 2018-02-13
2018-02-13 1502
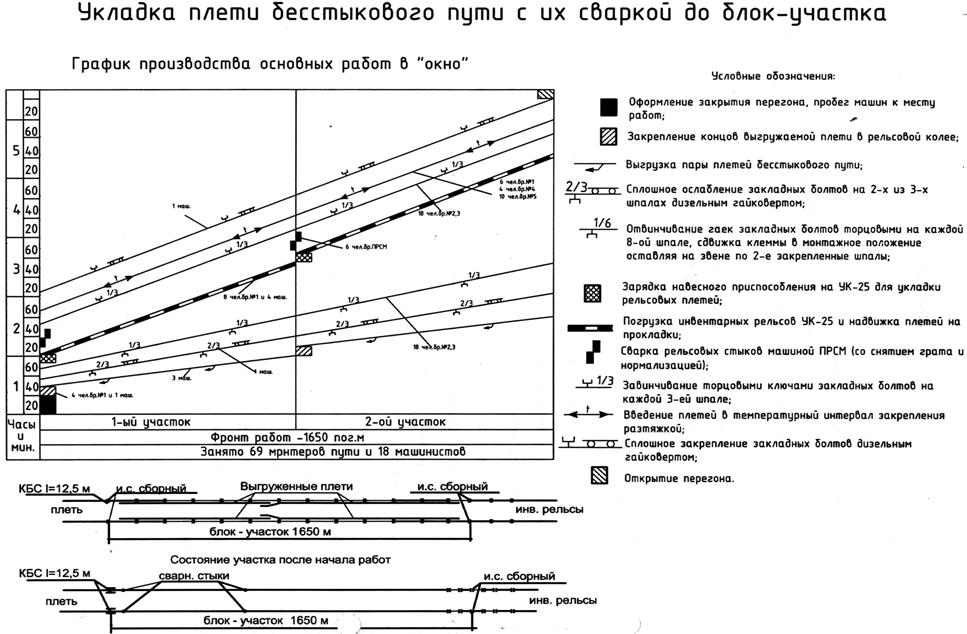
15022.1 Объем основных работ.
2.1.1 Замена инвентарных рельсов, м пути – 1600
2.1.2 Замена уравнительных рельсов, м пути – 50,0
2.1.3 Сварка рельсовых стыков машиной ПРСМ,
– стык нити – 6
– в т. ч. Способом подтягивания, шт – 2
– – “ – предварительного изгиба, шт. – 4
2.1.4 Постановка рельсовых плетей в оптимальную температуру
закрепления принудительным натяжением, м – 1600
2.2 Технологический процесс является составной частью комплексной технологии усиленного капитального или капитального ремонта пути.
2.3 В технологическом процессе представлен вариант производства работ:
– отвинчивание и завинчивание гаек закладных болтов производится путевыми моторными гайковертами ПМГ;
– надвижка рельсовых плетей производится “Приспособлением на УК-25 для укладки рельсовых плетей” (пр. 86.95.00.000 Калугапутьмаш).
2.4 В состав процесса входят следующие укрупненные операции:
– замена инвентарных рельсов на рельсовые плети;
– сварка рельсовых плетей с вваркой клееболтового стыка МКС;
– постановка рельсовых плетей в оптимальную температуру закрепления принудительным растягиванием.
2.5 Ввод рельсовых плетей в оптимальную температуру закрепления производится с принудительным удлинением (растягиванием) гидравлическим натяжным устройством УНГ, реализующим продольную силу до 60-ти (далее по тексту “прибор”) по каждой рельсовой нити отдельно.
2.6 Перед началом работ с использованием прибора должны быть выполнены работы по определению изменения длины плети при укладке при температуре рельсов ниже оптимальной.
2.7 Работы по принудительному удлинению плетей производятся при вывешивании их на каждой 15 шпале на скользящие прокладки с малым коэффициентом трения или ролики. Места установки прокладок отмечаются руководителями работ заранее.
2.8 В случае затруднений при растягивании плети или несовпадении контрольных и расчетных рисок применяется специальный “Ударный механизм с клиновым упором” проекта 2818.
Клиновой упор устанавливают на рельсовую плеть на расстоянии не более 2/3 длины плети от растягивающего прибора. Ударным механизмом ударяют в торец клина, усилие передается на плеть и происходит перемещение плети.
При необходимости, указанный комплекс перемещается вдоль рельсовой плети, и работа ударного механизма повторяется.
2.9 Рельсовые плети, подлежащие укладке в путь, доставляются к месту работ на специальном оборудованном составе и выгружаются в середину колеи напротив места укладки под прикрытием «окна» для производства основных работ или в технологическое «окно».
2.10 Рельсовые плети укладываются на полушпалки и закрепляются костылями; на торцы плетей устанавливают предохранительные башмаки.
При выгрузке плетей внутрь колеи расстояние между осями рельсов должно быть не менее 45 см.
2.11 Снятие с пути инвентарных рельсов производится путеукладочным краном УК-25/9-18 с погрузкой на платформы.
Для пропуска путеукладчика по месту работ инвентарные рельсы должны оставаться закрепленными на двух шпалах на звене.
2.12 Направляющими для укладки плетей служат: в первом варианте – упорные скобы, закрепленные в монтажном положении на каждой 6-й шпале, во втором варианте – на каждой 4-й шпале.
2.13 Для выполнения горизонтального изгиба плети с последующей сваркой стыков закладные сборки снимаются со стороны изгиба плети.
2.14 При изгибе плети и ее выпрямлении поперечное перемещение плети производится по трем металлическим скользунам, равномерно распределенным по участку изгиба.
2.15 Сварка рельсовых стыков машиной ПРСМ должна соответствовать требованиям, изложенным в Технологических указаниях по восстановлению дефективных рельсовых плетей, Приложение № 4. “ТУ по устройству, укладке, содержанию и ремонту бесстыкового пути”, утв. 31.03.00 г.
2.16 Обрезка концов с болтовыми отверстиями и обработка поверхностей под сварку должна соответствовать требованиям, изложенным в ТУ “Рельсы железнодорожные новые сварные” и Инструкции “Инструктивные материалы по сварочно-наплавочным работам в путевом хозяйстве, часть 1. П.1.2.-1.4. ТУ 32ЦП-561-88”.
2.17 Переезд по сварному стыку допускается не ранее чем через 15 мин. после окончания режима сварки, а принудительное растягивание плети – не ранее чем через 20 мин.
2.18 В подготовительный период на участке работ производится следующие работы: на всем протяжении закладные болты смазываются и опробуются, подкрепляются гайки закладных болтов на участках, примыкающих к фронту работ с каждой стороны длиной по 50 м, выгружаются и устанавливаются полушпалки и металлические скользуны.
С рельсовозного состава производится выгрузка рельсовых плетей внутрь колеи в соответствии с п.2.9.
Выгрузка плетей производится по отдельному технологическому процессу, и затраты труда в данном технологическом процессе не учитываются.
2.19. На рельсосварочном предприятии сварочной машиной, которой будет производиться сварка стыков, производится сварка двух контрольных образцов.
При сварке контрольных образцов определяется фактическое укорочение на каждый сварной стык в результате оплавления и осадки. Укорочение определяют разницей измерений до и после сварки между рисками, нанесенными на головки двух свариваемых кусков рельсов.
Измерения выполняют линейкой с точностью до 0,5 мм.
Уменьшение длины записывается сварщиком в сменный рапорт.
Испытывать контрольные образцы должны в рельсосварочном предприятии в течение срока, не превышающего 1–2 дней.
В случае неудовлетворительных результатов испытания контрольных образцов сварные стыки забраковываются.
2.20. Для обеспечения нормальной работы сварочной головки по сварке стыков и последующей обработки балласт из стыковых шпальных ящиков в подрельсовой зоне вырезается, а закладные узлы снимаются.
2.21. Во втором варианте до начала «окна» производится отвинчивание болтов на трех шпалах из четырех; на отвинченных шпалах пружинные клеммы сдвигают в монтажное положение, из них на каждой третьей шпале пружинная клемма в монтажном положении закрепляется.
На период выполнения этих работ скорость движения поездов ограничивается до 60 км/ч.
2.22. Перед открытием перегона, после основных работ, путь приводится в состояние, обеспечивающее безопасный пропуск первых двух поездов по месту работ со скоростью не более 25 км/ч и последующих – с установленной скоростью.
2.23. После 5-дневной обкатки пути должна производиться выборочная затяжка и при необходимости завинчивание их до нормативной величины не менее 12–15 км.
2.24. При выполнении работ по данному технологическому процессу необходимо соблюдать требования Правил технической эксплуатации железных дорог Российской Федерации; Инструкции по сигнализации на железных дорогах Российской Федерации; Инструкции по движению поездов и маневровой работе на железных дорогах Российской Федерации; Инструкции по обеспечению безопасности движения поездов при производстве путевых работ; Правил по охране труда при содержании и ремонте железнодорожного пути и сооружений; Технических указаний по устройству, укладке, содержанию и ремонту бесстыкового пути; Инструктивных материалов по сварочно-наплавочным работам в путевом хозяйстве. Части 1–3; Технических указаний на сборку, укладку и эксплуатацию пути с бесподкладочным рельсовым скреплением ЖБР-65 на железобетонных шпалах.
Таблица
Ведомость затрат труда по техническим нормам
| № п/п | Наименование работ | Измеритель | Количество | Техническая норма затрат труда на измеритель в чел.-мин | Техническая норма времени работы машин на измеритель в маш.-мин | Затраты труда в чел.-мин | Число рабочих | Продолжительность работы в мин | Продолжительность работы машин | № бригад | |||
| На работу | На работу с учетом отдыха и пропусков поездов | ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | ||
| Подготовительные работы: На базе: | |||||||||||||
| 1 | Распиловка деревянных шпал на полушпалки. | рез. | 6 | 2,49 | – | 15 | 16 | ||||||
| 2 | Погрузка на платформу: |
|
| ||||||||||
| – полушпалок с металлическими скользунами | пакет | 2 | 4,41 | 1,47 | 9 | 10 | |||||||
| – рельсов КБС (1-12,5 м) | рельс | 2 | 3,42 | 1,47 | 7 | 8 | |||||||
| – гидравлического прибора | прибор | 2 | 4,41 | 1,47 | 9 | 10 | |||||||
| – ударных механизмов | компл. | 1 | 4,41 | 1,47 | 18 | 19 | |||||||
| – эл. станции с комплектом кабельной арматуры | эл. станц. | 1 | 4,41 | 1,47 | 4 | 5 | |||||||
| Ключей ЭК-1 | ключ | 4 | 4,41 | 1,47 | 18 | 22 | |||||||
| ИТОГО: | чел.-мин |
|
| 71 | 81 | ||||||||
| В рельсосварочном предприятии: | |||||||||||||
| 1 | Сварка контрольных образцов машиной ПРСМ |
| |||||||||||
| – зачистка контактных поверхностей под сварку | стык нити | 2 | 10,72 | 5,36 | 21 | 23 | |||||||
| – сварка стыков | -//- | 2 | 7,32 | 3,66 | 15 | 16 | |||||||
| – шлифовка стыка грубая | -//- | 2 | 14,61 | 7,305 | 29 | 31 | |||||||
| – шлифовка стыка чистовая | -//- | 2 | 10,72 | 5,36 | 21 | 23 | |||||||
| 2 | Проверка качества сварки дефектоскопа | -//- | 2 | 2,5 | - | 5 | 6 | ||||||
| ИТОГО: | -//- |
| 91 | 99 | |||||||||
Продолжение таблицы
| № п/п | Наименование работ | Измеритель | Количество | Техническая норма затрат труда на измеритель в чел.-мин | Техническая норма времени работы машин на измеритель в маш.-мин | Затраты труда в чел.-мин | Число рабочих | Продолжительность работы | Продолжительность работы машин в мин | № бригад | |
| На работу | На работу с учетом отдыха и пропусков поездов | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|
| – рельсов МКС (2×12,5 м) | рельс | 2 | 2,73 | 0,91 | 5 | 7 | ||||
| – полушпалок с металлическими скользунами | пакет | 2 | 3,87 | 1,29 | 8 | 12 | |||||
| 2 | Опробывание и смазка закладных болтов на фронте (1650) | закл. болтов | 12356 | 0,586 | - | 6709 | 9728 | ||||
| 3 | Подкрепление закладных болтов на прилегающих участках к фронту работ (50мּ2) | закл. болт | 752 | 0,215 | - | 162 | 234 | ||||
| ИТОГО | чел.-мин | 6884 | 9981 | ||||||||
| ИТОГО по подготовительным работам: | –//– | 7046 | 10161 | ||||||||
| Основные работы, выполняемые в «окно» | |||||||||||
| 1 | Оформление закрытия перегона, перегона прибытие путевых машин к месту работ. | мин | – | – | 20 | – | – | – | – | 14 | |
| 2 | Выгрузка краном мотовоза на месте работ: | ||||||||||
| – натяжных приборов | прибор | 2 | 3,64 | 0,91 | 7 | 9 | 4 | 12 | 12 | 2 м.п. 2 маш. | |
| – насосной станции | станц. | 1 | 3,64 | 0,91 | 4 | 5 | |||||
| –электростанции | -//- | 1 | 3,64 | 0,91 | 4 | 5 | |||||
| – ударных механизмов | компл. | 2 | 3,64 | 0,91 | 7 | 9 | |||||
| – ключей ЭК-1 | ключ | 4 | 3,64 | 0,91 | 15 | 18 | |||||
| 3 | Разболчивание стыков со снятием накладок: | ||||||||||
| – отвинчивание гаек ключами ЭК-1 | стык болт | 564 | 0,415 | - | 234 | 293 | |||||
Продолжение таблицы
| № п/п | Наименование работ | Измеритель | Количество | Техническая норма затрат труда на измеритель в чел.-мин | Техническая норма времени работы машин на измеритель в маш.-мин | Затраты труда в чел.-мин | Число рабочих | Продолжительность работы в мин | Продолжительность работы машин в мин | № бригад | |
| На работу | На работу с учетом отдыха и пропусков поездов | ||||||||||
| – снятие стыковых болтов | –//– | 564 | 0,255 | – | 144 | 180 | 6 | 170 | – | Бр.№ 6 | |
| – снятие накладок | накл. | 272 | 0,611 | – | 166 | 208 | |||||
| 4 | Расшивка рельсовых плетей, закрепленных на полушпалках | кост | 132 | 0,22 | – | 29 | 36 | ||||
| 5 | Снятие предохранительных башмаков на торцах плетей | торец плети | 8 | 5,14 | – | 41 | 51 | ||||
| 6 | Вырезка балласта из шпальных ящиков в подрельсовой зоне (места сварки) | м пути | 1,05 | 7,7 | – | 8 | 10 | ||||
| 7 | Укладка полушпалок с металлическими скользунами | п/шп | 12 | 5,27 | – | 63 | 79 | ||||
| 8 | Обрезка концов плетей, лежащих внутри колеи | конец рельса | 6 | 8,6 | 4,3 | 52 | 65 | ||||
| 9 | Зачистка концов под сварку | –//– | 6 | 10,72 | 5,36 | 64 | 80 | ||||
| 10 | Отвинчивание закладных болтов дизельным гайковертом № 1, (на 2-х шпалах из 3-х, оставляя закрепленными по 2 шпале на звене) | м пути | 1600 | 0,096 | 154 | 192 | 1 | – | 192 | 1 маш. | |
| 11 | Отвинчивание гаек закладных болтов торцовыми ключами на каждой 3-й шпале, оставляя на каждом звене по две закрепленные шпалы | закл. болт | 1484 | 0,42 | - | 623 | 779 | ||||
| 12 | Отвинчивание гаек закладных болтов торцовыми ключами на каждой 6-й шпале, сдвижка клеммы в монтажное положение и закрепление | –//– | 1996 | 0,805 | – | 1607 | 2008 | ||||
Продолжение таблицы
| № п/п | Наименование работ | Измеритель | Количество | Техническая норма затрат труда на измеритель в чел.-мин | работы машин на измеритель | Затраты труда в чел.-мин | Число рабочих | Продолжительность работы | Продолжительность работы машин в мин | № бригад | |
| На работу | На работу с учетом отдыха и пропусков поездов | ||||||||||
| 13 | Сдвижка клемм в монтажное положение на остальных шпалах (5-ти шпалах) | клемма | 8500 | 0,17 | – | 1445 | 1806 | 18 | 255 | – | Бр.№ 2, 3 |
| 1-й участок | |||||||||||
| 14 | Зарядка приспособления для надвижки плетей | заря-дка | 1 | 12 | 0,48 | 12 | 15 | 4 | – | 4 | Маш. |
| 15 | Погрузка инвентарных рельсов путеукладочным краном и надвижка рельсов с МКС и 1-ой пары плетей на прокладки. | звено | 32,25 | 31,2 | 2,6 | 1006 | 1258 | 12 | 120 | 120 | 8 м.п |
| 16 | Отвинчивание гаек зак. болтов на 2-х шпалах на звене, оставлен-ных для прохода крана со сдвижкой в монтажное положение. | закл. болтов | 256 | 0,42 | – | 108 | 135 | ||||
| 17 | Разрядка приспособления | разр. | 1 | 12 | 0,48 | 12 | 15 | ||||
| 18 | Установка скользящих прокладок. | прок-ладка | 208 | 1,17 | – | 243 | 304 | 12 | 146 | – | Бр.№4 |
| 19 | Сдвижка клемм в проектное положение (кроме 6-ой шпалы) | Клемма | 5028 | 0,23 | – | 1156 | 1445 | ||||
| 20 | Выполнение комплекса сварочных работ: | ||||||||||
| 20.1 | Зачистка концов рельсов КБС | конец рельса | 4 | 10,72 | 5,36 | 43 | 54 | 10 | 11 | – | Бр.№5 |
| 20.2 | Обрезка концов примыкающих плетей и зачистка под сварку. | –//– | 2 | 16,08 | – | 32 | 40 | ||||
| 20.3 | Сдвижка пруж-инных клемм из монтажного поло-жения в проектное на рельсах КБС (на 3-х из 4-х шпалах) | клемма | 68 | 0,23 | – | 16 | 20 | ||||
Продолжение таблицы
| № п/п | Наименование работ | Измеритель | Количество | Техническая норма затрат труда на измеритель в чел.-мин | работы машин на измеритель | Затраты труда в чел.-мин | Число рабочих | Продолжительность работы в мин. | Продолжительность работы машин в мин | № бригад | |
| На работу | На работу с учетом отдыха и пропусков поездов | ||||||||||
| 20.4 | Сварка стыков машиной ПРСМ (1-я пара стыков) | стыки нити | 2 | 21,96 | 3,66 | 44 | 55 | 6 | – | 41 | Бр. ПРСМ |
| 20.5 | Обработка стыков шлифовкой | -//- | 2 | 76,02 | 12,67 | 152 | 190 | ||||
| 20.6 | Проверка качества дефектоскопом | -//- | 2 | 2,5 | - | 5 | 6 | 1 | 6 | – | Деф. |
| 20.7 | Снятие закладных сборок со стороны изгиба плети (по 45 м) | закл сборка | 168 | 0,67 | - | 113 | 141 | 10 | 20 | – | Бр.№ 5 |
| 20.8 | Горизонтальный изгиб плетей до совмещения тор-цов плетей и рельсов КБС | м плети | 90 | 0,5 | - | 45 | 56 | ||||
| 20.9 | Сварка рельсовых стыков машиной ПРСМ (2-я пара стыков) | стык нити | 2 | 21,96 | 3,66 | 44 | 55 | 6 | 41 | – | Бр. ПРСМ |
| 20.10 | Обработка стыков шлифовкой | -//- | 2 | 76,02 | 12,67 | 152 | 190 | ||||
| 20.11 | Проверка качества сварки дефектоскопом | -//- | 2 | 2,5 | – | 5 | 6 | 1 | 6 | – | 1 деф. |
| 20.12 | Горизонтальное выпрямление оставшейся части изгиба | м плети | 900 | 0,5 | – | 45 | 56 | 10 | 13 | – | Бр.№ 5 |
| 20.13 | Восстановление закладных сборок, снятие для изгиба | закл. сборка | 168 | 0,33 | – | 55 | 69 | ||||
| 20.14 | Засылка балластом в шпальных ящиках. | шп. ящик | 2 | 3,28 | – | 7 | 8 | ||||
| 21 | Монтаж и установка гидравлических приборов на правой и левой нитях | уста-новка | 2 | 48 | – | 96 | 120 | 8 | 15 | – | Бр.№ 1 |
| 22 | Монтаж и установка ударного механизма с клиновым упором | -//- | 2 | 16 | – | 32 | 40 | 8 | 5 | – | 8 м.п бр.№ 4 |
| 23 | Растягивание рельсовых плетей гидравлическими приборами | м плети | 806,25 | 0,065 | – | 52 | 66 | ||||
| 24 | Встряхивание рельсовых плетей ударными механизмами | встрях. | 2 | 4 | - | 8 | 10 | ||||
Продолжение таблицы
| № п/п | Наименование работ | Измеритель | Количество | Техническая норма затрат труда на измеритель в чел.-мин | Техническая норма времени работы машин на измеритель в маш.-мин | Затраты труда в чел.-мин | Число рабочих | Продолжительность работы в мин | Продолжительность работы машин | № бригад | |
| На работу | На работу с учетом отдыха и пропусков поездов | ||||||||||
| 25 | Снятие скользящих прокладок на 50 м | прокл. | 6 | 1,048 | – | 6 | 8 | 20 | 21 | - | 6 м.п. бр.№1, 4 м.п. бр. №4, 10 м.п. бр.№5 |
| 26 | Закрепление участков длиной по 50 м (для отключения приборов) со сдвижкой клемм в проектное положение: | ||||||||||
| – на 5-ти шпалах | закл. болт. | 312 | 0,64 | – | 200 | 250 | |||||
| – на каждой 6-й шпале | -//- | 62 | 0,445 | – | 28 | 34 | |||||
| 27 | Отключение и снятие с пути гидравлических приборов | снятие | 2 | 48 | – | 96 | 120 | 8 | 15 | – | Бр.№1 |
| 28 | Снятие с пути ударных механизмов | -//- | 2 | 16 | – | 32 | 40 | 8 | 5 | – | 8 м.п. бр.№4 |
| 2-й участок | |||||||||||
| 29 | Зарядка приспособления для надвижки плетей | заряд-ка | 1 | 12 | 0,48 | 12 | 15 | 20 | 21 | – | 6 м.п. бр.№ 1 4 м.п. бр.№4 10 м.п. бр.№ 5 |
| 30 | Погрузка инвентарных рельсов путеукладочным краном и надвижка 2-й пары плетей на прокладки | звено | 30,77 | 31,2 | 2,6 | 960 | 1200 | ||||
| 31 | Отвннчивание гаек закладных болтов со сдвижкой клеммы в монтажное положение (на 2-х шпалах на звене) | закл. болт | 256 | 0,42 | - | 108 | 135 | ||||
| 32 | Разрядка приспособления для надвижки плетей | разрядка | 1 | 12 | 0,48 | 12 | 15 | ||||
| 33 | Установка, скользящих прокладок | прокл | 206 | 1,17 | – | 241 | 301 | 12 | 144 | – | Бр.№4 |
| 34 | Сдвижка клемм в проектное положение (кроме 6-й шпалы) | клем | 4952 | 0,23 | – | 1139 | 1424 | ||||
| 35 | Выполнение комплекса сварочных работ: | ||||||||||
| 35.1 | Снятие закладных со стороны изгиба плетей (по 45 м) | Зак. Сбор. | 168 | 0,67 | – | 113 | 141 | ||||
Продолжение таблицы
| № п/п | Наименование работ | Измеритель | Количество | Техническая норма затрат труда на измеритель в чел.-мин | Техническая норма времени работы машин на измеритель в маш.-мин | Затраты труда в чел.-мин | Число рабочих | Продолжительность работы в мин. | Продолжительность работы машин | № бригад | |
| На работу | На работу с учетом отдыха и пропусков поездов | ||||||||||
| 35.2 | Горизонтальный изгиб плетей до совмещения торцов плетей | м плети | 90 | 0,5 | – | 45 | 56 | 10 | 20 | – | Бр. №5 |
| 35.3 | Сварка рельсовых стыков машиной ПРСМ | стык нити | 2 | 21,96 | 3,66 | 44 | 55 | ||||
| 35.4 | Обработка стыков шлифовкой. | -//- | 2 | 76,02 | 12,67 | 152 | 190 | ||||
| 35.5 | Проверка качества сварки дефектоскопом | -//- | 2 | 2,5 | – | 5 | 6 | 1 | 6 | – | 1 деф. |
| 35.6 | Горизонтальное выпрямление оставшейся части изгиба | м плети | 90 | 0,5 | – | 45 | 56 | 10 | 23 | – | Бр. № 5 |
| 35.7 | Восстановление закладных сборок, снятие для изгиба | закл. сборка | 168 | 0,33 | – | 55 | 69 | ||||
| 35.8 | Засыпка балластом в шпальных ящиках | шп. ящик | 1 | 3,28 | – | 3 | 4 | ||||
| 36 | Монтаж и установка гидравлических приборов направой и левой нитях | уста-новка | 2 | 48 | – | 96 | 120 | 8 | 15 | – | Бр. № 1 |
| 37 | Монтаж и установка ударного механизма с клиновым упором | -//- | 2 | 16 | – | 32 | 40 | 8 | 5 | – | 8 м.п. бр.№ 4 |
| 38 | Растягивание рельсовых плетей гидравлическими приборами | м плети | 793,75 | 0,065 | – | 52 | 65 | 22 | 18 | – | 8 м.п. бр. № 1, 4м.п. бр. № 4, 10 м.п. бр. № 5 |
| 39 | Встряхивание рельсовых плетей ударными механизмами | встр | 2 | 4 | – | 8 | 10 | ||||
| 40 | Снятие скользящих прокладок на 50 м | прокл | 6 | 1,048 | – | 6 | 8 | ||||
| 41 | Закрепление участков длиной по 50 м (для отключения приборов) со сдвижкой пружинных клемм в проектное положение: | ||||||||||
| – на 5-ти шпалах | закл. болт | 312 | 0,64 | – | 200 | 250 | |||||
| – на каждой 6-й шпале | -//- | 62 | 0,445 | - | 28 | 34 | |||||
Окончание таблицы
| № п/п | Наименование работ | Измеритель | Количество | Техническая норма затрат труда на измеритель в чел.-мин | Техническая норма времени работы машин на измеритель в маш.-мин. | Затраты труда в чел.-мин | Число рабочих | Продолжительность работы в мин. | Продолжительность работы \ машин в мин. | № бригад | |
| На работу | На работу с учетом отдыха и пропусков поездов | ||||||||||
| 42 | Отключение приборов и демонтаж | откл. | 2 | 48 | – | 96 | 120 | 8 | 15 | – | Бр. № 1 |
| 43 | Снятие с пути ударных механизмов и демонтаж | снятие | 2 | 16 | – | 32 | 40 | 8 | 5 | – | 8 м.п. бр № 4 |
| 44 | Снятие скользящих прокладок | прокл. | 202 | 1,048 | – | 212 | 256 | 6 24 | 120 33 | – | Бр. № 6 Бр. № 2, 3, 6 |
| 45 | Завинчивание торцовыми ключами закладных болтов на каждой 3-й шпале (кроме 6-й на 1 плети | закл. Болт | 944 | 0,64 | – | 604 | 755 | ||||
| 46 | Отвинчивание закладных болтов на 6-ой шпале и сдвижка клемм в проектное положение на 1-й плети | закл. Болт | 944 | 0,445 | – | 4520 | 525 | ||||
| 47 | Снятие скользящих прокладок | прокл | 200 | 1,048 | – | 210 | 262 | 24 16 | 63 63 | – | Бр. № 2,3,6 Бр. № 4 4м.п. бр. № 5 |
| 48 | Завинчивание торцовыми ключами закладных болтов на каждой 3-й шпале (кроме 6-й) на 2-и плети | закл. Болт | 928 | 0,64 | – | 594 | 742 | ||||
| 49 | Отвинчивание закладных болтов на 6-й шпале и сдвижка в проектное положение | -//- | 928 | 0,445 | – | 413 | 516 | ||||
| 50 | Обрезка концов уравнительных рельсов по расчету до длины 5,65 м | конец рельса | 2 | 9,15 | 3,05 | 12 | 23 | 6 | 21 | – | 6 м.п. бр. № 5 |
| 51 | Сверление болтовых отверстий | отв. | 6 | 7,98 | 2,66 | 48 | 60 | ||||
| 52 | Установка накладок и сболчивание стыков | стык нити | 2 | 17,8 | – | 36 | 45 | ||||
| 53 | Сплошное закрепление закладных болтов дизельным гайковертом №2 (кроме 2 участков по 50 м) | м пути | 1600 | 0,096 | 0,096 | 144 | 180 | 1 | – | 180 | 1 маш. |
| Итого | чел.-мин | 14799 | 18499 | ||||||||
| ИТОГО ПО ПРОЦЕССУ | 25845 | 28660 | |||||||||
[1] Значения грузонапряженности, стоящие перед тире – исключительно, после тире – включительно.
2 Приемоотправочные и другие станционные пути, предназначенные для сквозного пропуска поездов со скоростями 40 км/ч и более, подъездные пути со скоростями 40 км/ч, а также горочные пути относятся к 3 классу. Станционные пути, не предназначенные для сквозного пропуска поездов при установленных скоростях 40 км/ч, а также специальные пути, предназначенные для обращения подвижного состава с опасными грузами, сортировочные и подъездные пути со скоростями движения 40 км/ч относится к 4 классу. Остальные станционные и подъездные пути относятся к 5 классу.

