 2014-02-09
2014-02-09 42226
42226Размерной цепью называется совокупность взаимосвязанных размеров, определяющих взаимное расположение осей и поверхностей одной детали или нескольких деталей в изделии, расположенных в определённой последовательности по замкнутому контуру и непосредственно влияющих на точность одного из размеров контура.
Каждая размерная цепь состоит из составляющих звеньев (размеров) цепи и замыкающего звена (размера).
Замыкающим размером называется размер, получающийся последним в процессе обработки детали или сборки узла, величина и точность которого зависят от величины и точности всех остальных размеров цепи, называемых составляющими. По взаимному расположению размеров размерные цепи делятся на линейные, плоскостные и пространственные.
Линейными называются размерные цепи, звенья которых расположены параллельно друг другу.
Плоскостными называются размерные цепи, все или часть звеньев которых не параллельны друг другу, но расположены в одной или нескольких параллельных плоскостях.
Пространственными называются размерные цепи, все или часть звеньев которых не параллельны друг другу и расположены в непараллельных плоскостях
Угловыми называются размерные цепи, все звенья которых - угловые величины Признаками составляющих размеров угловой цепи часто бывают неперпендикулярность, непараллельность осей и поверхностей и тому подобные погрешности взаимного расположения поверхностей и осей деталей
Увеличивающими называются составляющие размеры, при увеличении которых замыкающий размер увеличивается.
Уменьшающими называются составляющие размеры, при увеличении которых замыкающий размер уменьшается.
Размер сборочной размерной цепи, который определяет функционирование узла или механизма, называется исходным (функциональным) размером (зазор, натяг, величина перемещения детали и т. д.). В процессе сборки этот размер, как правило, является замыкающим.
Предельные отклонения размеров назначают, в основном, руководствуясь следующими правилами:
- допуск назначается в тело детали;
- для охватывающих размеров отклонение назначается в «+»;
- для охватываемых размеров отклонение назначается в «-»;
- для прочих размеров отклонения назначаются симметрично - «±» (отклонения по абсолютной величине равны половине допуска).
При расчете размерных цепей различают прямую и обратную задачи.
Прямая задача заключается в определении допуска и предельных отклонений составляющих размеров по заданным номинальным размерам всех звеньев цепи и заданным предельным отклонениям исходного (замыкающего) звена.
Обратная задача заключается в определении номинального значения, допуска и предельных отклонений замыкающего размера по заданным номинальным размерам и предельным отклонениям составляющих звеньев.
Прямая задача, связанная с размерными цепями, решается при проектировании новых конструкций деталей, узлов и машин (проектные расчеты).
Обратная задача решается в случаях, когда в чертежах допуски на составляющие размеры установлены конструктором, исходя из конструктивных, технологических и экономических соображений и требуется проверить их соответствие допуску замыкающего звена (проверочные расчеты).
Как прямые, так и обратные задачи размерного анализа можно решать методом полной взаимозаменяемости; теоретико-вероятностным методом и другими методами, обеспечивающими неполную взаимозаменяемость.
Плоские и пространственные размерные цепи рассчитывают теми же методами, что и линейные. Необходимо лишь привести их к виду линейных размерных цепей. Это достигается путем проектирования размеров плоской цепи на одно направление, обычно совпадающее с направлением замыкающего размера, а пространственной цепи — на две или три взаимно перпендикулярные оси.
В размерном анализе и синтезе конструкций машин выбирают методы-достижения точности замыкающего звена, обусловленные способами решения размерных цепей. Методы и способы автономны и к ним относятся следующие.
Метод полной взаимозаменяемости — метод, при котором требуемая точность замыкающего звена размерной цепи достигается во всех случаях ее реализации путем включения составляющих звеньев без выбора, подбора или изменения их значений. Чтобы обеспечить полную взаимозаменяемость, размерные цепи рассчитывают способом на максимум-минимум, учитывающим только предельные отклонения звеньев размерной цепи и самые неблагоприятные их сочетания при помощи системы аддитивных допусков. При таких допусках влияние их на издержки производства значительное. Обеспечение заданных предельных отклонений при этом приводит к резкому повышению стоимости, а поэтому расчеты экономически оптимальной точности необходимы.
Метод неполной взаимозаменяемости применяется, когда требуемая точность замыкающего звена размерной цепи достигается с некоторым риском путем включения в нее составляющих звеньев без участия других методов. В этом случае допускаются перекрывающиеся допуски, и сборка может проходить с помощью методов групповой взаимозаменяемости, регулирования, пригонки, опираясь на теоретико-вероятностный метод расчета. Теоретико-вероятностный метод ограничивает выпуск бракованной продукции до небольшого допустимого предела с применением системы перекрывающихся допусков на основе случайного отбора деталей.
При методе групповой взаимозаменяемости требуемая точность замыкающего звена размерной цепи достигается путем включения в размерную цепь составляющих звеньев, принадлежащих к соответственным группам, на которые они предварительно рассортированы. Выбор метода представляет экономическую проблему и предполагает дополнительные издержки производства. Сортировка деталей увеличивает затраты на новую измерительную технику и привлекает дорогостоящие контрольные автоматы. Увеличиваются затраты труда контролеров. Растут складские расходы в связи с дополнительными затратами по хранению отсортированных деталей.
В методе регулирования требуемая точность замыкающего звена размерной цепи достигается изменением значения компенсирующего звена без удаления материала с компенсатора. Роль компенсатора обычно выполняет специальное звено в виде прокладки, регулируемого упора, клина и т. д. При этом по всем остальным размерам цепи детали обрабатывают по расширенным допускам, экономически приемлемым для данных производственных условий. К недостаткам метода следует отнести увеличение числа деталей в машине, что усложняет конструкцию, сборку и эксплуатацию.
В методе пригонки требуемая точность замыкающего звена размерной цепи достигается изменением значения компенсирующего звена путем удаления с компенсатора определенного слоя материала по оставленному припуску. Применяют способы совместной обработки деталей и при большом объеме выполняемых работ, при высокой точности его автоматизируют.
К задачам расчета размерных цепей относят следующее.
Задача синтеза (прямая) — та, при которой заданы параметры замыкающего звена (номинальное значение, допустимые отклонения и допуски) и требуется определить параметры составляющих звеньев.
Задача анализа (обратная) — задача, в которой известны параметры составляющих звеньев и требуется определить параметры замыкающего звена.
С учетом факторов, влияющих на изменение звеньев размерной цепи во времени, решаются две задачи — статическая и динамическая.
Сущность расчета размерной цепи заключается в установлении допусков, предельных отклонений, координат их середин, номинальных размеров всех звеньев.
По виду задач, в решении которых участвуют цепи, они делятся на конструкторские, технологические и измерительные.
Конструкторские размерные цепи решают задачу по обеспечению точности при конструировании. Они устанавливают связь размеров детали в изделии. На рис. 9.1 приведены примеры сборочных размерных цепей.
На рис. 9.1, а приведена элементарная сборочная размерная цепь, решающая задачу обеспечения точности сопряжения двух деталей. На рис 9.1, б тоже показана сборочная цепь, которая решает задачу обеспечения перпендикулярности поверхности 2 к оси 1, необходимой для базирования подшипника качения.
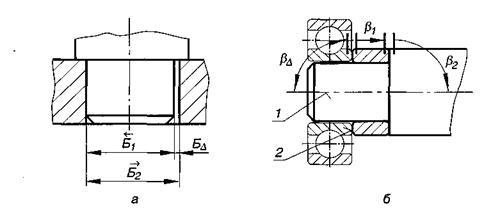
Рис. 9.1 Примеры сборочных размерных цепей.
Технологические размерные цепи решают задачу по обеспечению точности при изготовлена машин. Они устанавливают связь размеров деталей на разных этапах технологического процесса. На рис. 9.2, а изображена деталь с размерами, которые следует выдержать при изготовлении. Последовательность получения размеров приведена на рис. 9.2, б, в, г. На основании предложенного маршрута обработки построена технологическая размерная цепь (см. рис 9.2, д). При обработке детали выдерживаются размеры С1, С2, Сз, а размер С Δ получается автоматически.
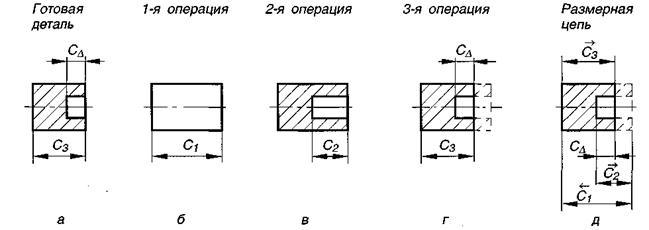
Рис. 9.2. Принципы построения конструкторских размерных цепей
Перед тем как построить размерную цепь, следует выявить замыкающее звено, которое, допустим, определяет нормальное функционирование механизма. Размер или предельное отклонение замыкающего звена назначают или рассчитывают исходя из условий работы и/или требуемой точности.
Например, размер и предельные отклонения замыкающего звена АΔ принимаются такими, которые обеспечивали бы свободное вращение зубчатого колеса при минимальном возможном смещении его вдоль оси. Несовпадение вершины делительного конуса конической шестерни с осью вращения конического колеса (рис. 9.5, а, б) определяется степенью точности зубчатых колес, а его предельные значения находятся по соответствующему стандарту. Надо только установить, между какими деталями стоит размер замыкающего звена, а затем связать эти детали цепью размеров.
Например, на рис. 9.3, б размер замыкающего звена БΔ стоит между осью и торцом зубчатого колеса; на рис. 9.5, a AΔ стоит между осью отверстия в корпусе и вершиной делительного конуса конического колеса и т. Д.
Рассмотрим наиболее типичные варианты сборочных размерных цепей*. Первый вид размерных цепей приведен на рис. 9.3, второй — на рис. 9.4., третий — на рис. 9.5.
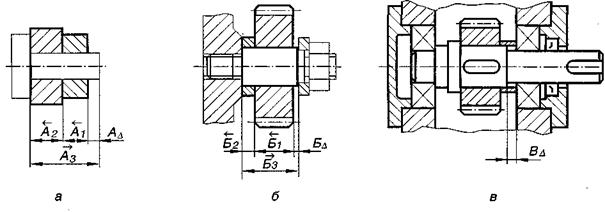
Рис. 9.3. Первый вид размерной цепи.
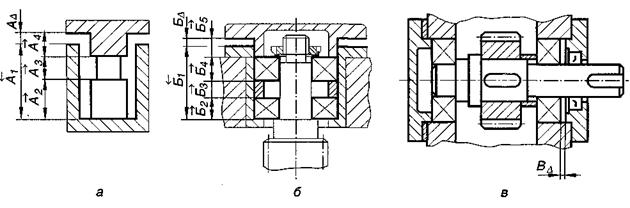
Рис. 9.4. Второй вид размерной цепи.
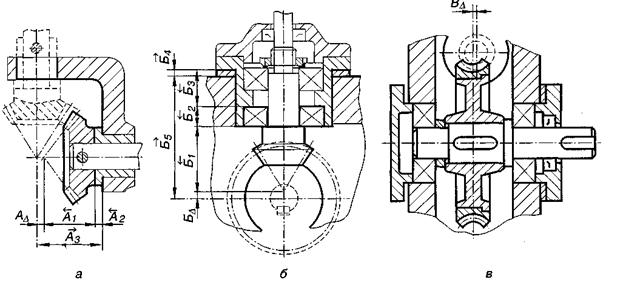
Рис. 9.4. Третий вид размерной цепи.
При построении размерных цепей следует руководствоваться их основными свойствами:
- цепь должна быть замкнута;
- размер любого звена сборочной цепи должен относиться к элементам одной и той же детали; исключением является замыкающее звено, которое всегда соединяет элементы разных деталей;
- цепь должна быть проведена наикратчайшим способом, т. е. деталь своими элементами должна входить в размерную цепь только один раз.
Основные соотношения размерных цепей
Размерная цепь всегда замкнута. На основании этого свойства существует зависимость, которая связывает номинальные размеры звеньев.
Для плоских размерных цепей с номинальными звенья ми она имеет следующий вид:
 (9,1)
(9,1)
где: n и p — число соответственно увеличивающих и уменьшающих звеньев в размерной цепи. Для определения зависимости, которая связывает допуски звеньев в размерной цепи, найдем вначале наибольшее значение замыкающего звена:
 (9.2)
(9.2)
затем наименьшее значение:
 (9.3)
(9.3)
Вычитая из (9.2) (9.3) получаем:
 (9.4)
(9.4)
где: m – количество звеньев размерной цепи, включая замыкающее звено.
Методы решения размерных цепей
Метод полной взаимозаменяемости. Метод, при котором требуемая точность замыкающего звена размерной цепи получается при любом сочетании размеров составляющих звеньев. При этом предполагают, что в размерной цепи одновременно могут оказаться все звенья с предельными значениями, причем в любом из двух наиболее неблагоприятных сочетаний (все увеличивающие звенья с верхними предельными размерами, а уменьшающие с нижними, или наоборот). Такой метод расчета, который учитывает эти неблагоприятные сочетания, называется методом расчета на максимум — минимум.
Метод неполной взаимозаменяемости. Это метод, при котором требуемая точность замыкающего звена размерной цепи получается не при любых сочетаниях, а при ранее обусловленной части сочетаний размеров составляющих звеньев.
Сборка осуществляется без пригонки, регулировки и подбора звеньев.
Метод исходит из предположения, что сочетание действительных размеров составляющих звеньев в изделии носит случайный характер, и вероятность того, что все звенья с самыми неблагоприятными сочетаниями окажутся в одном изделии, весьма мала.
Такой метод расчета, который учитывает рассеяние размеров и вероятность их различных сочетаний, называется вероятностным методом расчета. Другими словами, метод допускает малый процент изделий, у которых замыкающее звено выйдет за рамки поля допусков. При этом расширяются допуски составляющих цепь размеров, и тем самым снижается себестоимость изготовления деталей.
Задачей расчета является назначение допусков на составляющие звенья, соответствующих одинаковой степени точности.
Метод пригонки. Это метод, при котором требуемая точность замыкающего звена размерной цепи достигается изменением размера компенсирующего звена путем снятия с компенсатора слоя металла. Его суть состоит в том, что допуски на составляющие звенья назначаются по экономически приемлемым квалитетам, например по 12-14-му квалитетам. Получающийся после этого у замыкающего звена избыток поля рассеяния при сборке устраняют за счет компенсатора.
Метод регулирования с применением неподвижного компенсатора
Это метод, при котором требуемая точность замыкающего звена размерной цепи достигается изменением компенсирующего звена без снятия слоя металла.
Его суть состоит в том, что избыток поля рассеивания замыкающего звена устраняют путем подбора компенсатора из некоторого количества компенсаторов, заранее изготовленных с различными размерами.
Смысл расчета заключается в определении наименьшего количества компенсаторов в комплекте.
Смысл расчета заключается в определении припуска на пригонку, достаточного для компенсации величины превышения предельных значений замыкающего звена и вместе с тем наименьшего для сокращения объема пригоночных работ.
Роль компенсатора обычно выполняет деталь, наиболее доступная при разборке механизма, несложная по конструкции и неточная, например прокладки, шайбы проставочные.

