 2014-02-09
2014-02-09 13663
13663Литье
Литье является одним из экономичных способов получения деталей и заготовок сложной формы, больших и малых размеров из различных металлов, сплавов, пластмасс и других материалов. Этот способ заключается в заливке расплавов в специально приготовленные литейные формы.
В литейном производстве для получения металлических отливок применяют более 50 разновидностей литья: литье в песчаные формы, в оболочковые формы, по выплавляемым моделям, литье в кокиль, центробежное литье, литье под давлением и др.
Литейная форма — это применяемая в литейном производстве форма для получения отливок, состоит из собственно формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий (рис. 3.1).
Рабочая часть литейной формы представляет собой полость, в которой материал, охлаждаясь, затвердевает и принимает требуемые конфигурацию и размеры.
Литейный стержень — это отъемная часть литейной формы, оформляющая внутренние полости отливки. В тех случаях, когда конфигурация литейной модели затрудняет извлечение ее из литейной формы, литейные стержни могут использоваться и для формирования наружных частей отливки. Литейные стержни устанавливают на специальные опорные поверхности литейной формы, называемые знаками.
Литье в песчаные формы - это способ получения отливок в литейных формах, изготовленных из песчано-глинистых формовочных материалов и используемых для получения одной отливки.
Совокупность каналов (элементов), служащих для заполнения рабочей полости литейной формы расплавленным металлом, питания отливки при затвердевании и улавливания первых порций металла, шлака и загрязнений, называется литниковой системой. Основными элементами литниковой системы являются чаша, стояк, шлакоуловитель, питатель, боковая прибыль, шейка.
Выпар — это вертикальный канал, соединенный с литниковой системой. Он расположен в верхней части литейной формы и предназначен для выхода газов при заполнении формы жидким металлом, контроля заполнения формы, а иногда — питания отливки металлом во время ее остывания.
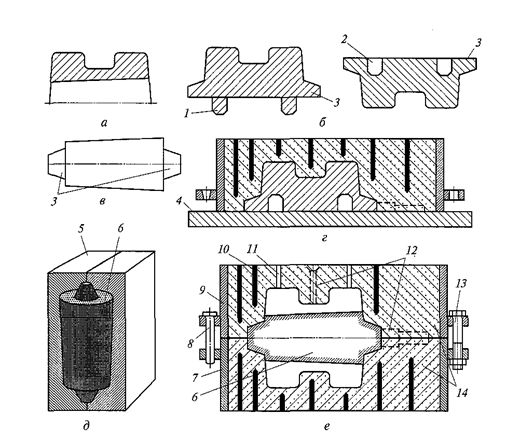
Рис. 3.1. Последовательность изготовления формы (формовка): а - эскиз детали; б - эскиз полу-модели; в - стержень; г - изготовление нижней полу-формы; д - изготовление стержня; е - форма в сборе; 1 - базовый выступ; 2 - базовая впадина; 3 - знак; 4 - модельная плита; 5 - стержневой ящик; 6 - стержень; 7 - нижняя опока; 8 - зажимной болт; 9 - верхняя опока; 10 - вентиляционный канал; 11 - выпар; 12 - литниковая система; 13 - базовый штифт; 14 –полу-формы.
Разовые литейные формы получают с помощью специальных комплектов приспособлений — модельного и формовочного.
Модельный комплект необходим для образования при формовке рабочей полости литейной формы. В комплект входят литейная модель, стержневые ящики, модели литниковой системы, шаблоны для конкретной отливки, модельные плиты и др.
Литейная модель — это часть модельного комплекта, служащая для образования в литейной форме отпечатка, соответствующего конфигурации и размерам отливки. Модели изготавливают из древесины, металлических и специальных модельных сплавов и пластмасс. Существуют одноразовые модели и модели для многократного использования. Деревянные модели отличаются простотой изготовления, невысокой стоимостью, относительно малой массой, однако они недолговечны. Применение деревянных моделей целесообразно в опытном и разовом производстве.
Модельная плита — это плита, оформляющая разъем литейной формы и несущая на себе различные части модели, включая литниковую систему, и служащая для набивки формовочной смесью одной из парных опок.
Стержневой ящик — приспособление, служащее для изготовления стержней. Конструкция стержневого ящика зависит от формы и размеров стержня, способа его изготовления. Для свободного, удаления стержня из ящика на соответствующих поверхностях предусматривают формовочные уклоны. Стержневые ящики могут быть изготовлены из дерева, металла или пластмассы.
В формовочный комплект входят опоки, штыри, скобы и другие приспособления, необходимые для получения разовой песчаной формы.
Опокой называют приспособление в виде жесткой рамы (открытого ящика), служащее для удержания в нем формовочной смеси при изготовлении разовых песчаных форм, транспортирования и заливки металла. Опоки изготавливают из стали, чугуна, алюминиевых сплавов.
Основными операциями при изготовлении литейной формы являются: уплотнение формовочной смеси, придание форме достаточной прочности и устройство вентиляционных каналов.
Изготовление литейной формы начинают с того, что на модельную плиту 4 (см. рис. 3.1) устанавливают нижнюю половину модели и нижнюю опоку 7 рабочей плоскостью вниз. На модель наносят слой облицовочной смеси толщиной 40... 100 мм, который слегка уплотняют. Затем опоку заполняют наполнительной смесью и уплотняют.
Опоку с заформованной в ней половиной модели поворачивают на 180° и вновь устанавливают на модельную плиту. На нижней половине модели фиксируют ее верхнюю половину, устанавливают модели стояка и выпаров. На нижнюю опоку устанавливают верхнюю, извлекают модели стояка и выпара.
Верхнюю полу-форму снимают, поворачивают на 180° извлекают половины моделей отливки и литниковой системы. Затем в нижнюю полу-форму устанавливают литейный стержень, который оформляет внутреннюю полость отливки, и на нижнюю полу-форму с помощью штырей устанавливают верхнюю полу-форму. Для улучшения газопроницаемости формы делают вентиляционные каналы 10. После скрепления опок литейная форма считается подготовленной к заливке.
Изготовление отливок в песчаных формах включает в себя следующие основные технологические операции: заливку литейной формы расплавленным металлом, охлаждение отливки в литейной форме, выбивку отливки из литейной формы, обрубку и очистку отливок.
Заливка литейной формы заключается в равномерном заполнении литейной формы расплавленным металлом. Важное значение при заливке имеет обеспечение рациональной температуры заливки расплавленного металла, которая должна быть примерно на 100... 150° С выше температуры отвердения. Для крупных отливок из серого чугуна температура заливки обычно находится в пределах 1230... 1300° С, для мелких и средних отливок из серого чугуна — 1320... I400° С, для тонкостенных отливок — 1360... 1450° С. Высокопрочный и белый чугун заливают при температуре 1320... 1450º С, углеродистую и низколегированную стали — при температуре 1520... 1560° С. Для тонкостенных отливок из легированной коррозионностойкой стали 12Х18Н9ТЛ температура заливки достигает 1620° С.
Бронзу и латунь обычно заливают при температуре 1000...1 100° С, алюминиевые и магниевые сплавы — при 680... 760° С, титановые сплавы — при 1800... 1860° С.
Продолжительность заливки расплава в форму зависит от степени сложности конфигурации отливок, литейного сплава и металлоемкости литейной формы (рис. 3.2).
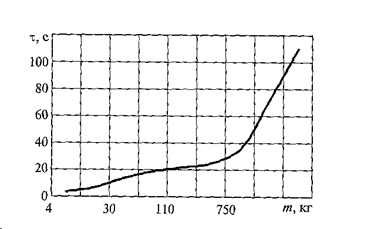
Рис. 3.2. Влияние массы отливки m на продолжительность заливки τ
Охлаждение отливок в литейных формах после заливки происходит от температуры заливки до достижения рациональной температуры выбивки. Продолжительность выдержки в форме определяется толщиной стенки отливки, свойствами залитого сплава и литейной формы, температурой выбивки и может быть рассчитана или определена экспериментально.
Небольшие тонкостенные отливки охлаждаются в форме в течение нескольких минут, а толстостенные крупные (массой 50...60 т) — в течение нескольких суток и даже недель (табл. 3.2).
| Характеристика отливок | Длительность охлаждения, час | ||
| Масса отливок, кг | Средняя толщина стенок, мм | Стальные отливки | Чугунные отливки |
| До 10 | 5... 15 | 0,2...0,5 | 0,2...0,4 |
| 10...50 | 15...20 | 0,5...0,8 | 0,4... 0,6 |
| 50... 100 | 15...30 | 2...5 | 0,8...2,0 |
| 100...500 | 20... 50 | 6...8 | 4...6 |
| 500... 2 000 | 30... 80 | 18... 24 | 18...20 |
| 2000... 10000 | 50... 120 | 36...50 | 24... 36 |
На рис. 3.3 представлена зависимость времени остывания расплава (от температуры заливки до температуры начала кристаллизации) от толщины стенок отливки. Время кристаллизации значительно больше, чем время остывания расплава до начала кристаллизации (рис. 3.4).
Это связано с тем, что скрытая теплота кристаллизации больше, чем теплосодержание расплава при остывании примерно на 70 ° С, а также с тем, что с течением времени плотность теплового потока, поступающего из отливки в литейную форму, уменьшается.
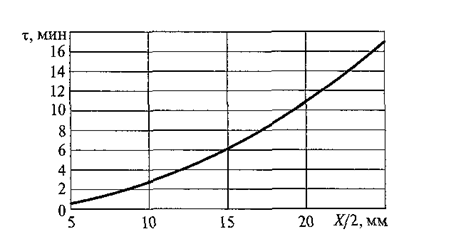
Рис. 3.3. Влияние толщины стенки Х на время остывания отливки τ
от заливки расплава до начала кристаллизации отливки.
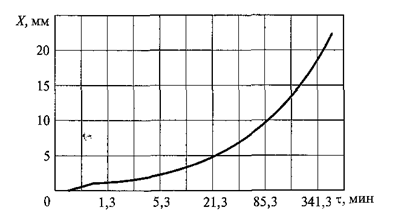
Рис. 3.4. Зависимость толщины Х кристализованного слоя расплава от времени τ
Для сокращения времени охлаждения массивных отливок используют различные методы принудительного охлаждения: обдувают воздухом, в формы при формовке укладывают змеевики, по которым пропускают воздух или воду. На время остывания и количество отведенной теплоты существенное влияние оказывают свойства литейного сплава: теплоемкость, плотность, удельная теплота плавления, температуры заливки, плавления и выбивки.
Скорость отвода теплоты в литейную форму влияет на кристаллизацию металла и размеры образующихся зерен. В начальный период кристаллизации при наибольшей плотности теплового потока образуется мелкозернистая литейная корка. Литейная корка находится в контакте с формовочной смесью, поэтому она, как правило, загрязнена включениями. Затем плотность теплового потока падает и скорость кристаллизации уменьшается. При литье в песчаные формы малая скорость охлаждения отливок обусловливает их крупнозернистую структуру.
Поскольку реальные детали имеют различную толщину стенок, элементов, в первую очередь кристаллизуются и затвердевают более тонкие части детали. Выравнивание процессов затвердевания различных элементов отливок может быть достигнуто с помощью регулирования теплообмена.
С этой целью в литейную форму встраивают обладающие высокой теплопроводностью элементы, называемые холодильниками. Холодильники обычно изготавливают из чугуна, реже — из графита, магнезита. Между холодильником и внутренней поверхностью формы оставляют стенку из формовочной смеси, через которую достаточно быстро устанавливается стационарный теплообмен. При этом тепловой поток через стенку зависит от ее толщины.
После затвердевания отливку выдерживают в форме для охлаждения до температуры выбивки. Теплота, содержащаяся в расплавленном металле с учетом скрытой теплоты кристаллизации, при охлаждении отливки до температуры ее выбивки из литейной формы переходит в литейную форму и неравномерно нагревает формовочную смесь. На периферии литейной формы, т.е. вблизи опоки, температура формовочной смеси практически не должна существенно повышаться, поскольку это привело бы к замедлению процесса охлаждения отливки. На внутренней поверхности литейной формы температура формовочной смеси равна температуре выбивки.
Выбивка отливок — процесс удаления затвердевших и охлажденных до определенной температуры отливок из литейной формы, при этом литейная форма разрушается. Выбивку отливок обычно выполняют на различных выбивных установках. Остатки стержней после выбивки из форм удаляют из отливок пневматическими зубилами или в гидравлических камерах и на электрогидравлических установках.
Во избежание искажения формы отливок, образования трещин и других дефектов отливок выбивка должна производится только после завершения процессов кристаллизации, формирования отливок и приобретения ими достаточной прочности.
Для неответственных крупных стальных отливок простой конфигурации температура выбивки должна быть ниже 700° С, для небольших простых стальных отливок — 500° С, для более ответственных и сложных стальные отливок — 300° С, для ответственных отливок из малотеплопроводных легированных сталей — 200° С.
Мелкие чугунные отливки извлекают из формы при температуре 700... 800° С, средние - при 400... 500 °С, крупные - при 300... 400° С. Отливки из бронзы выбивают при температуре 300... 500° С, алюминиевые отливки — при 200...300° С, магниевые — при 100... 150° С.
Обрубка отливок представляет собой процесс удаления литников, прибылей, выпоров и заливов (облоев). Ее осуществляют с помощью дисковых и ленточных пил, пневматических зубил, а также электродуговой или газовой резкой.
Очистка отливок — процесс удаления пригара, остатков формовочной смеси с поверхностей отливок, производится во вращающихся барабанах за счет трения деталей и чугунных «звездочек», загружаемых в барабаны вместе с отливками, в гидропескоструйных установках струей воды с песком под давлением до 3 МПа, в дробеметных (дробеструйных) барабанах и камерах струей чугунной или стальной дроби, химической или электрохимической обработкой и другими способами.
Помимо литья в формы, существует несколько видов специального литья. К ним, в частности, относятся л итье в оболочковые формы, литье по выплавляемым моделям, литье в кокиль и др.
Литье в оболочковые формы — это способ получения отливок в оболочковых формах свободной заливкой расплава.
Оболочковая (корковая) форма — одноразовая литейная форма, изготовленная из двух скрепленных рельефных полуформ с толщиной стенок 6... 10 мм (рис. 3.5).
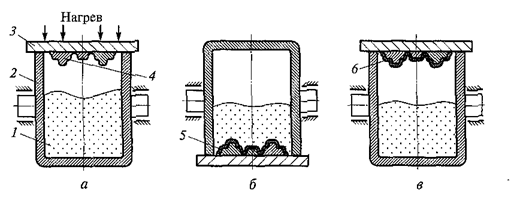
Рис. 3.5. Схема изготовления оболочковой формы: а - положение загрузки; б - положение формования оболочки; в - положение разгрузки: 1 - формовочная смесь; 2 - бункер; 3 - плита; 4 – полу-модель; 5,6 - оболочки.
Оболочковые формы изготавливают из смеси, состоящей из мелкого кварцевого песка и крепителя — фенолформальдегидной порошкообразной термореактивной смолы (пульвербакелита), на специальных автоматических или полуавтоматических машинах.
Термореактивная смола плавится при нагревании и обволакивает зерна песка, при дальнейшем нагревании затвердевает и связывает зерна песка в прочную оболочку. Соединение полуформ выполняют по фиксаторам с помощью скоб, струбцин или склеиванием. Оболочковые формы характеризуются достаточно высокой прочностью, газопроницаемостью, податливостью.
Небольшая толщина стенок оболочковых форм позволяет обеспечивать интенсивный и стационарный отвод теплоты. В связи с этим отливки, полученные в оболочковых формах, имеют более плотную, однородную и мелкозернистую структуру, высокие механические свойства, меньшие усадку и внутренние напряжения, чем при литье в песчаные формы.
Тепловой поток, отводящийся из расплава или от отливки в литейную форму, может регулироваться изменением материала наполнителя формы. В кварцевом песке отливка охлаждается медленнее, чем в металлической дроби.
Отливки в оболочковых формах получают 5 — 7-го классов точности с шероховатостью поверхности, соответствующей 4 —6-му классам, что позволяет сократить или исключить процесс очистки.
Способом литья в оболочковые формы получают отливки массой 0,25... 100 кг практически из любых литейных сплавов. Этим способом изготавливают ребристые мотоциклетные цилиндры, коленчатые валы автомобильных двигателей и т.д.
Достоинствами способа литья в оболочковые формы являются возможность получения тонкостенных отливок сложной формы, гладкой и чистой поверхности отливок; небольшой расход смеси, в 8 —10 раз меньше, чем при литье в песчано-глинистые формы; качественная структура металла за счет повышенной газопроницаемости форм и регулирования отвода теплоты; широкая возможность автоматизации; небольшие допуски на обработку резанием.
Недостатками этого способа являются большие затраты на материалы, оснастку и оборудование. Затраты на материалы, оснастку и оборудование окупаются при больших программах выпуска отливок, то есть в крупносерийном и массовом производстве.
Литье по выплавляемым моделям — это способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде.
Удаление остатков модельного состава и упрочнение оболочки достигается прокаливанием формы при высокой температуре. Заполнению тонких и сложных по конфигурации полостей формы способствует ее нагрев перед заливкой. Технология литья по выплавляемым моделям является многооперационной. Последовательность изготовления отливок литьем по выплавляемым моделям представлена на рис. 3.6.
Разовые выплавляемые модели изготавливают в пресс-формах из модельных составов, состоящих из двух (или более) легкоплавких компонентов (парафина, стеарина, воска, канифоли).
Выплавляемую модель 3 получают путем заполнения (запрессовки) металлической пресс-формы 1 жидким или пастообразным модельным составом (например, смесь парафина и стеарина в равных пропорциях) свободной заливкой или под небольшим давлением воздуха. В пресс-формах модельный состав затвердевает и остывает. Затем отливки моделей 3 извлекают и объединяют в блоки путем соединения с отдельно изготовленными выплавляемыми моделями литниковой системы 4 (рис. 3.6, г). Для получения оболочковой формы модельный блок помещают в огнеупорную суспензию, затем вынимают и обсыпают кварцевым песком, крошкой шамота. Полученное огнеупорное покрытие подвергают сушке на воздухе или в парах аммиака. Затем на блок наносятся второй и последующие слои. Первый слой обсыпают мелкозернистым песком (размер частиц 0,2...0,3 мм), последующие слои — крупнозернистым песком (рис. 3.6, д).
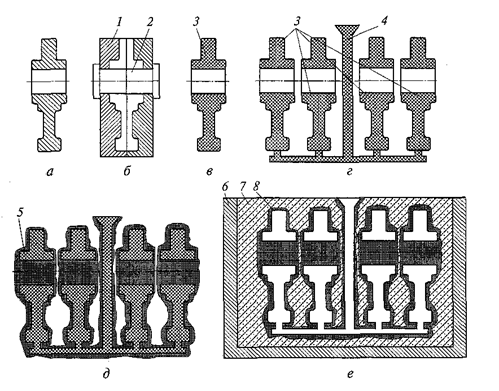
Рис. 3.6. Последовательность изготовления отливок литьем по выплавляемым моделям: а - чертеж отливки; б - изготовление модели; в - модель; г - блок; д - получение мягкой оболочки; е - форма в сборе: 1 - пресс-форма; 2 - стержень; 3 - модель;
4 - литниковая система; 5 - мягкая оболочка; 6 - контейнер;
7 - песок; 8 - керамическая оболочка.
Обычно керамическая оболочка 8 состоит из нескольких последовательно наносимых слоев, обеспечивающих общую толщину стенок формы 2... 5 мм. В ряде случаев допускаются меньшие значения толщины стенок (0,5... 1,5 мм) керамической оболочки 8. После сушки последнего слоя модель выплавляют. Легкоплавкие составы удаляют в ваннах с горячей водой, а тугоплавкие — выплавляют горячим воздухом, перегретым паром под высоким давлением при температуре до 120º Си более, высокочастотным нагревом и др. Затем оболочковую форму подсушивают на воздухе и помещают в контейнер 6 (рис. 3.6, е).
Перед заливкой расплавленным металлом оболочку засыпают в опоке опорным наполнителем (кварцевым песком) в целях упрочнения, защиты от резких изменений температуры при прокаливании и заливке металлом. Опорный наполнитель обеспечивает длительное сохранение высокой температуры в полости формы после прокаливания и, как следствие, хорошую заполняемость формы металлом при литье тонкостенных деталей.
После этого форму помещают в печь для прокаливания при температуре 800... 1100° С в целях удаления остатков модельных составов, влаги, продуктов неполного гидролиза, а также завершения процессов ее твердения. Это способствует улучшению условий заливки металла.
Заливка металла осуществляется в горячие или охлажденные формы. Температура формы зависит от состава литейного сплава. При заливке стали она составляет 800...900° С, сплавов на основе никеля — 900... 1000º С, меди — 600...700° С, алюминия и магния — 200... 250° С.
Качество металла отливки и его свойства зависят от состава сплава, условий его плавки и заливки расплава в форму, а также от характера процесса кристаллизации отливки. Благодаря термостойкости и прочности высоко огнеупорных оболочковых форм при литье по выплавляемым моделям достаточно широко используется направленная кристаллизация отливок. Это обеспечивает формирование столбчатой и монокристаллической структуры с высоким уровнем физико-механических и других эксплуатационных свойств.
Достоинствами литья по выплавляемым моделям являются возможность получения отливок сложной конфигурации, высокие качество поверхности и точность размеров отливок, минимальные припуски на механическую обработку, использование практически любых сплавов, обеспечение качественной равноосной, столбчатой и монокристаллической структуры с высоким уровнем эксплуатационных свойств.
К недостаткам этого способа литья следует отнести большое количество операций, трудоемкость и длительность процесса, многообразие материалов, используемых для изготовления формы.
Способом литья по выплавляемым моделям изготавливают сложные отливки высокого качества, например, турбинные лопатки из жаропрочных сплавов, колеса насосов из коррозионно-стойких сплавов, детали турбомашин, постоянные магниты с определенной кристаллографической ориентацией структуры, художественные изделия и др. При этом может быть существенно уменьшена или полностью исключена механическая обработка деталей.
Литье в кокиль — это способ получения фасонных отливок в металлических формах — кокилях. При получении отливок в кокиле заполнение формы сплавом и его затвердевание происходит без какого-либо внешнего воздействия, т. е. посредством свободной заливки расплавленного металла в многократно используемую металлическую форму.
Кокили изготавливают из чугуна, стали, медных и алюминиевых сплавов. Полости в отливках получают с помощью песчаных, оболочковых или металлических стержней (рис. 3.7).
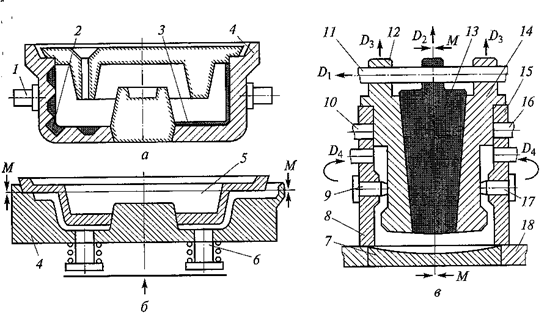
Рис. 3.7. Виды кокилей:
а – неразборный (вытряхиваемый); б - с горизонтальной плоскостью разъема; в-с вертикальной плоскостью разъема и разъемным стержнем: 1 - цапфа; 2 - футеровка; 3 - облицовка; 4,5 - кокили; 6 - выталкиватель; 7 - донышко; 8,15 - левая и правая формы соответственно; 9,17 - горизонтальные стержни; 10,16 - толкатели; 11 - центирующая штанга; 12,14 - боковые стержни; 13 - центральный стержень; 18 - базовая плита;
D1, D2, D3, D4 - последовательность разборки кокиля; ММ - плоскость разъема.
По наличию разъемных частей и расположению в пространстве поверхности раздела различают кокили неразъемные (вытряхные, рис 3.7, а) и разъемные со стержнями, с охлаждением или без него (рис. 3.7, б, в). Технологический процесс литья в кокиль требует специальной подготовки кокиля к заливке и включает в себя следующие операции: а)очистку рабочей поверхности кокиля от остатков отработанного покрытия, загрязнений и ржавчины; б) нанесение (пульверизатором или кистью) на предварительно подогретые рабочие поверхности кокиля специальных теплоизоляционных слоев и противопригарных красок; в) нагрев или охлаждение кокиля до оптимальной (для каждого сплава) температуры в пределах 115... 475° С; г) сборку формы; д) заливку расплава в форму; е) охлаждение отливок до установленной температуры выбивки; ж) разборку кокиля с извлечением отливки.
Литье под давлением — способ получения отливок из сплавов цветных металлов и сталей, обеспечивающий получение отливок, размеры и форма которых максимально приближены к размерам и форме готовой детали. Это позволяет уменьшить или совсем исключить последующую механическую обработку отливок. Литье под давлением осуществляется в металлических формах. Этому способу также, как и литью в кокиль, соответствуют очень малое время остывания и кристаллизации отливок. Технологический процесс литья под давлением характеризуется коротким циклом и малым числом операций.
Так, производительность машин для литья под давлением достигает 50 заливок в минуту. При такой высокой скорости охлаждения и затвердевания жидкотекучесть литейного сплава оказывается недостаточной для заполнения литейной формы самотеком. Этот недостаток эффективно устраняется с помощью подачи расплава в полость литейной формы под давлением.
На рис. 3.8 представлены схемы различных типов машин для литья под давлением. Сущность способа состоит в том, что на расплавленный металл (расплав), залитый в камеру прессования, сообщающуюся с оформляющей полостью формы, давит поршень. В результате этого расплав быстро заполняет форму и застывает в ней, приобретая очертания отливки. При литье под давлением металлическая форма (пресс-форма) заполняется расплавом под избыточным давлением (до 300 МПа), формирование отливки также осуществляется под избыточным давлением. Благодаря этому обеспечивается надежная заполняемость формы даже при пониженной температуре заливки расплава.
Машины для литья под давлением различают по роду применяемых сплавов: оловянных, свинцовых и цинковых сплавов; магниевых и алюминиевых сплавов; черных металлов (чугуна и стали). Каждая из машин той или иной группы может отливать более легкоплавкие сплавы, чем те, для которых она предназначена.
В зависимости от массы отливок различают малые машины — для отливок массой 50... 300 г, средние — для отливок массой 0,3... 3 кг и крупные, позволяющие получать отливки массой до 15 кг.
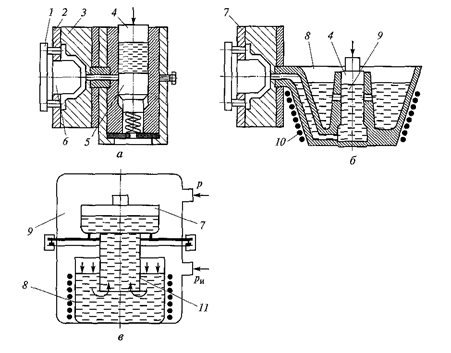
Рис. 3.8. Схемы машин для литья под давлением: а - с холодной камерой; б - с горячей камерой; в - под регулируемым давлением: 1 - толкатель; 2,3 - части пресс-формы; 4 - плунжер; 5 - пята; 6 - стержень; 7 - пресс-форма; 8 - тигель; 9 - камера;
10 - электронагреватель; 11 - металлопровод.
(Pи - давление инертного газа, Р - давление в камере)
Малые машины для литья под давлением выполняют полуавтоматическими или автоматическими. Автоматические машины осуществляют 1000... 1 200 операций в час. Располагая детали по несколько штук в форме (обычно до 10 шт.), можно получить производительность до 10000 отливок в час.
Средние машины для литья под давлением выполняют полуавтоматическими, реже автоматическими - для отливок простой формы. Производительность таких машин — до 250 операций в час. Большие машины менее автоматизированы и более тихоходны — позволяют выполнять до 100 операций в час.
Литье под давлением производят на литейных машинах с холодной и горячей камерами прессования. На машинах с горячей камерой (рис. 3.8, б) камера 9 прессования расположена в электронагревателе (тигле) 10 с расплавленным металлом. При верхнем положении плунжера 4 расплавленный металл через отверстие заполняет камеру прессования. При движении плунжера вниз отверстия перекрываются, сплав под давлением 10...30 МПа заполняет полость пресс-формы 7. После затвердевания отливки плунжер возвращается в исходное положение, остатки расплавленного металла из канала сливаются в камеру прессования, а отливка из пресс-формы удаляется толкателями 1.
Машины с горячей камерой прессования используют при изготовлении отливок малых размеров и незначительной массы (до нескольких граммов). Из-за медленного охлаждения расплава их используют в основном для литья легкоплавких (цинковых, свинцово-сурьмянистых и др.) сплавов.
Особенности способа литья под давлением обусловлены условиями заполнения пресс-форм и питания отливок. Расплавленный сплав заполняет пресс-форму за доли секунды (0,001... 0,6 с) при скорости до 120 м/с. С такой скоростью поступления сплава в форму турбулентный поток металла, ударяясь о стенку формы, разбивается на отдельные капли. При этом происходит закупорка вентиляционных каналов мелкодисперсными каплями металла. Вихревой поток расплава захватывает оставшиеся в полости формы газы — компоненты воздуха и пар от смазывающего материала, образуя при этом газометаллическую эмульсию, быстро затвердевающую в форме.
Вследствие этого отливки имеют специфический дефект — газовую пористость, а также низкие плотность, пластичность и механические свойства. Их нельзя подвергать термической обработке, так как при нагреве поверхность вспучивается из-за расширения газа в порах.
В момент окончания заполнения полости формы движущийся с большой скоростью сплав мгновенно останавливается. Энергия движения потока трансформируется в энергию давления, которое резко повышается и приводит к гидравлическому удару, действующему чрезвычайно короткое время. Повышенное давление прижимает металл к рабочей поверхности пресс-формы и способствует четкому оформлению конфигурации отливки.
В результате получается тонкостенная отливка с гладкой поверхностью, точно воспроизводящей конфигурацию полости пресс-формы. Тесный контакт между пресс-формой и отливкой увеличивает интенсивность теплообмена, уменьшает время затвердевания отливки. Вследствие гидравлического удара поверхностный слой (0,02...0,2 мм) отливок получается плотным, без газовой пористости, лишь внутренние части отливки имеют пористость.
Весь процесс литья под давлением автоматизирован, автоматически производятся смазывание пресс-форм, регулирование их теплового режима, подача расплавленного металла в камеру прессования, извлечение отливки и транспортирование ее к обрезному прессу для удаления литников.
Для уменьшения возможности образования газовой и усадочной пористости в отливках применяют вакуумирование полости пресс-формы и сплава, используют толстые питатели вместо тонких щелевых, затвердевающие позже отливки и обеспечивающие ее полное заполнение под давлением, и др.
Достоинствами данного вида литья являются высокая производительность, точность размеров и хорошее качество поверхности отливок, автоматизация процессов литья, что обеспечивает снижение в 10 раз трудоемкости изготовления отливок по сравнению с литьем в песчаные формы, получение отливок с минимальными припусками, не требующих механической обработки, возможность изготовления деталей с готовой резьбой.
Недостатками литья под давлением являются высокая стоимость пресс-форм и оборудования, ограниченность габаритных размеров и массы отливок, наличие воздушной пористости в массивных частях отливок, снижающей прочность деталей, и др.
Литье под давлением используют в массовом и крупносерийном производстве при изготовлении отливок деталей различных приборов, электрических машин, карбюраторов и др.
Центробежное литье — способ получения отливок, как правило, металлических формах (изложницах), при котором расплавленный металл под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку.
Центробежным способом получают отливки из чугуна, стали цветных сплавов (алюминия, цинка, меди, титана и др.) на литейных центробежных машинах. В зависимости от расположения оси вращения центробежные машины подразделяются на машины с горизонтальной (рис. 5.9), вертикальной и наклонной осью вращения.
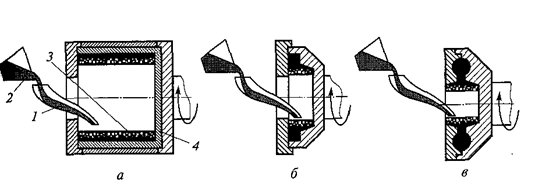
Рис. 3.9. Схемы машин для центробежного литья с горизонтальной осью:
а - для изготовления коротких труб: 1 - желоб; 2 - ковш; 3 - пористый слой; 4 - изложница; б, в - для изготовления отливок с центральной полостью.
Внутренняя поверхность отливки при центробежном литье формируется без непосредственного контакта с литейной формой без стержней. Расплав заполняет полость литейной формы и затвердевает под воздействием центробежной силы значительно превышающей силу тяжести.
При оптимальной частоте вращения происходит хорошее заполнение форм жидким металлом, а неметаллические включения, Ишаки и газовая пористость оттесняются к внутренней поверхности отливок. В случае превышения оптимальных значений частоты вращения возрастает ликвация в отливке, а также опасность образования в ней трещин из-за роста давления. При невысоких значениях частоты вращения отливка плохо очищается от шлаков, в результате чего приобретает шероховатую поверхность.
Литейные формы (изложницы) предварительно нагревают или охлаждают до 300 °С, затем на рабочую поверхность наносят огнеупорное покрытие в виде краски или облицовки из сыпучих материалов. Это повышает стойкость изложниц, снижает скорость охлаждения отливки, предупреждает образование спаев и трещин.
Центробежное литье широко используется в промышленности, особенно для получения пустотелых отливок со свободной поверхностью: чугунных и стальных труб, колец, втулок, цилиндрических или конических барабанов (обечаек) и др. Фасонные отливки получают в центробежных машинах с вертикальной осью вращения в песчаных, металлических, керамических и других формах.
Достоинствами данного способа литья являются высокий выход годного литья (90...95%), получение высокой плотности и мелкозернистости металла за счет больших скоростей охлаждения, возможность получения тонкостенных отливок из сплавов с низкой жидкотекучестью, возможность получения двухслойных отливок (поочередно заливают в форму различные сплавы: сталь — бронза, сталь — чугун и др.), большая производительность, возможность автоматизации.
Недостатками способа являются химическая неоднородность в толстостенных отливках, возможность деформации формы под давлением жидкого металла, разностенность по высоте отливок, полученных в центробежных машинах с вертикальной осью вращения, высокие внутренние напряжения в поверхностном слое, вызывающие образование трещин.

