 2015-05-30
2015-05-30 1787
1787Уровень качества продукции, сформированный на этапе проектирования, должен быть реализован на этапе производства при наличии сырья и материалов соответствующего качества. Требования производственного процесса нашли отражение уже на этапе проектирования в показателях технологичности конструкции (при отработке конструкции на технологичность). Если изготавливаемая продукция имеет необходимый уровень показателей технологичности, то качество продукции в процессе изготовления зависит от таких параметров качества технологии, как точность и стабильность технологических процессов.
Под точностью технологического процесса понимают близость к номиналу значений контролируемого показателя качества. Любой технологический процесс протекает под воздействием огромного числа производственных факторов, действуя в совокупности, приводят к тому, что при настройке технологического процесса на некоторое номинальное значение показателя качества всегда получают рассеяние значений показателя около номинального. Характер этого рассеяния определяется состоянием технологического процесса и обнаруживается при контроле качества.
На рис.2.8, а представлена гистограмма результатов измерений контролируемого показателя качества для большой группы (выборки) деталей. Из гистограммы ясно, что для данного состояния технологического процесса значения контролируемого показателя качества  находятся в интервале от
находятся в интервале от  до
до  . В теории точности и других науках этот интервал (диапазон) называют полем рассеяния и обозначают
. В теории точности и других науках этот интервал (диапазон) называют полем рассеяния и обозначают  . Технологи называют значение технологическим допуском в отличие от конструкторского
. Технологи называют значение технологическим допуском в отличие от конструкторского  , проставленного конструктором на чертеже. Конструкторский допуск указывает допускаемый интервал значений показателя качества , а технологический допуск показывает, каким получается этот интервал при изготовлении детали (в технологическом процессе).
, проставленного конструктором на чертеже. Конструкторский допуск указывает допускаемый интервал значений показателя качества , а технологический допуск показывает, каким получается этот интервал при изготовлении детали (в технологическом процессе).
Размер поля рассеяния служит мерой точности технологического процесса и является размерным абсолютным показателем качества. Однако чаще используют коэффициент  — безразмерный относительный показатель качества.
— безразмерный относительный показатель качества.
Если  , то считают технологический процесс точным (технологический допуск не выходит за пределы конструкторского). Чтобы обеспечить гарантированную точность изготовления, принимают
, то считают технологический процесс точным (технологический допуск не выходит за пределы конструкторского). Чтобы обеспечить гарантированную точность изготовления, принимают  . При таком условии получают гарантированный запас точности 25%.
. При таком условии получают гарантированный запас точности 25%.
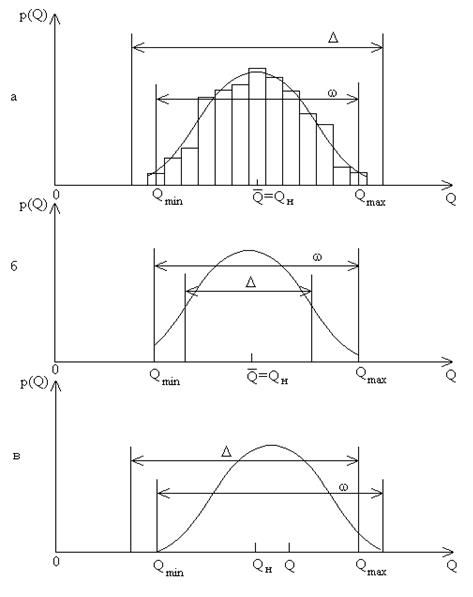
Рисунок 2.8 - Результаты контроля качества технологии
Если  (см. рис. 2.82, б), технологический процесс не обеспечивает требуемого (заданного) качества изготовления, появляется дефектная продукция (брак). Такая технология недопустима. Может быть и еще один случай появления брака при — рис. 2.8, в. Такая ситуация является следствием неправильной наладки технологического процесса, требует внесения в него поправки (переналадки). Коэффициент точности настройки
(см. рис. 2.82, б), технологический процесс не обеспечивает требуемого (заданного) качества изготовления, появляется дефектная продукция (брак). Такая технология недопустима. Может быть и еще один случай появления брака при — рис. 2.8, в. Такая ситуация является следствием неправильной наладки технологического процесса, требует внесения в него поправки (переналадки). Коэффициент точности настройки  показывает, насколько смещен центр технологического допуска
показывает, насколько смещен центр технологического допуска  от середины конструкторского допуска
от середины конструкторского допуска  в долях конструкторского допуска.
в долях конструкторского допуска.
Во избежание брака при изготовлении деталей надо обеспечить соблюдение двух условии:  и
и  . Первое из них связано со всей совокупностью факторов, приводящих к рассеянию значений показателя качества . Второе может быть обеспечено при наладке.
. Первое из них связано со всей совокупностью факторов, приводящих к рассеянию значений показателя качества . Второе может быть обеспечено при наладке.
Под стабильностью технологического процесса понимают свойство сохранять с течением времени значения показателей качества в заданных пределах. Нестабильность технологического процесса означает, что с течением времени показатели качества выходят за установленные пределы. При этом могут изменяться одновременно и (рис.2.9) или одна из этих характеристик. Например, износ режущего инструмента при обточке тела на полуавтомате приводит к увеличению размера детали в среднем.
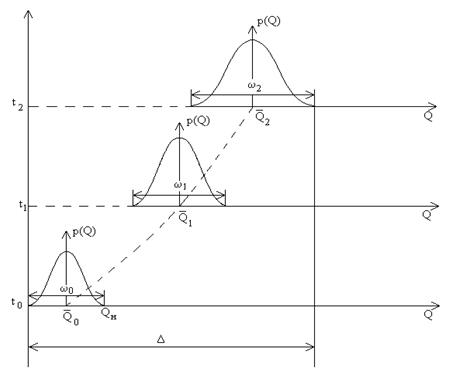
Рисунок 2.9 - Влияние износа режущего инструмента на плотность распределения вероятности значений показателя качества
Нестабильность технологического процесса по уровню наладки (значению ) за время  принято характеризовать коэффициентом смещения настройки
принято характеризовать коэффициентом смещения настройки  .
.
Нестабильность технологического процесса по рассеянию за время характеризует коэффициент межнастроечной стабильности 
Результаты статистического анализа точности и стабильности технологического процесса используются для статистического регулирования технологических процессов. Процесс регулирования, выполняемый автоматически, называется автоматическим технологическим процессом.. Если процесс регулирования лишь частично автоматизирован, то это автоматизированный технологический процесс.
Исчерпывающую информацию о качестве любого технологического процесса дает закон распределения вероятности значений показателей качества. Получение числовых характеристик этого закона — главная задача измерения и контроля качества. По этой причине некоторые зарубежные фирмы, отправляя продукцию потребителю, к сопроводительным документам прикладывают сертификат о качестве, в котором приводятся законы распределения вероятности важнейших показателей качества.

