Многокомпонентные латуни представлены в большей разновидности, чем простые.
Маркировка специальных латуней начинается с заглавной буквы «Л», после которой обозначается последовательность легирующих элементов сплава (за исключением цинка) и их процентное содержание, начиная с преобладающего в сплаве элемента. Количество цинка определяется в соответствии с разницей от 100%.
Легирующие элементы латуни, среди которых основными являются кремний, марганец, свинец алюминий, железо и никель, оказывают существенное влияние на свойства латуней:
· Олово способствует повышению прочности и коррозийной стойкости латуней в морской воде;
· Марганец (особенно сочетаясь с оловом, железом и алюминием), а также никель повышают устойчивость сплава к коррозии и его прочность;
· Свинец, входящий в состав сплава, ухудшает его механические свойства, обеспечивая при этом лёгкость в обработке резанием, поэтому латуни, которые предполагают дальнейшую обработку см помощью станков-автоматов, имеют именно свинец в качестве основного легирующего элемента;
· Содержание кремния в сплавах из латуни негативно сказывается на их прочности и твёрдости. Однако если латуни легированы одновременно свинцом и кремн6ием, их антифрикционные свойства повышаются, и такие латуни могут заменить более дорогостоящие сплавы (например, оловянные бронзы).
Специальные латуни применяются:
· Деформируемые латуни ЛАЖ60-1-1 применяются в качестве прутков, труб, ЛЖМц59-1-1 и ЛС59-1 в качестве труб, прутков, полос, проволоки
· Литейные латуни ЛЦ40Мц3Ж применяются в деталях, сложных по своей конфигурации, гребных винтах и лопастях и др.; ЛЦ30А3- детали, устойчивые к коррозии; ЛЦ40С нашли применение в арматуре, сепараторах шариковых втулках и др.
производство глинозёма (окиси алюминия) из руд или концентратов;
производство электродов и анодной массы;
производство фтористых солей (криолита, фторидов алюминия и натрия);
выплавку металлического алюминия;
получение полуфабрикатов из алюминия.
Основным природным сырьём для получения глинозёма с целью последующего получения из него алюминия, являются бокситы. Для производства одной тонны металлического алюминия требуется примерно 1930 кг глинозёма, 50 кг фтористых солей, 550 кг угольных электродов (анодной массы или обожжённых анодов) и до 18 000 квт-ч электроэнергии. Алюминиевая промышленность — одна из наиболее энергоёмких отраслей промышленности, поэтому важнейшим условием её развития является наличие мощных источников дешёвой электроэнергии. Алюминий - металл серебристо-белого цвета. Температура плавления 600°С. Алюминий имеет кристаллическую ГЦК решетку с периодом а=0.4041нм. Наиболее важной особенностью алюминия является низкая плотность - 2.7г/см3 против 7.8г/см3 для железа и 8.94г/см3 для меди. Алюминий обладает электрической проводимостью, составляющей 65% электрической проводимости меди. В зависимости от чистоты различают алюминий особой чистоты: А999 (99.999% Al); высокой чистоты: А995 (99.995% Al), А99, А97, А95 и технической чистоты: А85, А8, А7, А6, А5, А0 (99.0% Al). Технический алюминий изготавливают в виде листов, профилей, прутков, проволоки и других полуфабрикатов и маркируют АДО и АД1. Классификация алюминиевых сплавов Наибольшее распространение получили сплавы Al-Cu, Al-Si, Al-Mg, Al-Cu-Mg и другие. Все сплавы алюминия можно разделить на деформируемые, предназначенные для получения полуфабрикатов (листов, плит, прутков и т. д.), а также поковок и штамповых заготовок путем прокатки, прессования, ковки и штамповки, и литейные, предназначенные для фасонного литья. Сплавы алюминия, обладая хорошей технологичностью во всех стадиях передела, малой плотностью, высокой коррозийной стойкостью, при достаточной прочности, пластичности и вязкости нашли широкое применение в авиации, судостроении, строительстве и других отраслях народного хозяйства. Деформируемые алюминиевые сплавы, упрочняемые термической обработкой Дуралюмины. Дуралюминами называются сплавы Al-Cu-Mg, в которые дополнительно вводят марганец. Типичным дуралюмином является сплав Д1. Марганец повышает стойкость дуралюмина против коррозии, а присутствуя в виде дисперсных частиц фазы Т, повышает температуру рекристаллизации и улучшает механические свойства. Дуралюмин, изготовляемый в листах, для защиты от коррозии подвергают плакированию, т.е. покрытию тонким слоем алюминия высокой чистоты. Из сплава Д16 изготовляют обшивки, шпангоуты, стрингера и лонжероны самолетов, силовые каркасы, строительные конструкции, кузова грузовых автомобилей и т.д. Сплав Д16 - s0.2=400МПа, sв=540МПа, d=11%. Сплавы авиаль (АВ). Эти сплавы уступают дуралюминам по прочности, но обладают лучшей пластичностью в холодном и горячем состояниях. Авиаль удовлетворительно обрабатывается резанием (после закалки и старения) и сваривается контактной и аргонодуговой сваркой. Сплав обладает высокой общей сопротивляемостью коррозии, но склонен к межкристаллической. Из сплава АВ изготовляют различные полуфабрикаты (листы, трубы и т.д.), используемые для элементов конструкций, несущих умеренные нагрузки, кроме того, лопасти винтов вертолетов, кованые детали двигателей, рамы, двери, для которых требуется высокая пластичность в холодном и горячем состояниях. Сплав АВ - s0.2=200МПа, sв=260МПа, d=15%. Высокопрочные сплавы. Предел прочности этих сплавов достигает 550-700МПа, но при меньшей пластичности, чем у дуралюминов. Представителем высокопрочных алюминиевых сплавов является сплав В95. При увеличении содержания цинка и магния прочность сплавов повышается, а их пластичность и коррозийная стойкость понижаются. Добавки марганца и хрома улучшают коррозийную стойкость. Сплавы обладают хорошей пластичностью в горячем состоянии и сравнительно легко деформируются в холодном состоянии после отжига. Сплав В95хорощо обрабатывается резанием и сваривается точечной сваркой, его применяют в самолетостроении для нагруженных конструкций, работающих длительное время при t<=100¸120°С. Сплав В95 рекомендуется для сжатых зон конструкций и для деталей без концентраторов напряжений. Сплав В95 - s0.2=530-550МПа, sв=560-600МПа, d=8%. Сплавы для ковки и штамповки. Сплавы этого типа отличаются высокой пластичностью и удовлетворительным литейными свойствами, позволяющими получить качественные слитки. Сплав АК6 используют для деталей сложной формы и средней прочности, изготовление которых требует высокой пластичности в горячем состоянии. Сплав АК8 рекомендуют для тяжелонагруженных штампованных деталей. Сплав АК8 - s0.2=300МПа, sв=480МПа, d=10%. Жаропрочные сплавы. Эти сплавы используют для деталей, работающих при температуре до 300°С. Жаропрочные сплавы имеют более сложный химический состав, чем рассмотренные выше алюминиевые сплавы. Их дополнительно легируют железом, никелем и титаном. Сплав Д20 - s0.2=250МПа, sв=400МПа, d=12%. Деформируемые алюминиевые сплавы, не упрочняемые термической обработкой К этим сплавам относятся сплавы алюминия с марганцем или с магнием. Упрочнение сплавов достигается в результате образования твердого раствора и в меньшей степени избыточных фаз. Сплавы легко обрабатываются давлением, хорошо свариваются и обладают высокой коррозийной стойкостью. Обработка резанием затруднена. Сплавы (АМц, АМг2, АМг3) применяют для сварных и клепанных элементов конструкций, испытывающих небольшие нагрузки и требующие высокого сопротивления коррозии. Сплав АМг3 - sв=220МПа, s0.2=110МПа, d=20%. Литейные алюминиевые сплавы Сплавы для фасонного литья должны обладать высокой жидкотекучестью, сравнительно небольшой усадкой, малой склонностью к образованию горячих трещин и пористости в сочетании с хорошими механическими свойствами, сопротивлением коррозии и др. Сплавы Al-Si (силумины). Отличаются высокими литейными свойствами, а отливки - большой плотностью. Сплавы Al-Si (АЛ2, АЛ4, АЛ9) сравнительно легко обрабатываются резанием. Заварку дефектов можно производить газовой и аргонодуговой сваркой. Сплав АЛ9 - sв=200МПа, s0.2=140МПа, d=5%. Сплавы Al-Cu. Эти сплавы (АЛ7, АЛ19) после термической обработки имеют высокие механические свойства при нормальной и повышенных температурах и хорошо обрабатываются резанием. Литейные свойства низкие. Сплав АЛ7 используют для отливки небольших деталей простой формы, сплав склонен к хрупкому разрушению. Сплав АЛ7 - sв=240МПа,s0.2=160МПа, d=7%. Сплавы Al-Mg. Имеют низкие литейные свойства. Характерной особенностью этих сплавов является хорошая коррозийная стойкость, повышенные механические свойства и обрабатываемость резанием. Сплавы АЛ8, АЛ27, АЛ13 и АЛ22 предназначены для отливок, работающих во влажной атмосфере, например, в судостроении и авиации. Сплав АЛ8 - sв=350МПа, s0.2=170МПа, d=10%. Жаропрочные сплавы. Наибольшее применение получил сплав АЛ1, из которого изготавливают поршни, головки цилиндров и другие детали, работающие при температуре 275-300°С. Сплав АЛ1 - sв=260МПа, s0.2=200МПа, d=0.6%.
Магний и его сплавы. Магний имеет температуру плавления 650°. Удельный вес его 1,74 г/см ³ — он самый легкий из всех применяемых в технике металлов. Кристаллическая решетка магния гексагональная. В литом состоянии предел прочности магния на разрыв составляет 10—13 кг/мм2 при относительном удлинении 3—6%. Магний обладает большой активностью при взаимодействии с кислородом и в виде порошка и тонкой ленты сгорает на воздухе при ослепительно белом пламени. В чистом виде магний применяют в пиротехнике, при фотографии — для осветительных эффектов; наиболее широкое применение он получил для изготовления сверхлегких сплавов (электрон). Металлический магнийполучается главным образом путем электролиза при температуре 750—770° безводного хлористого магния (MgCl2). Одновременно с магнием при этом получается и газообразный хлор. Магниевые сплавы Магниевые сплавы характеризуются небольшим удельным весом (около 2,0 г/см3, т.е. они в 1½ раза легче алюминиевых сплавов). Магниевые сплавы обладают отличной механической обрабатываемостью, допускающей высокие скорости резания, и сравнительно большой прочностью (δдо 27 кг/мм2). Недостатки магниевых сплавов Недостатками магниевых сплавов являются: · их легкая окисляемость и самовозгораемость при плавке, что вызывает необходимость плавки и разливки этих сплавов под слоем флюсов или в вакууме; · меньшая коррозионная стойкость и более низкие литейные свойства, чем у алюминиевых сплавов. Эти недостатки устраняются добавкой в сплавы небольших количеств бериллия, нанесением защитных покрытий и улучшением технологии производства отливок. Обозначение Магниевые литейные сплавы согласно ГОСТ 2856—45 обозначаются марками МЛ1, МЛ3 и т.д. до МЛ6.
Титан и его сплавы. Титан обладает низкой плотностью, высокими прочностью и коррозионной стойкостью. Охрупчивается водородом, чувствителен к содержанию примесей, из - за которых резко теряет пластические свойства. Преимущественное применение титан получил в авиа- и ракетостроении, морском судостроении. Технический титан технологичный металл. Из него изготавливают различные полуфабрикаты. Он хорошо деформируется и сваривается. бв = 600...700 МПа. Марки ВТ1-0, ВТ1-00. Обладает полиморфным превращением. α⇔β. При закалке титановых сплавов образуется мартенситная структура игольчатого строения. Легирующие элементы Al, O, N, C в титановом сплаве расширяют α- область (α- стабилизаторы), а V, Cr, Fe, Ni, Cu, Zr, Nb, Mo, Sn - β - область (β - стабилизаторы). Титановые сплавы разделяют на α, β, α+β сплавы. α - сплавы сравнительно мало пластичны и неохрупчиваются при ТО. β – сплавы наиболее пластичны, но наименее прочны, не испытывают полиморфных превращений, α+β сплавы - более прочные, чем однофазные, хорошо деформируются, обрабатываются ТО (закалка и старение, азотирование) и слабо охрупчиваются. Механические свойства промышленных титановых сплавов приведены в таблице. Механические свойства листов из титановых сплавов (ГОСТ 22178–76)
Марки титановых сплавов
Состояние образцов при испытаниях
Толщина листов, мм
Предел прочности, s в, МПа
Относительное удлинение, d, %
не менее
ВТ1-00
Отожженное
0,3–1,8
295 (295–440)
30 (30)
Св. 1,8–6,0
25 (30)
Св. 6,0–10,5
20 (20)
ВТ1-0
То же
0,3–0,4
375 (375–540)
25 (25)
Св. 0,4–1,8
30 (30)
Св. 1,8–6,0
25 (25)
Св. 6,0–10,5
20 (20)
ОТ4-0
Отожженное
0,3–0,4
470 (490–635)
25 (25)
0,4–1,8
30 (30)
1,8–6,0
25 (25)
6,0–10,5
20 (20)
ОТ4-1
То же
0,3–0,7
590 (590–785)
25 (25)
Св. 0,7–1,8
20 (20)
Св. 1,8–6,0
15 (15)
Св. 6,0–10,5
13 (13)
ОТ4
То же
0,5–1,0
685 (685–885)
20 (20)
Св.1,0–1,8
15 (15)
Св. 1,8–6,0
12 (12)
Св. 6,0–10,5
10 (12)
ВТ5-1
То же
0,8–1,2
735 (735–930)
15 (15)
Св. 1,2–1,8
12 (12)
Св. 1,8–6,0
10 (10)
Св. 6,0–10,5
8 (8)
ВТ6
То же
1,0–10,5
885 (885–1080)
8 (8)
ВТ14
Отожженное
0,8–5,0
885 (885–1050)
8 (8)
Св. 5,0–10,5
835 (835–1050)
8 (8)
Закаленное и искусственно состаренное
0,8–1,5
1080 (1080)
5 (5)
Св. 1,5–5,0
1180 (1180)
6 (6)
Св. 5,0–7,0
1080 (1080)
4 (4)
Св. 7,0–10,5
1100 (1100)
4 (4)
ВТ20
Отожженное
0,8–1,8
930 (930–1180)
12 (12)
Св. 1,8–4,0
10 (10)
Св. 4,0–10,5
8 (8)
Отожженное и правленное
0,8–4,0
980 (980–1180)
9 (9)
Св. 4,0–10,5
6 (6)
Жаропрочные, износостойкие сплавы. К распространенным и уже давно используемым жаропрочным и износостойким относятся сплавы вольфрама с кобальтом и хромом, так называемые “стеллиты” (13-15 % W, 23-35% Сг, 45-65% Со, 0,5-2,7% С). Их применяют для покрытий (путем наплавки) клапанов авиадвигателей, лопастей турбин, экскаваторного оборудования, лемехов плугов и др. К широко распространенным жаростойким и кислотостойким относятся сплавы, содержащие 15-20% молибдена, остальные компоненты - никель, кобальт, хром, железо. Сплавы вольфрама с молибденом (в различном соотношении), а также их сплавы с другими тугоплавкими металлами (ниобием, танталом, рением) используют в качестве жаропрочных материалов в авиации и ракетной технике, где требуется высокая жаропрочность деталей машин, двигателей и приборов.
Марка cтали
Заменитель
Применение
40Х9С2
Клапаны впуска и выпуска автомобильных, тракторных и дизельных двигателей, трубки рекуператоров, теплообменники, колосники, крепежные детали.
40Х10С2М
Клапаны авиадвигателей, автомобильных и тракторных дизельных двигателей, крепежные детали двигателей.
08Х13
12Х13, 12Х18Н9
Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам (клапаны гидравлических прессов, предметы домашнего обихода), а также изделия подвергающиеся действию слабоагрессивных сред (атмосферные осадки, водные растворы солей органических кислот при комнатной температуре и др.). Сталь коррозионностойкая и жаростойкая ферритного класса.
12Х13
20Х13
Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам (клапаны гидравлических прессов, предметы домашнего обихода), а также изделия подвергающиеся действию слабоагрессивных сред при комн. Т=450-500 °С. Сталь коррозионностойкая, жаропрочная и жаростойкая мартенситно-ферритного класса.
20Х13
12Х13, 14Х17Н2
Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам, а также изделия подвергающиеся действию слабоагрессивных сред при комн. Т=450-500 °С. Сталь коррозионностойкая, жаропрочная мартенситного класса.
Режущий, мерительный и хирургический инструмент, пружины, карбюраторные иглы, предметы домашнего обихода, клапанные пластины компрессоров и др., работающие при Т до 450-500 °С и в коррозионных средах. Сталь коррозионностойкая мартенситного класса.
10Х14АГ15
12Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т
Для немагнитных деталей, работающих в слабоагрессивных средах. Сталь коррозионностойкая аустенитного класса.
12Х17
12Х18Н9Т
Крепежные детали, валики, втулки и другие детали аппаратов и сосудов, работающих в разбавленных растворах азотной, уксусной, лимонной кислоты, в растворах солей, обладающих окислительными свойствами. Сталь коррозионностойкая и жаропрочная до 850 °С, ферритного класса
08Х17Т
12Х17, 08Х17Т1
Изделия, работающие в окислительных средах, атмосферных условиях, кроме морской, в которой возможна точечная коррозия. Теплообменники и трубы. Сварные конструкции, не подвергающиеся действию ударных нагрузок и работающие при температуре не ниже - 20 °С. Сталь коррозионностойкая, жаростойкая ферритного класса.
95Х18
Для деталей высокой твердости, работающих в условиях износа (втулки, оси, стержни, шариковые и роликовые подшипники. Сталь коррозионностойкая мартенситного класса.
08Х181
12Х17, 08Х17Т
Конструкции, не подвергающиеся воздействию ударных нагрузок и работающие, в основном, в окислительных средах, например растворах азотной кислоты. Применение в сварных конструкциях ограничивается малыми сечениями деталей (до 3 мм). Не рекомендуется использовать для сварных конструкций, работающих в условиях ударных нагрузок. Предельная температура службы сварных конструкций не ниже -20°С. Сталь жаростойкая и коррозионностойкая ферритного класса.
15Х25Т
12Х18Н10Т
Для сварных конструкций, не подвергающихся действию ударных нагрузок при температуре эксплуатации не ниже − 20°С для работы в более агрессивных средах по сравнению со средами, для которых рекомендуется сталь марки 08Х17Т. Трубы для теплообменной аппаратуры, работающей в агрессивных средах. Аппаратура, детали, чехлы термопар, электроды искровых зажигательных свечей, теплообменники. Сталь жаростойкая до 1100 °С, коррозионностойкая ферритного класса.
15Х28
15Х25Т, 20Х23Н18
Для сварных конструкций, не подвергающихся действию ударных нагрузок при температуре эксплуатации не ниже − 20°С; спаи со стеклом; аппаратура, детали, трубы пиролизных установок, теплообменники; трубы для теплообменной аппаратуры, работающей в агрессивных средах.Сталь жаростойкая коррозионностойкая ферритного класса.
25Х13Н2
Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам (клапаны гидравлических прессов, предметы домашнего обихода), а также изделия, подвергающиеся действию слабоагрессивных сред (атмосферные осадки, водные растворы солей органических кислот при комнатной температуре и другие). Сталь коррозионностойкая мартенситного класса.
20Х23Н13
Детали, работающие при высоких Т в слабонагруженном состоянии. Сталь жаростойкая до 900-1000 °С, аустенитно-ферритного класса.
20Х23Н18
20Х23Н13, 15Х25Т
Поковки, бандажи для работы при 650-700°С, детали камер сгорания, хомуты, подвески и другие детали крепления котлов, муфелей для работы при Т до1100 °С, бесшовные трубы. Сталь жаростойкая и жаропрочная аустенитного класса.
10Х23Н18
Листовые детали, трубы, арматура (при пониженных нагрузках), работающие при 1000 °С. Сталь жаропрочная, жаростойкая, аустенитного класса.
20Х25Н20С2
Детали печей, работающие при Т до 1100 °С в воздушной и углеводородной атмосферах. Сталь жаростойкая аустенитного класса.
15Х12ВНМФ
Роторы, диски, лопатки, болты, бандажи, гайки, шпильки и другие детали, работающие до 780°С. Сталь жаропрочная, мартенситно-ферритного класса.
20Х12ВНМФ
5Х12ВНМФ, 18ХПМНФБ
Бандажи, диафрагмы, болты, гайки, шпильки и другие высоконагруженные детали, работающие при 600°С. Сталь жаропрочная мартенситного класса.
37Х12Н8Г8МФБ
Диски крепежные и другие детали, работающие с ограниченным сроком службы при 600-650°С. сталь жаропрочная аустенитного класса.
13Х11Н2В2МФ
Ответственные нагруженные детали, работающие при температуре 600°С. Сталь жаропрочная мартенситного класса.
45Х14Н14В2М
Детали арматуры и трубопроводов, клапаны моторов, крепеж для работы на длительные сроки при Т до 600 °С и для работы с ограниченными сроками до 650 °С. Сталь жаропрочная аустенитного класса.
40Х15Н7Г7Ф2МС
Крепежные детали, работающие при температуре 650°С. Сталь легированная, аустенитного класса, жаропрочная, дисперсионно-твердеющая.
08Х17Н13М2Т
10Х17Н13М2Т
Сварные конструкции, крепежные детали, работающие в средах повышенной агрессивности при 600 °С. Сталь коррозионностойкая аустенитного класса.
10Х17Н13М2Т
08Х17Н13М2Т
Сварные конструкции, крепежные детали, работающие в средах повышенной агрессивности, предназначенные для длительных сроков службы при 600 °С. Сталь коррозионностойкая аустенитного класса.
Для изготовления разнообразного сварного оборудования, работающего в средах химических производств слабой агрессивности, криогенной техники до -253°С, а также для использования в качестве жаростойкого и жаропрочного материала до 700°С. Сталь коррозионностойкая аустенитного класса.
14Х17Н2
20Х17Н2
Для различных деталей химической и авиационной промышленности(рабочие лопатки, диски, валы, втулки, фланцы, крепежные и другие детали). Детали компрессорных машин, работающие на нитрозном газе, либо в агрессивных средах при пониженных Т. Сталь коррозионностойкая, жаропрочная мартенситно-ферритного класса.
12Х18Н9
20Х13Н4Г9, 12Х17Г9АН4, 10Х14Г14Н4Т
Применяется в виде холоднокатаного листа и ленты повышенной прочности для различных деталей и конструкций, свариваемых точечной сваркой, а также для изделий, подвергаемых термической обработке (закалке). Сталь коррозионностойкая и жаростойкая аустенитного класса.
17Х18Н9
20Х13Н4Г9
Применяется в виде холоднокатаного листа и ленты повышенной прочности для различных деталей и конструкций, свариваемых точечной сваркой; для изготовления труб и других деталей. Сталь коррозионностойкая и жаростойкая аустенитного класса.
08Х18Н10
Трубы, детали печной арматуры, муфели, теплообменники, реторты, патрубки, коллекторы выхлопных систем, электроды искровых зажигательных свечей, сварные аппараты и сосуды химического машиностроения, работающие при Т от -196 до 600 °С в средах средней активности. Сталь коррозионностойкая, жаропрочная, аустенитного класса.
12Х18Н9Т
10Х14Г14Н4Т, 12Х17Г9АН4, 12Х18Н10Т
Трубы, сварная аппаратура, детали печной арматуры, муфели, теплообменники, детали выхлопных систем, листовые и сортовые детали; аппараты и сосуды, работающие при Т от -196 до 600 °С под давлением, а при наличии агрессивных сред - до 350 °С. Сталь коррозионностойкая, жаростойкая, аустенитного класса.
Детали, работающие до 600 °С; сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорных кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от -196 до 600 °С, а при наличии агрессивных сред – до 350 °С. Сталь коррозионностойкая аустенитная класса.
Различные детали, работающие при от -196 до 600 °С в агрессивных средах. Сталь коррозионностойкая, жаростойкая и жаропрочная аустенитного класса.
08Х18Г8Н2Т
12Х18Н9Т
Для изготовления сварной аппаратуры, работающей в окислительных средах при температуре эксплуатации от -50 до 300°С. Сталь коррозионностойкая аустенитно-ферритного класса.
20Х20Н14С2
Печные конвейеры, ящики для цементации и другие детали термических печей. Сталь жаропрочная аустенито-ферритного класса.
08Х22Н6Т
12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т
Сварные аппараты и сосуды, камеры горения и другие конструктивные элементы газовых турбин, корпусы аппаратов, днища, фланцы, детали внутренних устройств аппаратов, трубные диски и пучки, работающие при температуре от -10 до 300°С под давлением и соприкасающиеся с коррозионными средами. Сталь коррозионностойкая аустенитно-ферритного класса.
12Х25Н16Г7АР
Лист, проволока, трубы, лента, детали, работающие до 950°С при умеренных напряжениях. Сталь жаростойкая, жаропрочная аустенитного класса.
06ХН28МДТ
03ХН28МДТ
Сварные конструкции, работающие при Т до 80°С в серной кислоте различных концетраций, за исключением 55-% уксусной и фосфорной кислот.
ХН35ВТ
Диски, роторы, крепежные детали, плоские пружины и другие детали, работающие до 650°С. Жаропрочный сплав на никелевой основе.
ХН35ВТЮ
Рабочие лопатки газотурбинных и других двигателей, работающие при температуре до 700-800 °С, компрессорные лопатки, работающие до 700-800°С, диски, дефлекторы, кольца, работающие при температуре до 750 °С. Жаропрочный сплав на железоникелевой основе.
ХН70Ю
различные детали, работающие при умеренных напряжениях при 1100-1200°С (может применяться для нагревательных элементов сопротивления).
ХН70ВМЮТ
Крепежные и другие детали, работающие при температуре до 750-800°С. Жаропрочный сплав на никелевой основе.
ХН70ВМТЮФ
Тяжелонагруженные детали, работающие при температуре 850°С.
ХН77ТЮР
Диски, кольца, лопатки и другие детали, работающие до 750°С. Жаропрочный сплав на никелевой основе.
ХН78Т
ХН38ВТ, 12Х25Н16Г7АР, 20Х23Н18
Сортовые детали, трубы, работающие до температуры 1100°С.
ХН80ТБЮ
Крепежные детали, работающие до 700°С.
15Х11МФ
Турбинные лопатки, поковки, бандажи и другие детали для длительной работы до 560°С.
13Х14Н3В2ФР (ЭИ 736)
высоконагруженные детали, в том числе диски, валы, стяжные болты, лопатки и другие детали, работающие в условиях с повышенной влажностью (ГОСТ 5632 - 72).
10Х7МВФБР (ЭИ 505)
В энергетическом машиностроении (трубы и детали для длительной работы при температурах 600-620°С). Сталь мартенситного класса.
18Х11МНФБ (ЭП 291)
Высоконагруженные детали, лопатки паровых турбин, трубы, крепежные детали для длительной работы при температурах до 620°С.
13Х12Н2В2МФ (ЭИ 961)
Диски компрессоров, молотки и другие нагруженные детали, длительно работающие при температурах до 600°С. Сталь мартенситного класса.
18Х12ВМБФР (ЭП 993)
Лопатки паровых турбин, трубы, крепежные детали для длительной работы при температурах до 620°С, формы для литья и жидкой штамповки медных и алюминиевых сплавов. Сталь мартенситно-ферритного класса.
12Х2МВ8ФБ (ЭП 503)
В энергетическом машиностроении (трубы для длительной работы при температурах до 650°С). Сталь ферритного класса.
40Х10С2М (ЭИ 107)
Клапаны выпуска автомобильных, дизельных и тракторных моторов, клапаны впуска авиадвигателей, крепежные детали, колосники для работы при температурах 650-850 °С. Сталь мартенситного класса.
4Х14Н14В2М (ЭИ 69)
Детали арматуры, поковки, крепеж для длительного срока службы при температурах до 600°С и ограниченного срока службы при 650 °С; сталь жаропрочная аустенитного класса.
10Х11Н20Т3Р (ЭИ 696)
Турбинные лопатки, кольцевые детали, крепежные детали, детали компрессора и рабочей части турбины с температурой до 700°С. Сталь аустенитного класса.
10Х11Н23Т3МР
Пружины и крепежные детали.
09Х14Н19В2БР (ЭИ 695Р)
Паропроводные и пароперегревательные трубы установок сверхвысокого давления с длительным сроком службы до температуры 700°С.
08Х16Н13М2Б (ЭИ 680)
Поковка для дисков и роторов, лопатки, болты с длительным сроком службы при температурах до 600°С. Сталь аустенитного класса.
ХН67МВТЮ (ЭИ 202)
Диски, корпуса, рабочие и сопловые лопатки газовых турбин, листовые детали турбин, работающие длительный срок до температуры 800°С.
ХН73МБТЮ (ЭИ 698)
Диски газовых турбин для длительной службы с рабочей температурой до 750°С. Жаропрочный сплав на никелевой основе.
ХН65ВМТЮ (ЭИ 893)
Рабочие и направляющие лопатки и крепежные детали газовых турбин работающие длительный срок до температуры 800°С.
ХН62МВКЮ (ЭИ 867)
Лопатки и диски турбин для работы при температурах до 900°С.
ХН55ВМТКЮ (ЭИ 929)
Лопатки газовых турбин со сроком службы ограниченным при температурах 900-950°С и длительном при 700-800°С.
ХН62МБВЮ (ЭП 709)
Высоконагруженные сварные изделия с рабочей температурой до 750°С.
ХН60КМВЮБ (ЭП 800)
В энергетическом машиностроении для лопаток газовых турбин длительного действия с рабочей температурой до 850°С.
Антифрикционные и фрикционные материалы. Антифрикционные сплавы предназначены для повышения долговечности трущихся поверхностей машин и механизмов. Трение происходит в подшипниках скольжения между валом и вкладышем подшипника. Поэтому для вкладыша подшипника подбирают такой материал, который предохраняет вал от износа, сам минимально изнашивается, создает условия для оптимальной смазки и уменьшает коэффициент трения. Исходя из этих требований, антифрикционный материал представляет собой сочетания достаточно прочной и пластичной основы, в которой имеются оперные (твердые) включения. При трении пластичная основа частично изнашивается, а вал опирается на твердые включения. В этом случае трение происходит не по всей поверхности подшипника, а смазка удерживается в изнашивающихся местах пластичной основы. Антифрикционными сплавами служат сплавы на основе олова, свинца, меди или алюминия, обладающие специальными антифрикционными свойствами (см. табл.). Антифрикционные свойства сплавов проявляются при трении в подшипниках скольжения. Это в первую очередь, низкий коэффициент трения, хорошая прирабатываемость к сопрягаемой детали, высокая теплопроводность, способность удерживать смазку и др. Из антифрикционных сплавов наиболее широко применяют баббит, бронзу, алюминиевые сплавы, чугун и металлокерамические материалы. Антифрикционные сплавы хорошо прирабатываются в парах трения благодаря мягкой основе — олову, свинцу или алюминию. Более твердые металлы (цинк, медь, сурьма), вкрапленные в мягкую основу, способны выдерживать большие нагрузки. После приработки и частичной деформации мягкой основы в ней образуются углубления, способные удерживать смазку, необходимую для нормальной работы пары.
узлах - тормозах и сцеплениях. Кроме того, фрикционные материалы могут работать в разных
условиях нагружения и разных условиях смазки - в сухую и специальных маслах. Спеченные
фрикционные элементы изготавливают методами порошковой металлургии в виде сегментов,
плиток и дисков. Особенностью большинства фрикционных материалов является то, что они в
процессе приготовления материала наносятся на несущие каркасы - подложки. Спеченные
фрикционные материалы выпускают промышленным методом на основе меди и железа. В
качестве фрикционных добавок, вводимых в металлическую порошковую матрицу, используют частицы преимущественно остроугольной формы из полевого шпата, мулата, кианит, нефелин
(до 20..30% объемн.).
Инструментальные и штамповочные сплавы. Инструментальные стали и сплавы - литые твердые сплавы Твердые сплавы - материалы с высокой твердостью, прочностью, режущими и другими свойствами, сохраняющимися при нагреве до высоких температур. Различают литые и спеченные (порошковые) твердые сплавы. Инструментальные стали предназначены для изготовления режущего и измерительного инструмента, штампов холодного и горячего деформирования, а также ряда деталей точных механизмов и приборов: пружин, подшипников качения, шестерен и др. Часто из таких сталей изготавливают только рабочую (режущую) часть инструмента, а крепежные части выполняют из конструкционных сталей. Основными потребительскими требованиями к инструментальным сталям являются высокие твердость, износостойкостъ и прочность при высокой (500...800°С) теплостойкости. Кроме эксплуатационных свойств, для инструментальных сталей большое значение имеют технологические свойства: прокаливаемость, малые объемные изменения при закалке, обрабатываемость давлением, резанием, шлифуемостъ. Необходимые свойства инструментальным сталям придают карбидные фазы, так как именно их присутствие обуславливает высокие прочностные показатели и твердость. Стали для штампов холодного деформирования. Стали должны обладать высокой твердостью, износостойкостью, прочностью, вязкостью (чтобы воспринимать ударные нагрузки), сопротивлением пластическим деформациям. Для штампов небольших размеров (до 25 мм) используют углеродистые инструментальные стали У10, У11, У12 после закалки и низкого отпуска на твердость 57…59 HRC. Это позволяет получить хорошую износостойкость и ударную вязкость. Для более крупных изделий применяют легированные стали Х, Х9, Х6ВФ. Для повышения износостойкости инструмента после термической обработки проводят цианирование или хромирование рабочих поверхностей. Для уменьшения брака при закалке необходимо медленное охлаждение в области температур мартенситного превращения (например, закалка из воды в масло для углеродистых сталей, ступенчатая закалка для легированных сталей). Если штамповый инструмент испытывает ударные нагрузки, то используют стали, обладающие большей вязкостью (стали 4ХС4, 5ХНМ). Это достигается снижением содержания углерода, введением легирующих элементов и соответствующей термической обработкой. После закалки проводят высокий отпуск при температуре 480…580oС, что обеспечивает твердость 38…45 HRC. Стали для штампов горячего деформирования. Дополнительно к общим требованиям, от сталей этой группы требуется устойчивость против образования трещин при многократном нагреве и охлаждении, окалиностойкость, высокая теплопроводность для отвода теплоты от рабочих поверхностей штампа, высокая прокаливаемость для обеспечения высокой прочности по всему сечению инструмента. Для изготовления молотовых штампов применяют хромоникелевые среднеуглеродистые стали 5ХНМ, 5ХНВ, 4ХСМФ. Вольфрам и молибден добавляют для снижения склонности к отпускной хрупкости. После термической обработки, включающей закалку с температуры 760…820oС и отпуск при 460…540oС, сталь имеет структуру – сорбит или троостит и сорбит отпуска. Твердость 40…45 HRC. Штампы горячего прессования работают в более тяжелых условиях. Для их изготовления применяются стали повышенной теплостойкости. Сталь 3Х2В8Ф сохраняет теплостойкость до 650oС, но наличие карбидов вольфрама снижает вязкость. Сталь 4Х5В2ФС имеет высокую вязкость. Повышенное содержание хрома и кремния значительно увеличивает окалиностойкость стали.
Материалы для режущих и измерительных инструментов. Режущий инструмент работает в условиях длительного контакта и трения с обрабатываемым металлом. В процессе эксплуатации должны сохраняться неизменными конфигурации и свойства режущей кромки. Материал для изготовления режущего инструмента должен обладать высокой твердостью (ИКС ^ 60—62) и износостойкостью, т. е. способностью длительное время сохранять режущие свойства кромки в условиях трения. Чем больше твердость обрабатываемых материалов, толще стружка и выше скорость резания, тем больше энергия, затрачиваемая на процесс обработки резанием. Механическая энергия переходит в тепловую. Выделяющееся тепло нагревает резец, деталь, стружку и частично рассеивается. Поэтому основным требованием, предъявляемым к инструментальным материалам, является высокая теплостойкость, т. е. способность сохранять твердость и режущие свойства при длительном нагреве в процессе работы. По теплостойкости различают три группы инструментальных сталей для режущего инструмента: нетеплостойкие, полутеплостойкие и теплостойкие. При нагреве до 200—300 °С нетеплостойких сталей в процессе резания углерод выделяется из мартенсита закалки и начинается коагуляция карбидов цементитного типа. Это приводит к потере твердости и износостойкости режущего инструмента. К нетеплостойким относятся углеродистые и низколегированные стали. Полутеплостойкие стали, к которым относятся некоторые средне-легированные стали, например 9Х5ВФ, сохраняют твердость до температур 300—500 °С. Теплостойкие стали сохраняют твердость и износостойкость при нагреве до температур 600 °С. Углеродистые и низколегированные стали имеют сравнительно низкую теплостойкость и невысокую прокаливаемость, поэтому их используют для более легких условий работы при малых скоростях резания. Быстрорежущие стали, имеющие более высокую теплостойкость и прокаливаемость, применяют для более тяжелых условий работы. Еще более высокие скорости резания допускают твердые сплавы и керамические материалы. Из существующих материалов наибольшей теплостойкостью обладает нитрид бора — эльбор, Эльбор позволяет обрабатывать материалы высокой твердости, например закаленную сталь, при высоких скоростях. Измерительные инструменты Требования к этим сталям: высокая износостойкость, постоянство размеров весь срок эксплуатации, малая шероховатость, малая деформация при термообработке. Применяются низколегированные стали марок Х, ХГ, ХВГ, 9ХС. Закалка проводится с более низких температур, чем для режущего инструмента, чтобы уменьшить количество остаточного аустенита. Для его устранения проводится также обработка холодом. Отпуск низкий (120-140 °C) и очень длительный – от 24 до 48 часов, для получения наиболее стабильной структуры. Твёрдость стали после термообработки 60-64 HRC.
Стали для инструментов холодной и горячей обработки давлением. Требования: высокая твердость, износостойкость, прочность, удовлетворительная вязкость. Для вытяжных и высадочных штампов, с твердостью 58-61 HRC и 52-54 HRC соответственно, применяют низколегированные стали марок Х, 9ХС, ХВГ, ХВСГ. Крупные и сложные штампы – вырубные, обрезные, чеканочные – делают из сталей Х12, Х12М, Х12Ф1. Штампы с тонкой гравюрой, резьбонакатные ролики изготавливают из стали Х6ВФ, так как у нее меньше карбидная неоднородность и выше прочность, чем у высокохромистых сталей. Инструмент, работающий с ударными нагрузками, например, зубила, делают из среднеуглеродистых сталей 4ХС, 6ХС, 4ХВ2С. Стали для инструментов горячей обработки давлением. Условия работы этих инструментов: ударные нагрузки, постоянно чередующиеся нагрев и охлаждение. Отсюда вытекают требования к материалу: прочность, износостойкость, вязкость, хорошая прокаливаемость, в то же время достаточная теплостойкость и устойчивость к образованию окалины и сетки разгарных трещин. При таком комплексе требований содержание углерода не должно превышать 0,6 %, чтобы не снижать вязкость. Для крупных молотовых штампов применяется сталь 5ХНМ. Ее структура после термообработки – троостит отпуска. Марки 3Х2В8Ф, 4Х5В2ФС и другие комплексно-легированные стали применяют в условиях высоких давлений с резкой сменой температур: для штампов горячей высадки, протяжных, инструмента для прессования, пресс-форм литья под давлением.
Электротехнические материалы. Классификация. Надежность и экономичность работы электрических аппаратов, машин, приборов и электроустановок в целом зависят от качества электротехнических материалов и их применения, а также правильного выбора. О назначении, свойствах различных современных электротехнических материалов, работающим по электротехническим профессиям нужно знать о зависимости этих свойств от действия электрических и магнитных полей. Прежде всего, классифицируют электротехнические материалы по способности проводить электрический ток. Полупроводниковые электроизоляционные и проводниковые материалы различают по этому признаку. Известно, что проводить электрический ток материал способен характерным удельным электрическим сопротивлением (можно просто удельным сопротивлением). Небольшое удельное сопротивление имеют проводники или же проводниковые материалы где-то порядка 10/-6 – 10/-8 Ом.м, и потому приходятся отличными проводниками электрического тока. В качестве токоведущих частей их применяют в электроустановках. Электроизоляционные материалы практически не проводят электрический ток, часто их называют, диэлектриками, обладают большим удельным сопротивлением, порядка 10/8 – 10/13 Ом.м. Они используются для изолирования токоведущих частей электроустановок. Полупроводниковые материалы, а точнее удельное сопротивление полупроводников изменяется в очень большом интервале по сравнению с диэлектриками и проводниками – от 10/-5 до 10/8 Ом-м. Особым рядом электрических свойств обладают полупроводники. Широко используют полупроводниковые приборы в усилителях электрических сигналов, радиоэлектронных устройствах, выпрямителях переменного тока и многих других областях. Магнитные материалы составляют определенную группу. Свойством изменять магнитное поле обладают магнитные материалы, в которое их помещают. Им находят нужное применение в изготовлении трансформаторов, являющихся в них важной частью магнитопроводов, а также в электроизмерительных приборах, электрических машинах; их применяют для изготовления стабильных магнитов, и в прочих других деталях, применяемых в автоматике, радиоэлектронике, телефонной связи. Из конструкционных электротехнических материалов изготовляют конструктивные элементы электроустановок, к которым относятся многие электроизоляционные и проводниковые материалы. Примером этого является ряд изделий из стали, пластмассы, керамики. Из керамики изготавливают основания электронагревательных приборов и реостатов, из пластмассы – корпуса электроизмерительных приборов, рукоятки рубильников, щитки, из стали – конструкции на которых крепят токоведущие части, щиты, корпуса электрических машин. Применяют также эмали, клеи, лаки, припои и подобные им материалы для изготовления и монтажа электроустановок. Их так же называют подсобными электротехническими материалами.
Полимерные материалы. Строение и свойства. полимеры - химические соединения с высокой мол. массой (от нескольких тысяч до многих миллионов), молекулы которых (макромолекулы) состоят из большого числа повторяющихся группировок (мономерных звеньев). Атомы, входящие в состав макромолекул, соединены друг с другом силами главных и (или) координационных валентностей. По происхождению полимеры делятся на природные (биополимеры), например белки, нуклеиновые кислоты, смолы природные, и синтетические, например полиэтилен, полипропилен, феноло-формальдегидные смолы. Атомы или атомные группы могут располагаться в макромолекуле в виде: открытой цепи или вытянутой в линию последовательности циклов (линейные полимеры, например каучук натуральный); цепи с разветвлением (разветвленные полимеры, например амилопектин), трехмерной сетки (сшитые полимеры, например отверждённые эпоксидные смолы). Полимеры, молекулы которых состоят из одинаковых мономерных звеньев, называются гомополимерами (например поливинилхлорид, поликапроамид, целлюлоза). Линейные полимеры обладают специфическим комплексом физико-химических и механических свойств. Важнейшие из этих свойств: способность образовывать высокопрочные анизотропные высокоориентированные волокна и пленки, способность к большим, длительно развивающимся обратимым деформациям; способность в высокоэластичном состоянии набухать перед растворением; высокая вязкость растворов. Этот комплекс свойств обусловлен высокой молекулярной массой, цепным строением, а также гибкостью макромолекул. При переходе от линейных цепей к разветвленным, редким трехмерным сеткам и, наконец, к густым сетчатым структурам этот комплекс свойств становится всё менее выраженным. Сильно сшитые полимеры нерастворимы, неплавки и неспособны к высокоэластичным деформациям. Полимеры могут существовать в кристаллическом и аморфном состояниях. Необходимое условие кристаллизации - регулярность достаточно длинных участков макромолекулы. В кристаллических полимерах возможно возникновение разнообразных надмолекулярных структур (фибрилл, сферолитов, монокристаллов, тип которых во многом определяет свойства полимерного материала. Надмолекулярные структуры в незакристаллизованных (аморфных) полимерах менее выражены, чем в кристаллических.
Термопластичные и термореактивные полимерные материалы. В зависимости от поведения при нагревании полимеры условно подразделяются на термопластичные (термопласты) и термореактивные (реактопласты). Термопластичные полимеры (линейные и разветленные) при нагревании выше температуры стеклования размягчаются, приобретают высокую пластичность, а при охлаждении они вновь отвердевают, могут растворятся в соответствующих растворителях. Термореактивные полимеры в зависимости от числа поперечных сшивок в сетчатых структурах при нагревании не способны к размягчению или размягчаются незначительно, но в вязкотекучее состояние не переходят, в растворителях стойки или незначительно набухают. Термоэластопласты близки по свойствам к обычным резинам, но в отличии от них перерабатываются высокопроизводительными методами переработки пластмасс. Пластические массы в исходном состоянии представляют собой порошки, гранулы, листы и пленки, пригодные для формования из них изделий. Важнейшими из пластических масс являются фенопласты (общего назначения и ударопрочные ГОСТ 5689 - 79), полиамиды ПА- 12-20, ПА-12-11-1 ОСТ 6 - 05 - 425 - 76, полиолефины ПЭНДК-КН (ТУ 6-05-05-29-77), материалы на основе акрилатов - дакрил - 2М (ТУ 6-01-707-72). Перечисленные пластические массы применяются для изготовления хозяйственной утвари, деталей автомобилей, кораблей, как покрытия - пленки на металлических материалах, дереве и т.п.. Достоинством пластмасс является их низкая плотность, коррозионная стойкость, высокая ударная вязкость и удельная прочность, электроизолирующие свойства (ПА-12-20 γ=1,1 г/см^3, бв = 45 МПа, ан = 10 кДж/м^2, δ = 70 %).
Резины Резиновые изделия отвечают разнообразным требованиям в отношении теплостойкости, морозостойкости, химической стойкости, твердости, эластичности и упругости. Исходным материалом для резин служат натуральный (НК) и синтетический каучук. Натуральный каучук - полимер изопрена (С5Н8). Изопентовые группы полиизопрена связаны в длинную молекулярную цепь, и это позволяет отнести его к классу линейных карбоцепных полимеров. Полиизопрен и его аналоги, а также полибутадиен и полихлоропрен относятся к классу эластомеров. Эластомерами называют полимеры, обладающие в широком температурном интервале высокой эластичностью - способностью подвергаться значительным (до 1000%) обратимым деформациям при модуле от сотых долей до нескольких кГ на см^2. Общим признаком эластомеров является макромолекулярное строение, а также способность к вулканизации. Переход пластичного каучука в эластичную резину называется вулканизацией, которая представляет собой процесс “поперечного сшивания” линейных макромолекул в редкосетчатую структуру. В качестве агентов применяю серу, тиурам, диазосоединения. Свойства резин определяются разновидностью использованных каучуков: изопреновый, бутадиеновый, бутадиенстирольный, этиленпропиленовый, бутилкаучук. Резины наибольшее применение нашли в производстве автомобильных шин ГОСТ 4754-80, шиноремонтных материалов ГОСТ 2631-79, производстве резинотехнических изделий - товарные или невулканизированные смеси, предназначенные для теплого формования изделий, поставляют по ТУ38-1051082-86. В ТУ38-1051082-86 в зависимости от назначения резины делятся на группы: I - работоспособна от -10 до +100 С, в среде перегретой воды работоспособны до +170 С резины группы V типа 51- 1481 и ИПР-1375 на основе этиленпропиленового каучука, всего двенадцать групп, включая морозостойкую, электроизоляционную и износостойкую резины. Условная прочность резин составляет 4...15 МПа, относительное удлинение 550 %. ТЕРМОЭЛАСТОПЛАСТЫ в отличии от резин не имеют стадии вулканизации, перерабатываются в изделия обычными способами: экструзия, инжекция, это процесс, при котором требуемый объем расплава (доза) накапливается в материальном цилиндре литьевой машины и затем под высоким давлением (100-200 МПа) впрыскивается, инжектируется, в форму за короткий, измеряемый секундами, интервал времени. шприцевание и прессование Прямое прессование применяется в случаях изготовления изделий разнообразных форм, размеров, толщин, преимущественно из реактопластов, выпускаемых в виде порошков, гранул, волокнитов, слоистых заготовок из армированных полимерных материалов и также из резиновой смеси. Перед началом прессования полимеры обрабатываются (сушка, таблетирование, предварительный нагрев), улучшая тем самым их технологические свойства и качество получаемых изделий. Подготовительные материалы перед началом процесса прессования обычно дозируют. Определенное количество перерабатываемого полуфабриката помещают в нагретую пресс-форму, установленную на прессе, конфигурация оформляющей полости которой соответствует конфигурации детали. Затем пресс-форму смыкают. Материал начинает нагреваться, постепенно переходит в вязкотекучее состояние, под давлением от 7 до 50 МПа заполняет оформляющую полость и уплотняется. Материал выдерживают в пресс-форме под давлением до тех пор, пока не завершится отверждение полимера. Уже готовое изделие выталкивают из пресс-формы при температуре прессования. Для повышения качества изделий в процессе прессования применяют подпрессовки (поочередная подача и снятие давления), а также задержку подачи давления. Подпрессовки применяются для удаления из реактопластов летучих веществ. Этот же результат можно достичь с помощью вакуумирования материала в оформляющей полости пресс-формы. Задержка подачи давления применяется для снижения текучести реактопластов, имеющих при температуре формирования очень низкую вязкость, с тем чтобы предотвратить их вытекание через пресс-формы в процессе уплотнения. Данное прессование применяют при переработке термопластов для изготовления деталей, толщиной больше 10-15 мм, если же во время переработки материал имеет весьма высокую вязкость, а также если температура текучести полимера близка к температуре его деструкции. Литьевое прессование в большинстве случаев применяют для переработки реактопластов. Формование осуществляют в пресс-формах, где оформляющая полость отдалена от загрузочной камеры и соединятся с ней литниковыми каналами. Во время прессования материал, помещенный в загрузочную камеру нагретой пресс-формы, переходит в вязкотекучее состояние под давлением от 60 до 200 МПа и по литниковому каналу перетекает в оформляющую полость пресс-формы, где материал дополнительно прогревается и отвердевает. Расставим преимущества: - при литьевом прессовании изделия изготавливаются более сложных форм с глубоким сквозным отверстием малого диаметра или малопрочной внутренней (или внешней) арматурой Изделия, полученные таким методом, характеризуются меньшим напряжением, чем при прямом прессовании, поскольку процесс отверждения в оформляющей полости идет одновременно по всему объему детали, а при заполнении формы создаются условия, обеспечивающие удаление из материала летучих продектов. На основе бутадиен- и изопренстирольных термоэластопластов изготавливают светлые прорезиненные ткани на синтетической основе, шланги, специальные виды деталей. Термоэластопласты обладают большей в 2 раза стойкостью к истиранию и высоким сопротивлением к расслаиванию, чем резина. Термоэластопласты в отличии от резин способны к многократной переработке. По механическим свойствам они также превосходят обычные резины, однако частично уступают им по масло- и кислотостойкости. Например, бутадиен-стирольный термопласт ДСТ-30 имеет условную прочность при растяжении 25 МПа, относительное удлинение 830 %, а бутадиен-α-метилстирольный термопласт обладает бв = 27.5 МПа, δ = 1063 %.
Полупроводниковые материалы. Полупроводники, вещества, характеризующиеся увеличением электрической проводимости с ростом температуры. Хотя часто полупроводники определяют как вещества с удельной электрической проводимостью а, промежуточной между ее значениями для металлов (σ=106 -104 Ом-1 см-1) и для хороших диэлектриков (σ=-12 — 10-10 Ом-1 см-1), сама величина электрической проводимости не играет определяющей роли в полупроводниковых свойствах вещества. На электрическую проводимость П оказывает влияние кроме температуры сильное электрическое поле, давление, воздействие оптического и ионизирующего излучения, наличие примесей и другие факторы, способные изменять структуру вещества и состояние электронов. Это обстоятельство играет решающую роль в многочисленном и разнообразном использовании полупроводников. Полупроводниковые материалы, вещества с четко выраженными свойствами полупроводников в широком интервале температур, включая комнатную (~ 300 К), являющиеся основой для создания полупроводниковых приборов. Удельная электрическая проводимость а при 300 К составляет 104 ~ 1010 Ом-1·см-1 и увеличивается с ростом температуры. Для полупроводниковых материалов характерна высокая чувствительность электрофизических свойств к внешним воздействиям (нагрев, облучение, деформации и т.п.), а также к содержанию структурных дефектов и примесей. Полупроводниковые материалы по структуре делятся на кристаллические, твердые аморфные и жидкие. Наибольшее практическое применение находят неорганические кристаллические полупроводниковые материалы, которые по химическому составу разделяются на следующие основные группы. Элементарные полупроводники: Ge, Si, углерод (алмаз и графит), В, a-Sn (серое олово), Те, Se. Важнейшие представители этой группы - Ge и Si имеют кристаллическую решетку типа алмаза (алмазоподобны). Являются непрямозонными полупроводниками; образуют между собой непрерывный ряд твердых растворов, также обладающих полупроводниковыми свойствами. Соединения типа AIIIBV элементов III и V групп периодической системы. Имеют в основном кристаллическую структуру типа сфалерита. Связь атомов в кристаллической решетке носит преимущественно ковалентный характер с некоторой долей (до 15%) ионной составляющей. Плавятся конгруэнтно (без изменения состава). Обладают достаточно узкой областью гомогенности, т.е. интервалом составов, в котором в зависимости от параметров состояния (температуры, давления и др.) преимущественный тип дефектов может меняться, а это приводит к изменению типа проводимости (n, р) и зависимости удельной электрической проводимости от состава. Важнейшие представители этой группы: GaAs, InP, InAs, InSb, являющиеся прямозонными полупроводниками, и GaP - непрямозонный полупроводник. Многие полупроводниковые материалы типа АIIIВV образуют между собой непрерывный ряд твердых растворов - тройных и более сложных (Ga x Al1- xAs, GaAs x P1- x, Ga x In1_ x P, Ga x In1- xAs y P1- y и т.п.), также являющихся важными.
Диэлектрики. вещества, плохо проводящие электрический ток. Термин "Д." (от греч. diá — через и англ. electric — электрический) введён М. Фарадеем для обозначения веществ, через которые проникают электрические поля. В любом веществе, помещённом в электриче
 2015-05-26
2015-05-26 2506
2506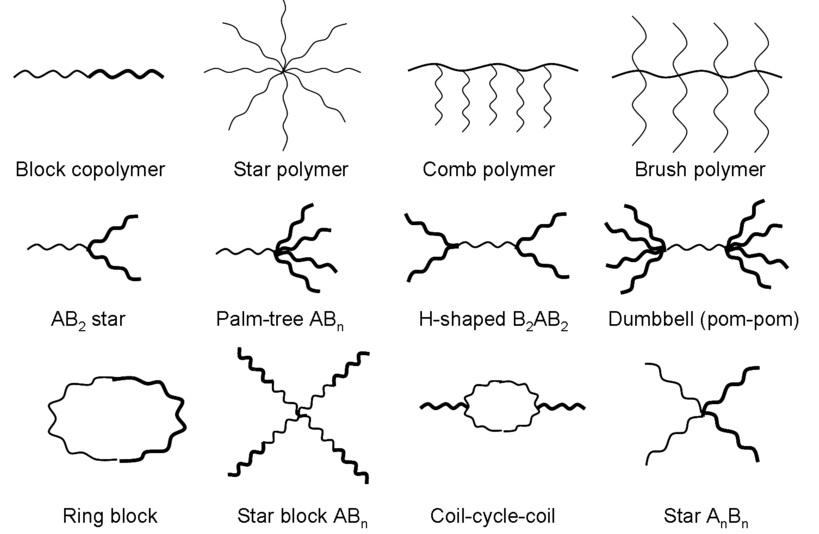 Линейные полимеры обладают специфическим комплексом физико-химических и механических свойств. Важнейшие из этих свойств: способность образовывать высокопрочные анизотропные высокоориентированные волокна и пленки, способность к большим, длительно развивающимся обратимым деформациям; способность в высокоэластичном состоянии набухать перед растворением; высокая вязкость растворов. Этот комплекс свойств обусловлен высокой молекулярной массой, цепным строением, а также гибкостью макромолекул. При переходе от линейных цепей к разветвленным, редким трехмерным сеткам и, наконец, к густым сетчатым структурам этот комплекс свойств становится всё менее выраженным. Сильно сшитые полимеры нерастворимы, неплавки и неспособны к высокоэластичным деформациям. Полимеры могут существовать в кристаллическом и аморфном состояниях. Необходимое условие кристаллизации - регулярность достаточно длинных участков макромолекулы. В кристаллических полимерах возможно возникновение разнообразных надмолекулярных структур (фибрилл, сферолитов, монокристаллов, тип которых во многом определяет свойства полимерного материала. Надмолекулярные структуры в незакристаллизованных (аморфных) полимерах менее выражены, чем в кристаллических.
Линейные полимеры обладают специфическим комплексом физико-химических и механических свойств. Важнейшие из этих свойств: способность образовывать высокопрочные анизотропные высокоориентированные волокна и пленки, способность к большим, длительно развивающимся обратимым деформациям; способность в высокоэластичном состоянии набухать перед растворением; высокая вязкость растворов. Этот комплекс свойств обусловлен высокой молекулярной массой, цепным строением, а также гибкостью макромолекул. При переходе от линейных цепей к разветвленным, редким трехмерным сеткам и, наконец, к густым сетчатым структурам этот комплекс свойств становится всё менее выраженным. Сильно сшитые полимеры нерастворимы, неплавки и неспособны к высокоэластичным деформациям. Полимеры могут существовать в кристаллическом и аморфном состояниях. Необходимое условие кристаллизации - регулярность достаточно длинных участков макромолекулы. В кристаллических полимерах возможно возникновение разнообразных надмолекулярных структур (фибрилл, сферолитов, монокристаллов, тип которых во многом определяет свойства полимерного материала. Надмолекулярные структуры в незакристаллизованных (аморфных) полимерах менее выражены, чем в кристаллических. 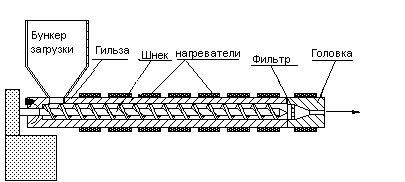 инжекция, это процесс, при котором требуемый объем расплава (доза) накапливается в материальном цилиндре литьевой машины и затем под высоким давлением (100-200 МПа) впрыскивается, инжектируется, в форму за короткий, измеряемый секундами, интервал времени. шприцевание и прессование Прямое прессование применяется в случаях изготовления изделий разнообразных форм, размеров, толщин, преимущественно из реактопластов, выпускаемых в виде порошков, гранул, волокнитов, слоистых заготовок из армированных полимерных материалов и также из резиновой смеси. Перед началом прессования полимеры обрабатываются (сушка, таблетирование, предварительный нагрев), улучшая тем самым их технологические свойства и качество получаемых изделий. Подготовительные материалы перед началом процесса прессования обычно дозируют. Определенное количество перерабатываемого полуфабриката помещают в нагретую пресс-форму, установленную на прессе, конфигурация оформляющей полости которой соответствует конфигурации детали. Затем пресс-форму смыкают. Материал начинает нагреваться, постепенно переходит в вязкотекучее состояние, под давлением от 7 до 50 МПа заполняет оформляющую полость и уплотняется. Материал выдерживают в пресс-форме под давлением до тех пор, пока не завершится отверждение полимера. Уже готовое изделие выталкивают из пресс-формы при температуре прессования. Для повышения качества изделий в процессе прессования применяют подпрессовки (поочередная подача и снятие давления), а также задержку подачи давления. Подпрессовки применяются для удаления из реактопластов летучих веществ. Этот же результат можно достичь с помощью вакуумирования материала в оформляющей полости пресс-формы. Задержка подачи давления применяется для снижения текучести реактопластов, имеющих при температуре формирования очень низкую вязкость, с тем чтобы предотвратить их вытекание через пресс-формы в процессе уплотнения. Данное прессование применяют при переработке термопластов для изготовления деталей, толщиной больше 10-15 мм, если же во время переработки материал имеет весьма высокую вязкость, а также если температура текучести полимера близка к температуре его деструкции. Литьевое прессование в большинстве случаев применяют для переработки реактопластов. Формование осуществляют в пресс-формах, где оформляющая полость отдалена от загрузочной камеры и соединятся с ней литниковыми каналами. Во время прессования материал, помещенный в загрузочную камеру нагретой пресс-формы, переходит в вязкотекучее состояние под давлением от 60 до 200 МПа и по литниковому каналу перетекает в оформляющую полость пресс-формы, где материал дополнительно прогревается и отвердевает. Расставим преимущества: - при литьевом прессовании изделия изготавливаются более сложных форм с глубоким сквозным отверстием малого диаметра или малопрочной внутренней (или внешней) арматурой Изделия, полученные таким методом, характеризуются меньшим напряжением, чем при прямом прессовании, поскольку процесс отверждения в оформляющей полости идет одновременно по всему объему детали, а при заполнении формы создаются условия, обеспечивающие удаление из материала летучих продектов. На основе бутадиен- и изопренстирольных термоэластопластов изготавливают светлые прорезиненные ткани на синтетической основе, шланги, специальные виды деталей. Термоэластопласты обладают большей в 2 раза стойкостью к истиранию и высоким сопротивлением к расслаиванию, чем резина. Термоэластопласты в отличии от резин способны к многократной переработке. По механическим свойствам они также превосходят обычные резины, однако частично уступают им по масло- и кислотостойкости. Например, бутадиен-стирольный термопласт ДСТ-30 имеет условную прочность при растяжении 25 МПа, относительное удлинение 830 %, а бутадиен-α-метилстирольный термопласт обладает бв = 27.5 МПа, δ = 1063 %.
инжекция, это процесс, при котором требуемый объем расплава (доза) накапливается в материальном цилиндре литьевой машины и затем под высоким давлением (100-200 МПа) впрыскивается, инжектируется, в форму за короткий, измеряемый секундами, интервал времени. шприцевание и прессование Прямое прессование применяется в случаях изготовления изделий разнообразных форм, размеров, толщин, преимущественно из реактопластов, выпускаемых в виде порошков, гранул, волокнитов, слоистых заготовок из армированных полимерных материалов и также из резиновой смеси. Перед началом прессования полимеры обрабатываются (сушка, таблетирование, предварительный нагрев), улучшая тем самым их технологические свойства и качество получаемых изделий. Подготовительные материалы перед началом процесса прессования обычно дозируют. Определенное количество перерабатываемого полуфабриката помещают в нагретую пресс-форму, установленную на прессе, конфигурация оформляющей полости которой соответствует конфигурации детали. Затем пресс-форму смыкают. Материал начинает нагреваться, постепенно переходит в вязкотекучее состояние, под давлением от 7 до 50 МПа заполняет оформляющую полость и уплотняется. Материал выдерживают в пресс-форме под давлением до тех пор, пока не завершится отверждение полимера. Уже готовое изделие выталкивают из пресс-формы при температуре прессования. Для повышения качества изделий в процессе прессования применяют подпрессовки (поочередная подача и снятие давления), а также задержку подачи давления. Подпрессовки применяются для удаления из реактопластов летучих веществ. Этот же результат можно достичь с помощью вакуумирования материала в оформляющей полости пресс-формы. Задержка подачи давления применяется для снижения текучести реактопластов, имеющих при температуре формирования очень низкую вязкость, с тем чтобы предотвратить их вытекание через пресс-формы в процессе уплотнения. Данное прессование применяют при переработке термопластов для изготовления деталей, толщиной больше 10-15 мм, если же во время переработки материал имеет весьма высокую вязкость, а также если температура текучести полимера близка к температуре его деструкции. Литьевое прессование в большинстве случаев применяют для переработки реактопластов. Формование осуществляют в пресс-формах, где оформляющая полость отдалена от загрузочной камеры и соединятся с ней литниковыми каналами. Во время прессования материал, помещенный в загрузочную камеру нагретой пресс-формы, переходит в вязкотекучее состояние под давлением от 60 до 200 МПа и по литниковому каналу перетекает в оформляющую полость пресс-формы, где материал дополнительно прогревается и отвердевает. Расставим преимущества: - при литьевом прессовании изделия изготавливаются более сложных форм с глубоким сквозным отверстием малого диаметра или малопрочной внутренней (или внешней) арматурой Изделия, полученные таким методом, характеризуются меньшим напряжением, чем при прямом прессовании, поскольку процесс отверждения в оформляющей полости идет одновременно по всему объему детали, а при заполнении формы создаются условия, обеспечивающие удаление из материала летучих продектов. На основе бутадиен- и изопренстирольных термоэластопластов изготавливают светлые прорезиненные ткани на синтетической основе, шланги, специальные виды деталей. Термоэластопласты обладают большей в 2 раза стойкостью к истиранию и высоким сопротивлением к расслаиванию, чем резина. Термоэластопласты в отличии от резин способны к многократной переработке. По механическим свойствам они также превосходят обычные резины, однако частично уступают им по масло- и кислотостойкости. Например, бутадиен-стирольный термопласт ДСТ-30 имеет условную прочность при растяжении 25 МПа, относительное удлинение 830 %, а бутадиен-α-метилстирольный термопласт обладает бв = 27.5 МПа, δ = 1063 %. 






 8258
8258 8067
8067