрямитель состоит из мощного силового трансформатора, современного выпрямительного модуля на диодах с улучшенной системой воздушного охлаждения.
Использование современной элементной базы и материалов позволило значительно уменьшить весогабаритные показатели, повысить срок службы и долговечность изделия, улучшить ремонтопригодность.
По сравнению с аналогичными многопостовыми выпрямителями ВДМ-1202С отличается лучшими технико-экономическими показателями, современным дизайном, повышенным сроком службы.
Выпрямитель состоит из мощного силового трансформатора, современного выпрямительного модуля на диодах с улучшенной системой воздушного охлаждения.
Использование современной элементной базы и материалов позволило значительно уменьшить весогабаритные показатели, повысить срок службы и долговечность изделия, улучшить ремонтопригодность.
По сравнению с аналогичными многопостовыми выпрямителями ВДМ-1202С отличается лучшими технико-экономическими показателями, современным дизайном, повышенным сроком службы.
Таблица 12.6 – Технические характеристики выпрямитель типа ВДМ-1202С
| Наименование | Параметры |
| Напряжение питания, В | 3 фазы 380 |
| Частота питающей сети, Гц | |
| Номинальное рабочее напряжение, В | |
| Номинальный сварочный ток одного поста, А | |
| Номинальный сварочный ток, А | |
| Напряжение холостого хода, min/max, В | |
| Диаметр электрода, мм | 3 – 6 |
| Количество одновременно работающих постов | |
| Потребляемая мощность, кВА | |
| Габаритные размеры, (Д×Ш×В), мм | 900×640×720 |
| Масса, кг |

Рисунок 12.10 - Выпрямитель типа ВДМ-6303 С
Описание СЭЛМА ВДМ – 6303 С: Выпрямитель сварочный многопостовой типа ВДМ – 6303С предназначен для комплектации постов ручной дуговой сварки покрытыми электродами изделий из углеродистых и легированных сталей на постоянном токе.
Преимущества:
– Выпрямитель может применяться в стационарных условиях в комплекте с балластными реостатами типа РБ-302, РБ-306.
– Выпрямитель не регулируемый и имеет жесткую внешнюю характеристику.
– Регулирование сварочного тока производится для конкретного поста независимо с помощью балластного реостата.
– Простая конструкция.
– Высокая надежность и долговечность работы.
– Индикация сварочного тока и напряжения.
– Наличие автомата защиты сети.
– Работает при температурах - 40С до +50С.
– Простота обслуживания и ремонта.
– Класс изоляции Н.
– Максимально приспособлен для работы в тяжелых условиях эксплуатации.
Выпрямитель состоит из одного мощного силового трансформатора, современного выпрямительного модуля на диодах с улучшенной системой воздушного охлаждения.
Использование современной элементной базы и материалов позволило значительно уменьшить весогабаритные показатели, повысить срок службы и долговечность изделия, улучшить ремонтопригодность.
По сравнению с аналогичными многопостовыми выпрямителями ВДМ-6303 С отличается лучшими технико-экономическими показателями, современным дизайном, повышенным сроком службы.
Таблица 12.7 – Технические характеристики выпрямитель типа ВДМ-6303 С
| Наименование | Параметры |
| Напряжение питания, В | 3 фазы 380 |
| Частота питающей сети, Гц | |
| Номинальное рабочее напряжение, В | |
| Номинальный сварочный ток одного поста, А | |
| Номинальный сварочный ток, А | |
| Напряжение холостого хода, min/max, В | |
| Диаметр электрода, мм | 3 – 6 |
| Количество одновременно работающих постов | |
| Потребляемая мощность, кВА | |
| Габаритные размеры, (Д×Ш×В), мм | 700×600×630 |
| Масса, кг |

Рисунок 12.11 - Выпрямитель типа ВДМ-1600С
Многопостовой сварочный предназначен для комплектации сварочных постов ручной дуговой сварки покрытыми электродами изделий из углеродистых и легированных сталей на постоянном токе.
Выпрямитель не регулируемый и имеет жесткую внешнюю характеристику. Регулирование сварочного тока производится для конкретного поста независимо с помощью балластного реостата.
Преимущества:
– Простая конструкция.
– Высокая надежность и долговечность работы.
– Индикация сварочного тока и напряжения.
– Наличие автомата защиты сети.
– Работает при температурах - 40С до +50С.
– Простота обслуживания и ремонта.
– Класс изоляции Н.
– Максимально приспособлен для работы в тяжелых условиях эксплуатации.
Выпрямитель состоит из мощного силового трансформатора, современного выпрямительного модуля на диодах с улучшенной системой воздушного охлаждения.
Использование современной элементной базы и материалов позволило значительно уменьшить весогабаритные показатели, повысить срок службы и долговечность изделия, улучшить ремонтопригодность.
Таблица 12.8 – Технические характеристики выпрямитель типа ВДМ-1600С
| Наименование | Параметры |
| Напряжение питания, В | 3 фазы 380 |
| Частота питающей сети, Гц | |
| Номинальное рабочее напряжение, В | |
| Номинальный сварочный ток одного поста, А | |
| Номинальный сварочный ток, А | |
| Напряжение холостого хода, В | |
| Диаметр электрода, мм | 3 – 6 |
| Количество одновременно работающих постов | |
| Потребляемая мощность, кВА | |
| Габаритные размеры, (Д×Ш×В), мм | 1100×705×780 |
| Масса, кг |

Рисунок 12. 12 – Выпрямитель сварочный ВД-201
Описание Искра ВД-201: Выпрямитель сварочный ВД-201 предназначен для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током.
Таблица 12.9 – Технические характеристики выпрямитель сварочный ВД-201
| Наименование | Параметры |
| Напряжение питания, В | 3 фазы 380 |
| Частота питающей сети, Гц | |
| Номинальное рабочее напряжение, В | 28 (падающие) |
| Пределы регулирования сварочного тока, А | 30-200 (плавающие) |
| Номинальный сварочный ток, А | |
| Напряжение холостого хода, В | |
| Номинальная потребляемая мощность, кВА | 14,3 |
| Диаметр электрода, мм | 1,6 – 5 |
| Габаритные размеры, (Д×Ш×В), мм | 550×890×730 |
| Масса, кг |

Рисунок 12.13 – Выпрямитель сварочный ВДГ-506-1
Описание Искра ВДГ-506-1: Выпрямитель сварочный ВДГ-506-1 предназначен для питания сварочного полуавтомата при сварке и наплавке в среде защитных газов (МИГ-МАГ - сварка), при сварке под флюсом и наплавке порошковой проволокой и может быть использован для питания 2-3 постов ручной дуговой сварки штучными электродами через балластные реостаты.
Таблица 12.9 – Технические характеристики выпрямителя ВДГ-506-1
| Наименование | Параметры |
| Напряжение питания, В | 3 фазы 380 |
| Частота питающей сети, Гц | |
| Номинальное рабочее напряжение, В | 50 (жесткие) |
| Пределы регулирования сварочного тока, А | 80-630 (жесткие) |
| Номинальный сварочный ток, А | |
| Напряжение холостого хода, В | |
| Номинальная потребляемая мощность, кВА | |
| Диаметр электрода, мм | 1,0-1,4 |
| Габаритные размеры, (Д×Ш×В), мм | 550×840×830 |
| Масса, кг |

Рисунок 12.14 -Выпрямитель сварочный ВДУ-309
Описание Искра ВДУ-309: Выпрямитель сварочный ВДУ-309 предназначен для ручной дуговой сварки, аргоно-дуговой сварки неплавящимся электродом, а также для полуавтоматической сварки плавящимся электродом в среде защитных газов.
Таблица 12.10 – Технические характеристики
| Наименование | Параметры |
| Напряжение питания, В | 3 фазы 380 |
| Частота питающей сети, Гц | |
| Номинальное рабочее напряжение, В | 18-36 (жесткие) |
| Пределы регулирования сварочного тока, А | 18-36 (жесткие), 40-315 (плавающие) |
| Номинальный сварочный ток, А | 60/315 |
| Напряжение холостого хода, В | |
| Номинальная потребляемая мощность, кВА | |
| Диаметр электрода, мм | 1,0-1,4 |
| Габаритные размеры, (Д×Ш×В), мм | 820×570×495 |
| Масса, кг |
ООО «Завод электросварочного оборудования «ИСКРА» сегодня крупнейший производитель электросварочного оборудования в России. Территория, на которой сегодня расположено предприятие, принадлежала когда-то железоделательному заводу, построенному по распоряжению Татищева в 1749г. Сварочное оборудование на Урале было выпущено в сентябре 1941г. на базе эвакуированного из Ленинграда и размещенного в Новоуткинске цеха сварочных машин завода «Электрик». После войны специализацию завода как предприятия, выпускающего сварочное оборудование, было решено сохранить, чтобы обеспечить им все отрасли промышленности от Волги до Дальнего Востока. Основными разработчиками сварочного оборудования для завода стали Институт Патона (Киев) и Институт сварки России (г. Санкт-Петербург).
Это позволило «Искре» стать ведущим предприятием в 70-х годах по производству сварочного оборудования. Завод «Искра», находясь 60 лет на рынке сварочного оборудования, выпускает сегодня его полный ассортимент. Основная серийная продукция предприятия – автономные сварочные агрегаты, сварочные генераторы, трансформаторы, выпрямители, автоматы и полуавтоматы, машины контактной сварки (точечные, стыковые, шовные), сварочные навесные установки и множество другой продукции. Все изделия имеют надежную конструкцию, высокие эксплуатационные характеристики, простоту в обслуживании, сравнительно небольшие габариты и массу. По сравнению с зарубежными аналогами, при тех же технических параметрах их стоимость значительно ниже.
Основные потребители продукции - предприятия нефтегазового комплекса, практически все отрасли промышленности, строительство, сельское хозяйство, энергетика. Завод работает более чем с 1000 крупными потребителями, имеет запас мощности, гибко реагирует на спрос.
Все оборудование выпускается в соответствии с государственными стандартами или ТУ и проходит полный цикл периодических и приемосдаточных испытаний
Сварочный выпрямитель СЭЛМА ВД-306 ДК (МИГ/МАГ - DC) представлен на рисунке 12.15.

Рисунок 12.5 – Сварочный выпрямитель СЭЛМА ВД-306 ДК (МИГ/МАГ - DC)
Выпрямители для полуавтоматической сварки ВД-306 ДК предназначены для сварки углеродистых, легированных и коррозионностойких сталей электродами с основным и целлюлозным покрытием на постоянном токе (режим ММА-DC); для сварки неплавящимся электродом в среде аргона на постоянном токе (режим ТИГ-DC) всех металлов и сплавов, за исключением алюминия и его сплавов при комплектации выпрямителей блоком управления сварочным процессом БУСП-ТИГ; для полуавтоматической сварки в среде защитных газов на постоянном токе (режим МИГ/МАГ-DC) при комплектации выпрямителей подающим механизмом.
Универсальный источник ВД-306 ДК, специально разработан для сварки стыков труб в трассовых условиях, а так же для использования в качестве источников сварочных головок орбитальной автоматической сварки в среде защитных газов и самозащитными порошковыми проволоками.
Выпрямитель может использоваться в тяжелых условиях эксплуатации на строительстве магистральных трубопроводов, на предприятиях судостроительной, машиностроительной и других отраслях промышленности стационарно или в составе передвижных сварочных агрегатов.
На сегодняшний день источники ВД-306ДК прошли апробацию и успешно эксплуатируются на строительных объектах «Газпром», «Транснефть» и на верфях Северодвинского судостроительного завода «Звездочка» (Россия).
Преимущества:
– работают при температурах от -40С до +50С;
– плавная регулировка сварочного тока;
– тиристорное регулирование сварочного тока;
– универсальные, так как имеют три вида вольтамперных характеристик:
– крутопадающая для режима ММА, жесткая для режима МИГ/МАГ, штыковая для режима ТИГ;
– сварка с низким разбрызгиванием;
– оснащены тепловой защитой от перегрузки;
– возможность дистанционного регулирования сварочного тока с помощью пульта;
– точная установка и высокая стабильность сварочного тока, при колебаниях питающей сети и изменениях температуры;
– высокое качество формирования сварочного шва;
– высокая стабильность горения дуги;
– быстроразъемные, безопасные токовые разъемы;
– сниженные габаритные размеры и масса;
– надежность работы и простота обслуживания.
Таблица 12.11 – Технические характеристики сварочный выпрямитель СЭЛМА ВД-306 ДК
| Наименование | Параметры |
| Напряжение питания, В | 3 фазы 380 |
| Частота питающей сети, Гц | |
| Номинальное рабочее напряжение, В | |
| Пределы регулирования сварочного тока, А | 50-350 |
| Номинальный сварочный ток, А | |
| Пределы регулирования рабочего напряжения, В | 17-32 |
| Напряжение холостого хода, В | |
| Потребляемая мощность, кВА | |
| Продолжительность нагрузки, % | |
| Диаметр электродной проволоки, мм | 1,2-1,6 |
| Диаметр электрода, мм | 1,2-1,6 |
| Габаритные размеры, (Д×Ш×В), мм | 630×390×600 |
| Масса, кг |
Завод был основан в 1946г. как предприятие по производству электротехнической продукции на базе мастерских по ремонту электробытовых приборов. Заводом изготавливались трансформаторы, подвесные и стационарные асинхронные двигатели. В дальнейшем завод специализировался как аппаратный по выпуску аппаратуры управления устройств для сварочных машин. Вторым рождением для завода стал период начала 70-х годов, когда были установлены прочные творческие связи с Институтом электросварки им. Е.О. Патона НАН Украины и Всесоюзным НИИ электросварочного оборудования, что позволило предприятию освоить выпуск современного электросварочного оборудования. Большое влияние на развитие завода оказал и непосредственно директор ИЭС - академик Борис Евгеньевич Патон.
Существенный толчок в развитии технологии производства, отладки и испытаний сложных электронных систем дала фирме работа с МНТК "Технологические лазеры". Фирма освоила выпуск систем управления мощными сварочными лазерами.
В 80-е годы вся выпускаемая фирмой продукция была аттестована государственным Знаком качества и поставлялась более чем в 30 стран мира.
В начале 90-х гг. руководством предприятия было принято решение развивать производство разнообразного электросварочного оборудования для всех видов дуговой сварки. В связи с этим в производство были внедрены более прогрессивные современные технологии - новый штамповочный комплекс c программным управлением производства немецкой фирмы TRUMPF, современная линия покраски порошковым напылением и автоматизированная линия распайки печатных плат.
За сравнительно короткий срок была освоена широкая гамма сварочных трансформаторов, выпрямителей, полуавтоматов и установок для аргонодуговой сварки.
В 1996 г. завод стал акционерным обществом.
ОАО Электромашиностроительный завод «Фирма СЭЛМА» является одним из наиболее крупных и известных производителей электросварочного оборудования в Украине и странах СНГ. Уникальность продукции завода состоит в том, что потребитель может приобрести всю необходимую гамму оборудования (около 80-ти наименований) для всех типов электродуговой сварки.
Для наплавочных работ применяются сварочные установки, выполненные по принципу токарных станков или снабженные кантователями.
Для примера рассмотрим установку УД209-УХЛ4 (рисунок 12.16), предназначенную для дуговой наплавки наружных цилиндрических поверхностей самозащитной порошковой проволокой с колебаниями электрода, проволокой сплошного сечения в углекислом газе и под флюсом по спирали. Диаметр проволоки в предел; от 1,2 до 3,2 мм.
Обеспечивает наплавку деталей по спирали с колебаниями электрода на ширину наплавляемой поверхности не боле 60 мм, линейную наплавку, а также сварку простых, кольцевых и продольных швов. Размеры наплавляемых деталей: диаметр – 25—360 м длина – 100 – 800 мм.
Станок наплавочный предназначен для установки наплавляемой детали, приведения ее в движение, подачи электродной проволоки в зону наплавки, перемещения электродной проволоки вдоль оси наплавляемой детали и, при: необходимости, приведения электродной проволоки в колебательное движение.
Состоит из станины, каретки, вращателя, механизма подачи мундштука, пиноли, газоотсоса и пульта управления.
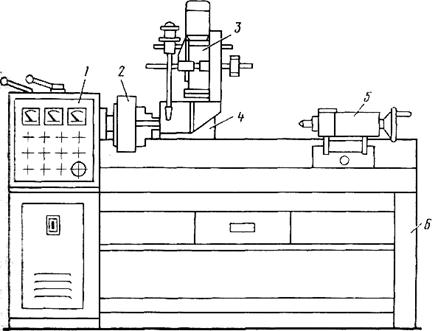
1 – пульт управления; 2 – вращатель; 3 – наплавочная головка; 4 – каретка; 5 – пиноль; 6 – станина
Рисунок 12.16 – Установка УД209-УХЛ4:
В вагонных депо применяются стенды для наплавки гребней колес, наплавки корпусов букс и восстановления шеек осей металлизацией для наплавки резьбы М-110 и др. установки.
Компрессоры и вакуумные установки
Для снабжения автоконтрольных пунктов,обслуживания пневматических тормозов па ПТО, а также для обеспечения пневматическогопривода инструментов и приспособлений, применяемых при ремонте вагонов, служат специальные компрессорные станции.
На крупных сортировочных станциях создаются объединенные компрессорные станции, обеспечивающие надежное снабжение - сжатым воздухом горочных замедлителей, устройств для очистки стрелок от снега, других пневматических устройств н одновременно снабжающие сжитым воздухом других потребителей, в том числе вагонные и локомотивные депо.
Небольшие компрессорные станции, смонтированные непосредственно в вагонных депо могут подавать до 60 м3/мин сжатого воздуха. Они оборудуются компрессорами ВП-10/8, ВП-20/8, ВП-20/8М, ВП-30/8. ВП = 50/8, ВП – 50/8М. Производительность станций, где применяются компрессоры ВП-30/8. ВП-50/8 или ВП-50/8М, достигает 200 м2/мин.
Компрессорная станция должна иметь не менее двух компрессоров с злектродвигателями и контрольными устройствами, работающими в автоматическом режиме. Машинный зал оборудуется кран-балкой грузоподъемностью, соответствующей массе самого тяжелого блока компрессора. Воздух забирается снаружи здания – с теневой его стороны. Для очистки воздуха перед компрессорами устанавливают специальные фильтры. Воздухосборники размещают равномерно по воздухопроводу и устанавливают у здания компрессорной, в парке станции и в вагонном депо.
Устройства автоматизации должны обеспечивать в заданном режиме пуск и остановку компрессора; регулирование подачи компрессоров в зависимости от давления воздуха в воздухосборнике; продувку холодильников, масловодоотделителей, воздухосборников; добавление масла в лубрикаторы; отключение компрессоров в случае возникновения аварийного режима. Аварийная сигнализация должна срабатывать в случаях, когда температура воздуха после обеих ступеней сжатия достигает 170 – 180°С, температура обмотки статора превышает 85 °С, давление масла в системе смазки 0,1 – 0,3 МПа, а также в случаях прекращения подачи охлаждающей воды или включения системы защиты электродвигателя.
Производительность компрессорной станции вагонного депо рассчитывается из условия обеспечения сжатым воздухом ПТО, депо и других потребителей узла при условии одновременного обслуживания на ПТО нескольких (обычно четырех) испытуемых групп составов, когда при поточной организации технического обслуживания автотормозов каждая ремонтная бригада заряжает тормозную сеть в одном составе и опробывает действия автотормозов в другом (т. е. по два состава в группе).
Компрессоры ВП-10/8, ВП-20/8, ВП-20/8М, ВП-30/8, ВП-50/8, ВП-50/8М (рисунок 13.1) – двухступенчатые поршневые крейцкопфные машины двойного действия с угловым расположением цилиндров: цилиндр I ступени – вертикальный, цилиндр II ступени – горизонтальный.

Рисунок 13.1 – Компрессор ВП-10/8. Общий вид.
Компрессор стационарный, поршневой, крейцкопфный, двухступенчатый, угловой,с водяным охлаждением, со смазкой цилиндрови сальников. В состав компрессора входят: компрессор, газоохладители, системы охлаждения, автоматического управления и защиты.
Компрессор включает следующие основные узлы: базу, цилиндры и электродвигатель. База состоит из унифицированных узлов кривошипно-шатунного механизма (коленчатого вала, шатуна, крейцкопфа), рамы, блока смазки механизма движения и лубрикатора (для смазки цилиндров и сальников). Рама чугунная литая, коробчатой формы, с внутренними ребрами усиления. В верхней части рамы предусмотрены плотно закрываемые крышками люки, обеспечивающие доступ к деталям механизма движения. Нижняя часть рамы служит резервуаром для масла. На верхней части рамы установлен указатель уровня масла.
Через всасывающий фильтр атмосферный воздух поступает в компрессор и затем последовательно сжимается в двух ступенях. В цилиндре I ступени воздух сжимается до давления 2,0 – 2,5 кг/см2 и подается для охлаждения в промежуточный холодильник с водомаслоотделнтелем.
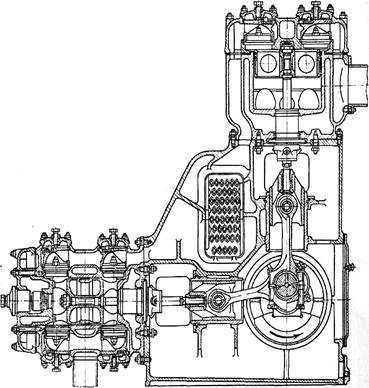
Рисунок 13.2 – Компрессор ВП-10/8
Из холодильника воздух идет в цилиндр II ступени, где сжимается до давления 8 кГ/см2, затем поступает в холодильник, в воздухосборник и далее в разводящую сеть.
Механизм компрессора смонтирован на литой чугунной станине, состоящей из кривошипной камеры и двух коробок для направляющих крейцкопфов вертикального и горизонтального цилиндра. Направляющие крейцкопфов компрессоров ВП-10/8 и ВП-30/8 выполнены в виде гильз, установленных на станине. В боковых стенках станины установлены корпуса коренных подшипников коленчатого вала, нижняя ее часть (картер) служит емкостью для масла. В станине имеется несколько окон для доступа к механизму движения, закрытых крышками, а у компрессоров ВП-10/8 и ВП-30/8 такие окна служат также для осмотра сальника. Кроме того, в верхней части станины компрессоров ВП-10/8 и ВП-30/8 предусмотрена камера для размещения промежуточного холодильника.
Коленчатый вал - стальной с одним коленом, на котором монтируется два шатуна. Вал опирается на два радиальных сферических роликоподшипника, па консольном конце его устанавливается ротор электродвигателя. На противоположном конце коленчатого вала монтируется привод масляного насоса. На щеках вала насажены противовесы для уравновешивания центробежных сил вращающихся масс кривошипно-шатунного механизма, в теле его просверлены каналы для подвода масла к шатунной шейке.
Смазка механизма движения — циркуляционная под давлением, осуществляется шестеренным насосом, который имеет привод от коленчатого вала компрессора. Смазка цилиндров и сальников осуществляется многоплунжерным насосом с приводом от коленчатого вала. К каждому цилиндру масло подводится в одной точке.
Охлаждение цилиндров компрессоров и холодильников - водяное. В компрессорах ВП-10/8 и ВП-30/8 охлаждающая вода подается в масляный холодильник, затем последовательно проходит промежуточный холодильник и водяные рубашки крышек цилиндров I и II ступеней, после чего отводится к сливной воронке. Для спуска воды в цилиндрах и холодильниках предусмотрены краны.
Кроме поршневых компрессоров в вагоноремонтном производстве находят применение винтовые маслозаполненные компрессоры различных моделей и разных производителей.
Винтовой компрессор – машина объемного сжатия с вращающимися роторами, на которых нарезаны винтовые впадины и зубья специального профиля. Зубья роторов находятся в зацеплении, а их впадины образуют парную полость. При вращении роторов, благодаря разрежению, создаваемому во впадинах при выходе зубьев из зацепления, происходит заполнение парной полости газом. При дальнейшем вращении объем парной полости уменьшается, перемещаясь в сторону нагнетания, а воздух сжимается до давления нагнетания. Сжатый воздух выпускается в нагнетательный патрубок. Процесс нагнетания продолжается до полного вытеснения воздуха из парной полости.
Маслозаполненные компрессоры имеют меньшие скорости вращения, чем компрессоры «сухого сжатия».
В маслозаполненных винтовых компрессорах внутрь рабочей полости сжатия впрыскивается большое количество масла 8-10 л/м3/мин, которое заполняет технологические зазоры и тем самым герметизирует компрессор. Кроме того, масло отводит теплоту сжатия, охлаждая компрессор, смазывает механизм движения и глушит шум. В отличие от поршневых машин, в винтовых маслозаполненных компрессорных станциях за счет такого внутреннего охлаждения становится возможным получать высокие степени сжатия до 12 кгс/см2 даже в одной ступени. Для очистки сжатого воздуха от масла на нагнетании винтового компрессора устанавливается маслоотделитель.
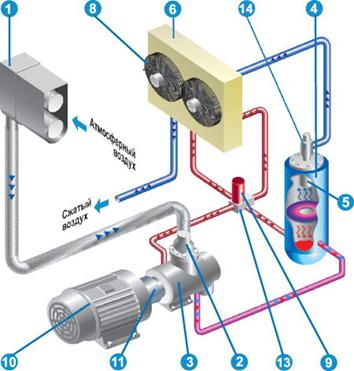
1 – воздушный фильтр, 2 – впускной клапан, 3 – винтовой компрессор, 4 – маслобак (первичный сепаратор), 5 – внутренний сепаратор, 6 – комбинированный радиатор, 8 – вентилятор радиатора, 9 – масляный фильтр, 10 – главный электродвигатель, 11 – муфта, 12 – термостат или 13 – термостатический клапан, 14 – клапан минимального давления
Рисунок 13.3 – Типовая схема установки с винтовым маслозаполненным компрессором общего назначения.
Атмосферный воздух через воздушный фильтр (1) и впускной клапан (2) поступает в винтовой компрессор (3). Здесь он смешивается с маслом, циркулирующим по замкнутому контуру для охлаждения и уплотнения зазоров, и образовавшаяся воздушно- масляная смесь нагнетается в пневмосистему. Первичное разделение масла и воздуха происходит в маслобаке (4). Предварительно очищенный от масла воздух проходит доочистку в сепараторе тонкой очистки или во встроенном внутреннем сепараторе (5). Затем через охлаждающий комбинированный радиатор (6) сжатый воздух поступает на выход компрессора. Основной поток масла из маслобака возвращается в винтовой компрессор через масляный фильтр (9).
Масло, в зависимости от температуры, проходит либо по малому кругу, либо по большому кругу через комбинированный радиатор (6). Регулировка осуществляется с помощью термостата, встроенного в комбинированный блок (12) либо термостатическим клапаном (13). Отделившееся масло в сепараторе тонкой очистки (5) отводится в винтовой блок (3). Винтовой компрессор (3) приводится в движение главным электродвигателем (10) посредством ременной или прямой передачи (11). Комбинированный радиатор (6) обдувается воздухом с помощью вентилятора (8).
В вагонных депо находят применение винтовые воздушные компрессорные установки производства ОАО «Казанькомпрессормаш». Установка включает в себя, смонтированные на общей раме, компрессор, электродвигатель, вертикальный 2-х ступенчатый маслоохладитель-маслосборник, воздушный маслоохладитель, фильтры масла и воздуха, концевой газоохладитель, трубопроводы, запорную и регулирующую арматуру, блок управления, шумозаглушающий кожух.

Рисунок 13.4 – Установка компрессорная АЭРОВИК А4-6,3/9
Таблица 13.1 – Технические характеристики копрессоров ОАО «Казанькомпрессормаш»
| Марка | Производительность м3/мин | Давление, МПа (кгс/см2) (абс). | Электродвигатель | Габариты установки, мм | Масса установки, кг | |
| Мощность, кВт | Напряжение, В | |||||
| ВВ-5/7 | 4,9 | 0,686 (7) | 2100×900×1210 | |||
| АЭРОВИК А4-6,3/9 | 6,3 | 0,883 (9) | 1450×900×1800 |
В вагоноремонтном депо Горький - Сортировочный используется маслозаполненный компрессор CSD 100 IVR производства Итальянской компании Ceccato Aria Compressa.
Рабочий элемент компрессора состоит из винтовой пары, содержащей два синхронизированных винтовых ротора, вращающихся в противоположных направлениях. Сжатие воздуха происходит за один оборот. Отсутствие возвратно-поступательных движений и малый коэффициент трения делают работу винтовой пары плавной. В результате не допускается сильного перегрева и резко снижается вибрация винтового компрессора.

Рисунок 13.5 – Общий вид компрессора CSD 100 IVR в вагоноремонтном депо Горький – Сортировочный
По сравнению с поршневыми компрессорами винтовые агрегаты имеют ряд ключевых преимуществ:
– возможность круглосуточной непрерывной работы
– высокая надежность
– низкие эксплуатационные расходы
– простота установки и эксплуатации
– низкий уровень шума
– возможность применения автоматического управления
– высокий уровень энергосбережения
– возможность применения частотных регуляторов для плавного регулирования производительности в широком диапазоне
– высокая чистота сжатого воздуха на выходе (содержание масла не более 2-3 мг/м3
Винтовые компрессоры с частотным приводом, оснащенные электронной системой регулировки частоты вращения двигателя, потребляют только то количество энергии, которое необходимо для сжатия требуемого в данный момент количества воздуха. Поскольку потребление воздуха обычно существенно меняется со временем, а производительность обычного компрессора постоянна, при выборе оборудования обычно исходят из максимально возможной потребности в воздухе. Таким образом, большую часть времени компрессор работает с производительностью большей, чем требуется, периодически переходя в режим разгрузки или останавливаясь, что сопровождается большими потерями энергии. «Инвертор» лишён этого недостатка, поскольку благодаря переменной частоте вращения, его производительность постоянно меняется во времени в зависимости от текущего потребления воздуха.
Таблица 13.2 – Технические характеристики компрессора
| Модель |  |  |  |  |  |  |  | ||
| атм | кВт | л/мин | дБ(А) | дюйм | L, мм | H, мм | W, мм | кг | |
| CSD 100/8 IVR | 1 ½" | 1.100 | 1.765 | 1.390 | 1.205 | ||||
| CSD 100/10 IVR | 1 ½" | 1.100 | 1.765 | 1.390 | 1.205 |
В вагонном хозяйстве в комплексе с компрессорной станцией применяются воздухосборники с номинальными объемами: 3,2; 4,0; 5,0; 6,3 м3 и рабочими давлениями: 0,8; 1,0 МПа (8, 10 кгс/см2). Представляет собой цилиндрический вертикальный сосуд с эллиптическими днищами, люком и арматурой. Рабочая среда - воздух.
Воздухосборники применяются для сглаживания скачков давления при неравномерном потреблении сжатого воздуха, для обеспечения потребителей сжатым воздухом при непродолжительном отключении компрессора.
Воздухосборники (ресиверы) для общепромышленных компрессоров должны соответствовать «Правилам устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденных постановлением Госгортехнадзора России № 91 от 11.06.2003 г.
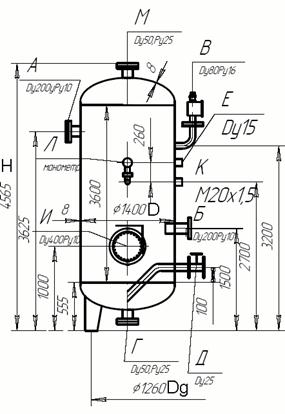
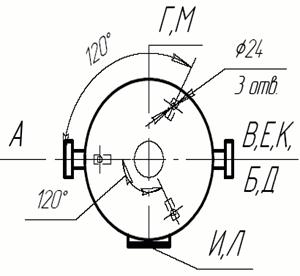
А – выход воздуха; Б – вход воздуха; Г – спуск; Д – слив конденсата; Е – регулятор производительности; И - люк; К – к манометру; Л – манометр; М – резервный; Dg – диаметр по опорам
Рисунок 13.6 – Воздухосборник для общепромышленного компрессора емкостью 6,3 м3
Таблица 13.3 – Габаритные и присоединительные размеры воздухосборников
| Объем, м3 | Давление, атм. | Высота, H, мм | Диаметр, D, мм | Диаметр по опорам, Dg, мм | Вход Б и выход А, мм |
| 3,2 | |||||
| 6,3 |

Рисунок 113.7 – Общий вид воздухосборника (ресивера)

