 2014-02-09
2014-02-09 3154
3154Информационная пирамида
Содержание каждой конкретной информации определяется потребностями управленческих звеньев и вырабатываемых управленческих решений. Управление - это целенаправленная деятельность, использующая главным образом информационный поток. На рис. 3.1 представлена информационная пирамида, отражающая информативность данных и характеризующая степень удовлетворения потребностей в информации различных уровней системы управления.
В условиях директивного планирования информационная система не предоставляла нужную информацию ни для оперативного, ни для концептуального управления предприятием. Она лишь фиксировала и анализировала (и то с опозданием) и основном прошедшие события, откликаясь на требования бухгалтерского учета, контроля за выполнением плана и централизованной статистики. Однако и тогда имелись немногочисленные предприятия, связанные с западными рынками. Философия их информационных систем была совершенно иной - близкой или идентичной философии рынка.
Созданные в условиях централизованного планирования информационные системы позволяли лишь отслеживать ход производства, но не давали необходимой информации для динамичного развития предприятия. Так, эти системы не пригодны для анализа ценообразовании и причин изменения цен, инновационных процессов, развития
рынка, стратегии конкуренции и т. п. Получение такой информации связано с большими затратами труда, ее обработка очень сложна и требует глубокого анализа. Качество получаемых результатов не гарантировано, хотя они важны для развития предприятия.
Происходящие изменения и современном обществе вызывают необходимость совершенствования систем управления, переключения основного внимания с оперативного на стратегическое управление, ориентированное в будущее. Это соответствует перемещению центра тяжести к вершине информационной пирамиды.
Как уже отмечалось в курсе информатики, в настоящее время сложилось два направления автоматизации управленческой деятельности, связанных с применением автоматических и автоматизированных систем. Он и различаются характером объектов управления: если в первом случае объектами управления являются технологические процессы и работа оборудования и человек не принимает участия в процессе управления, то во втором — коллективы людей, занятых в сфере материального производства и сфере обслуживания, где роль человека остается определяющей.
| Информация для стратегического управления |
| Специальные требования |
| Поддержка принятия решения |
| Информационные требования Информационные запросы по текущим операциям |
| Необходимые выводы. |
| Информация -для тактического управления |
| Информация для оперативного управления |
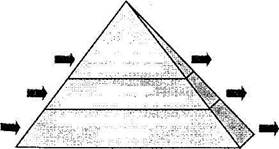
Рис. 3.1. Пирамида, характеризующая степень удовлетворения информационных потребностей различных уровней управления
реализация адекватной модели потребует применения дорогостоящей ЭВМ. При большом разнообразии и объеме дополнительных данных общение оператора с ЭВМ строится в виде диалога.
Промежуточным классом между информационной и управляющей технологиями можно считать информационно-управляющую систему, которая предоставляет оператору достоверную информацию о прошлом, настоящем и будущем состоянии производственной системы. Следовательно, кроме программ сбора и обработки производственной информации необходима реализация ряда дополнительных программ статистики, прогнозирования, моделирования, планирования и др.
Управляющая технология осуществляет функции управления по определенным программам, заранее предусматривающим действия, которые должны быть предприняты в той или иной производственной ситуации. За человеком остается общий контроль или вмешательство в тех случаях, когда возникают непредвиденные алгоритмами
управления обстоятельства.
В сфере промышленного производства с позиций управления можно выделить следующие основные классы структур автоматизированных информационных технологий: децентрализованную, централизованную, централизованную рассредоточенную и иерархическую. Использование технологии с децентрализованной структурой эффективно при автоматизации технологически не зависимых объектов управления по материальным, энергетическим, информационным и другим ресурсам. Такая технология представляет собой совокупность нескольких независимых систем со своей информационной и алгоритмической базой. Для выработки управляющего воздействия на каждый объект управления необходима информация о состоянии
только этого объекта.
Централизованная структура осуществляет реализацию всех про-цессов управления объектами в едином органе управления, который, осуществляет сбор и обработку информации об управляемых объектах и на основе их анализа в соответствии с критериями системы вырабатывает управляющие сигналы.
Основная особенность централизованной рассредоточенной струк-туры — сохранение принципа централизованного управления, т. е. выработка управляющих воздействий на каждый объект управления на основе информации о состоянии совокупности объектов управления. Некоторые функциональные устройства технологии управления являются общими для всех каналов системы. Алгоритм управления в данном случае состоит из совокупности взаимосвязанных алгоритмов управления объектами, которые реализуются совокупностью взаимо-
связанных органов управления. Для реализации функции управления каждый локальный орган по мере необходимости вступает в процесс информационного взаимодействия с другими органами управления.
С ростом числа задач управления в сложных системах значительно увеличивается объем переработанной информации и повышается сложность алгоритмов управления. В результате осуществлять управление централизованно невозможно, так как имеет место несоответствие между сложностью управляемого объекта и способностью любого управляющего органа получать и перерабатывать информацию. Кроме того, в таких АИТУ можно выделить следующие группы задач, каждая из которых характеризуется соответствующими требованиями по времени реакции на события, происходящие в управляемом процессе:
■ задачи сбора данных с объекта управления (время реакции -секунды, доли секунды);
• задачи экстремального управления, связанные с расчетами
желаемых параметров управляемого процесса (время реакции — секунды, минуты);
• задачи оптимизации и адаптивного управления процессами
(время реакции - несколько секунд);
• информационные задачи, задачи диспетчеризации и координации в масштабах цеха или предприятия, задачи планирования и др.
(время реакции — часы).
Очевидно, что иерархия задач управления приводит к необходимости создания иерархической системы средств управления. Такое разделение, позволяя справиться с информационными трудностями для каждого местного органа управления, порождает необходимость согласования принимаемых этими органами решений, т. е. создания над ними нового управляющего органа. Кроме того, многие производственные структуры имеют собственную иерархию. Чаще всего иерархическая структура объекта управления не совпадает с иерархией системы управления. Следовательно, по мере усложнения систем выстраивается иерархическая пирамида управления.
В многоуровневой иерархической системе управления (например, гибкой производственной системой) выделяют обычно три уровня: уровень управления работой оборудования и технологическими процессами, уровень оперативного управления ходом производственного процесса и уровень планирования работ. В функции низшего уровня входят:
• сбор и обработка информации и непосредственное управление
работой оборудования и технологическими процессами с учетом команд, поступающих с вышестоящего уровня;
♦ фиксация времени простоя оборудования с учетом причин про
стоя;
* контроль за состоянием инструмента и учет его использования;
учет числа обработанных деталей;
«передача информации на уровень оперативного управления. Функциями уровня оперативного управления ходом производственного процесса являются:
• анализ наличия ресурсов для выполнения сформированных заданий;
* оперативная корректировка режимов отдельных технологических процессов и выдача заданий по коррекции технических устройств низшего уровня; контроль качества изделий;
• прием и систематизация информации с управляющих устройств
низшего уровня;
• координация работы всех элементов системы в соответствии с
полученным заданием; передача информации на верхний уровень
управления.
Функциями уровня планирования работ являются:
* решение комплекса задач, связанных с управлением и контролем за работой уровня оперативного управления;
♦ управление библиотекой управляющих программ для оборудования и технологических процессов;
♦ сбор, обработка и выдача информации о ходе производственного процесса в системе.
Комплексная автоматизация охватывает проектирование и производство изделий и обеспечивается совокупностью автоматизированных систем. В эту совокупность входят автоматизированные системы научных исследований (АСНИ), системы автоматизированного проектирования (САПР), автоматизированные системы технологической подготовки производства (АСУПП), автоматизированные системы управления технологическими процессами (АСУ ТП), автоматизированные системы управления производством (АСУП) и автоматизированные информационные технологии управления гибкой производственной системой (АИТУ ГПС).
Автоматизированные системы управления технологическими процессами (АСУ ТП)
В наиболее общем случае автоматизированная система управления технологическими процессами (АСУ ТП) представляет собой замкнутую систему, обеспечивающую автоматизированный сбор и обработку информации, необходимой для оптимизации управления технологическим объектом в соответствии с принятым критерием,
и реализацию управляющих воздействий на технологический объект. Технологический объект управления — это совокупность технологического оборудования и реализованного на нем (по соответствующим алгоритмам и регламентам) технологического процесса. В зависимости от уровня АСУ ТП технологическим объектом управления могут быть технологические агрегаты и установки, группы станков, отдельные производства (цехи, участки), реализующие самостоятельный технологический процесс.
Современные технологические процессы постоянно усложняются, а агрегаты, реализующие их, становятся все более мощными. Например, в энергетике действуют энергоблоки мощностью 1000— 1500 МВт, установки первичной переработки нефти пропускают до 6 млн. т сырья в год, работают доменные печи объемом 3,5-5 тыс. м-1, создаются гибко перестраиваемые производственные системы. Человек не может уследить за работой таких агрегатов и технологических комплексов, и тогда на помощь ему приходит АСУ ТП. В АСУ ТП, которые дают наибольший социальный и экономический эффект, за работой технологического комплекса следят многочисленные датчики-приборы, изменяющие параметры технологического процесса (например, температуру и толщину прокатываемого металлического листа), контролирующие состояние оборудования (например, температуру подшипников турбины) или определяющие состав исходных материалов и готового продукта. Таких приборов в одной системе может быть от нескольких десятков до нескольких тысяч.
Датчики постоянно выдают сигналы, меняющиеся в соответствии с измеряемым параметром (аналоговые сигналы), в устройство связи с объектом (УСО) компьютера. В УСО сигналы преобразуются в цифровую форму и затем по определенной программе обрабатываются вычислительной машиной. Компьютер сравнивает полученную от датчиков информацию с заданными результатами работы агрегата и вырабатывает управляющие сигналы, которые через другую часть УСО поступают на регулирующие органы агрегата. Например, если датчики подали сигнал, что лист прокатного стана выходит толще, чем предписано, то ЭВМ вычислит, на какое расстояние нужно сдвинуть валки прокатного стана и подаст соответствующий сигнал на исполнительный механизм, который переместит валки на требуемое расстояние.
Реализация целей в конкретных АСУ ТП достигается выполнением в них определенной последовательности операций и вычислительных процедур, в значительной степени типовых по своему составу и потому объединяемых в комплекс типовых функций:
* измерение физических сигналов, параметров;
• контроль функционирования технических и программных
средств;
• формирование заданий на управление;
* реализация управления и т. д.
Функции АСУ ТП подразделяются на управляющие, информационные и вспомогательные. К управляющим функциям относятся регулирование (стабилизация) отдельных технологических переменных, логическое управление операциями или аппаратами, адаптивное управление объектом и целом (например, управление участком станков с ЧПУ, оперативная коррекция суточных и сменных плановых заданий и др.)- Информационные функции — это функции системы, содержанием которых является сбор, обработка и представление информации для последующей обработки. Вспомогательные функции состоят в обеспечении контроля за состоянием функционирования технических и программных средств системы.
Каждый этап развития технических средств производства характеризуется определенным уровнем развития технологии. В свою очередь, каждый уровень развития технологии определяет соответствующий уровень автоматизации технологических и производственных процессов, реализуемых системой управления.
Автоматизированная система управления технологическими процессами как компонент общей системы управления промышленным предприятием предназначена для целенаправленного ведения технологических процессов и обеспечения смежных и вышестоящих систем управления оперативной и достоверной информацией. Такие системы, созданные для объектов основного и вспомогательного производства, представляют низовой уровень автоматизированной системы управления предприятием (АСУП).
Системы автоматизации проектирования (САПР)
Одним из основных условий технического прогресса является постоянное расширение и обновление номенклатуры выпускаемой продукции, а одним из главных требований к современному производству — обеспечение возможности проектирования, создания и освоения новой высококачественной продукции в кратчайшие сроки при минимальных затратах. Выполнение этих требований не возможно без крупномасштабной автоматизации на основе ЭВМ, для реализации которой необходим коренной пересмотр организационно-экономических и технологических характеристик производственной деятельности в направлении создания динамичных и интенсивных форм производства. Главной особенностью решения проблемы интенсификации является то, что проводится не интенсификация физического труда, которая практически исчерпала себя, а интенсификация практически неограниченного интеллектуального труда человека, использующего широкие возможности современных ЭВМ.
Основной стратегией по проведению крупных мероприятий по совершенствованию технической и технологической базы в промышленности, а также внедрению новых методов организации производства являются широкое использование систем автоматизированного проектирования во всех сферах проектирования и производства и создание промышленной робототехники и гибких автоматизированных производственных систем (АИТУГПС), в которых современные средства вычислительной техники занимают в функциональном отношении центральное место.
Успехи, достигнутые в последние годы в области микроэлектроники, открыли принципиально новые возможности для осуществления высокоэффективной автоматизации производственных процессов, проектно-конструкторских и научно-исследовательских работ, Широкое внедрение мини- и микро-ЭВМ с разнообразным современным периферийным оборудованием позволило создать системы распределенной обработки информации, на основе которых строятся интегрированные системы управления. Автоматизация проектирования входит неотъемлемой составной частью в приоритетные направления научно-технического прогресса. От успехов в создании и развитии САПР во многом зависят возможности и сроки разработки образцов новой техники, внедрение интегрированных автоматизированных производств, рост производительности труда инженерно-технических работников, занятых проектированием.
При построении новых объектов по заданному описанию несуществующего объекта выполняется его материализация в работоспособную надежную конструкцию. Проектирование - это процесс создания описания, необходимого для построения в заданных условиях еще не существующего объекта, на основе первичного описания этого объекта. Процесс создания описания нового объекта может выполняться разными способами. Если весь процесс проектирования осуществляет человек, то проектирование называют неавтоматизированным. Проектирование, при котором происходит взаимодействие человека и ЭВМ, называют автоматизированным. Автоматизированное проектирование, как правило, осуществляется в режиме диалога человека с ЭВМ на основе применения специальных языков общения с ЭВМ.
При создании новых объектов выделяют следующие этапы:
♦ этап научно-исследовательских работ (НИР). Объединяет стадии: предпроектное исследование, техническое задание и часть технического предложения. Здесь проводят исследования по поиску новых принципов функционирования, новых структур, физических процессов, новой элементной базы, технических средств и т. п.;
* этап опытно-конструкторских работ (ОКР). Включает стадии:
этап опытно-конструкторских работ (ОКР). Включает стадии:
часть технического предложения, эскизный проект, технический проект. Здесь отражаются вопросы детальной конструкторской проработки проекта;
* этап рабочего проектирования. Объединяет стадии: рабочий проект, изготовление, отладка и испытание, ввод в действие. Здесь прорабатываются схемные, конструкторские и технологические решения,
проводятся испытания, изготовление.
Распределение работ между подразделениями проводится с использованием блочно-иерархического подхода (БИП) к проектированию. Этот подход основан на структурировании описаний объекта с разделением описаний на ряд иерархических уровней по степени детальности отображения в них свойств объекта и его частей. Уровни проектирования можно выделять не только по степени подробности отражения свойств объекта, но и по характеру отражаемых свойств. Если в первом случае уровни называют горизонтальными, или иерархическими, то во втором — вертикальными, или аспектами.
Методология блочно-иерархнческого подхода базируется на трех концепциях: разбиение и локальная оптимизация; абстрагирование; повторяемость. Разбиение позволяет сложную задачу проектирования объекта свести к решению более простых задач с учетом взаимодействий между ними. Локальная оптимизация подразумевает улучшение параметров внутри каждой простой задачи. Абстрагирование заключается в построении формальных математических моделей, отражающих только значимые в данных условиях свойства объектов. Повторяемость заключается в использовании существующего опыта проектирования.
Система автоматизации проектных работ (САПР) - это организационно-техническая система, состоящая из комплекса средств автоматизации проектирования (который взаимосвязан с необходимыми подразделениями проектной организации или коллективом специалистов — пользователей системы) и выполняющая автоматизированное проектирование. Составными структурными частями САПР являются подсистемы, обладающие всеми свойствами систем и создаваемые как самостоятельные. Подсистемой САПР называют выделенную по некоторым признакам часть САПР, обеспечивающую получение законченных проектных решений.
По назначению подсистемы САПР разделяют на проектирующие и обслуживающие. К проектирующим относят подсистемы, выполняющие проектные процедуры и операции (например, подсистема логического проектирования, подсистема конструкторского проектирования, подсистема проектирования деталей и сборочных единиц
и т. п.). К обслуживающим относят подсистемы, предназначенные для поддержания работоспособности проектирующих подсистем (например, подсистема информационного поиска, подсистема документирования и т. п.).
По отношению к объекту проектирования различают объектно-ориентированные (объектные) и объектно-независимые (инвариантные) подсистемы. К объектным относят подсистемы, выполняющие одну или несколько проектных процедур или операций, непосредственно зависимых от конкретного объекта проектирования. К инвариантным относят подсистемы, выполняющие унифицированные проектные процедуры и операции (например, функции отработки, не зависящие от особенностей проектируемого объекта). Подсистемы состоят из компонентов, объединенных общей для данной подсистемы целевой функцией и обеспечивающих функционирование этой подсистемы.
Основное назначение САПР — получение оптимальных проектных решений. Проектирование в САПР осуществляется путем декомпозиции проектной задачи с последующим синтезом общего проектного решения. В процессе синтеза проекта используются информационные ресурсы базы данных в условиях диалогового взаимодействия проектировщиков с комплексом средств автоматизации. Технологии проектирования в САПР базируются на следующих принципах:
• использование комплексного моделирования;
• интерактивное взаимодействие с математической моделью;
• принятие проектных решений на основе математических моделей и проектных процедур, реализуемых средствами вычислитель-
ной техники;
• обеспечение единства модели проекта на всех этапах и стадиях
проектирования;
• использование единой информационной базы для автоматизированных процедур синтеза и анализа проекта, а также для управления процессом проектирования;
• проведение многовариантного проектирования и комплексной
оценки проекта с применением методов оптимизации;
• обеспечение максимальной инвариантности информационных
ресурсов, их слабой зависимости от конкретной области применения,
простоты настройки на отраслевую специфику.
Поскольку невозможно для ряда задач полностью автоматизировать процесс проектирования, актуальным является эффективное интерактивное общение пользователя с ЭВМ. В процессе проектирования наиважнейшими остаются задачи оптимизации (например, задача оптимального выбора структуры процесса проектирования или
оптимизации проектного решения). Оптимальные решения можно выбирать разными путями, используя метод имитационного моделирования, векторные кривые оценки качества и т. п.
В большинстве САПР проект создается на основе типовых проектных процедур, типовых проектных решении, типовых элементов проекта. Этот подход полностью приемлем для систем управления, но при наличии хорошо организованной базы данных и интегрированной информационной основы. Таким образом, эффективность приме не пня тех полоши САПР в системах управления определяется, прежде (*сего, степенью интеграции информационной основы.
Роль САПР в автоматизации производства не ограничивается функциями автоматизации конструирования и технологической подготовки производства. Не менее важная задача САПР - проектирование самих автоматизированных производств, включая проектирование робототехнических комплексов, технологического оборудования, их компоновку, размещение и т. п. Для этого в САПР должны быть мощные средства имитационного моделирования работы производственных линий, участком и цехов; средства синтеза и анализа объектов с физически разнородными элементами (роботами, манипуляторами, технологическими аппаратами; инструментальные средства проектирования программного обеспечения; средства разработки вычислительных сетей и др.).
Автоматизированная система управления производством (АСУП)
Автоматизированная система управления производством (АСУП) представляет собой сложную иерархически управляемую систему, состоящую из коллектива работников аппарата управления, комплекса технических средств, различных методик и инструментов, носителей данных. Как всякая сложная система, АСУП подразделяется на подсистемы, органическое взаимодействие которых при реализации задач управления обеспечивает достижение основной цели — оптимизации принятия решения.
Объектом управления является совокупность процессов, свойственных данному предприятию, по преобразованию ресурсов (материалов, полуфабрикатов, инструмента, оснастки, оборудования, энергетических, трудовых, финансовых и других ресурсов) в готовую продукцию. Сложность управления в АСУП обусловлена следующими причинами:
* большим числом разнородных элементов;
* высокой степенью их взаимосвязи в процессе производства;
* неопределенностью результатов выполнения многих процессов
(брак, сбои, несвоевременные поставки, нерегулярность спроса и т. д.);
• объектами и субъектами управления являются люди, а управление их поведением не столь очевидно и прямолинейно;
• предприятие постоянно изменяется, т. е. является нестационарным.
Создание и внедрение АСУП привело к тому, что информационным процессам, их организации, проектированию, подготовке и выполнению уделяется такое же внимание, как и производственным. R структуре АСУП обычно выделяют функциональные и обеспечивающие подсистемы. Подсистемой называют часть автоматизированной системы управления, выделенную по функциональному или структурному признаку, отвечающему конкретным целям и задачам.
Системы, r которых управление ходом процесса осуществляется без вмешательства человека, называются автоматически ми. Однако, когда не известны точные законы управления, человек вынужден брать управление (определение управляющих сигналов) на себя (такие системы называются автоматизированными). В этом случае ЭВМ представляет оператору всю необходимую информацию для управления технологическим процессом при помощи дисплеев, на которых данные могут высвечиваться в цифровом виде или в виде диаграмм, характеризующих ход процесса; могут быть представлены и технологические схемы объекта с указанием состояния его частей. ЭВМ может также «подсказать» оператору некоторые возможные решения.
Автоматизированная система управления гибкой производственной системой (АСУ ГПС)
Для ускорения темпов обновления продукции необходим переход от автоматизации отдельных элементов производственного процесса к комплексной автоматизации на всех уровнях, применению гибких производственных систем (ГПС) в условиях единичного, серийного и массового произволе та. Применение ГПС в промышленности позволяет разрешить противоречия между высокой производительностью и отсутствием мобильности оборудования для массового производства и высокой мобильностью и низкой производительностью универсальных станков единичного и серийного производства. Базой для решения этой сложной и противоречивой задачи явились особые свойства гибких производственных систем:
• способность к быстрой перестройке на выпуск новой продукции за счет гибкости и мобильности;
• наличие высокого технического уровня оборудования, способного реализовать прогрессивные технологические процессы на основе высокой степени интеграции производства;
• возможность способствовать решению проблем улучшения
труда работающих, повышения их профессионально-квалификационного уровня;
* создание предпосылок для постепенного стирания граней между
умственным и физическим трудом;
• освобождение рабочих от тяжелого физического труда.
Основными характеристиками ГПС являются:
♦ способность работать автономно или некоторое ограниченное
время без участия человека;
* автоматическое выполнение всех основных и вспомогательных
операций;
«гибкость, удовлетворяющая требованиям мелкосерийного производства;
♦ простота наладки, а также простота устранения отказов основного оборудования и систем управления;
♦ совместимость с оборудованием традиционного и гибкого производства.
Особенность ГПС состоит в групповой гибко перенастраиваемой технологии обработки изделий, высокой степени автоматизации, обеспечивающей минимальное участие человека в выполнении прямых производственных функций, связанных с технологическим процессом обработки изделий.
Гибкие производственные системы основаны на возможности использования оборудования с числовым программным управлением (ЧПУ). Основным видом оборудования в ГПС являются обрабатывающие центры — одна из разновидностей станков с ЧПУ. В состав технологического объекта управления ГПС может входить следующее технологическое оборудование:
■ гибкий технологический модуль (ГТМ) - производственная единица, состоящая из одного или нескольких элементов технологического оборудования с ЧПУ, выполненная на базе мини- или микро-ЭВМ, способная функционировать автономно (по командам производственного персонала) или по командам от управляющего вычислительного комплекса. Гибкий технологический модуль, как правило, оснащен роботизированными устройствами подачи и удаления обработанных изделий и инструментов, автоматизированными устройствами (датчиками) измерения и контроля в процессе обработки, диагностики отказов и восстановления работоспособности, сбора и удаления отходов производства;
• автоматизированный складской модуль - единица производственного оборудования с локальной системой управления, выполненной на базе мини- или микро-ЭВМ, способная функционировать
автономно или по командам от управляющего вычислительного комплекса (УВК);
• вспомогательный модуль (модуль комплектации инструментов,
подготовки приспособлений, загрузки и выгрузки изделий и т. п.) -
совокупность оборудования, предназначенного для обеспечения технологических модулей;
• гибкий контрольно-измерительный модуль (при отсутствии
операций контроля в ГТМ) — совокупность программно-переналаживаемого оборудования, предназначенного для осуществления контроля качества выполнения операций в ГТМ;
• автоматизированный транспортный модуль — единица производственного оборудования с локальной системой управления, выполненной на базе мини- или микро-ЭВМ, способная функционировать
автономно или по командам от УВК.
Система оборудования с ЧПУ предназначена для непосредственного управления технологическим оборудованием и обеспечения взаимосвязи с другими элементами гибкой производственной системы. Локальная система управления предназначена для обеспечения взаимосвязи с другими элементами ГПС и для управления операциями по загрузке, размещению и выдаче заготовок, готовых изделий, приспособлений, инструментов, поддонов.
В соответствии со структурно-организационными признаками гибкая производственная система может быть представлена в виде:
• гибкого автоматизированного участка (ГАУ), функционирующего по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования технологического оборудования;
• гибкой автоматизированной линии (ГАЛ), технологическое оборудование которой расположено в последовательности, соответствующей технологическим операциям;
• гибкого автоматизированного цеха (ГАЦ), представляющего собой в различных сочетаниях совокупность ГАЛ (ГАУ) для изготовления изделий данной номенклатуры;
• гибкого автоматизированного завода (ГАЗ), на котором осуществлена частичная или полная интеграция нескольких гибких автоматизированных цехов, линий, участков, модулей в единую производственную систему.
Предусмотрены также гибкие производственные комплексы (ГПК), представляющие собой гибкую производственную технологию, состоящую из нескольких гибких производственных модулей (которые объединены автоматизированной системой управления и автоматизированной транспортно-складской системой), автономно
функционирующую в течение заданного интервала времени и имеющую возможность встраивания в систему более высокой ступени автоматизации. Гибкая производственная система может представлять собой гибкий производственный комплекс на уровне рабочего места (участка) или даже целую производственную систему из нескольких технологических модулей, взаимосвязанных между собой с помощью транспортных, складских, контрольно-измерительных и вспомогательных модулей.
Автоматизированная система управления гибкой производственной системой — автоматизированная многоуровневая интегрированная система. Она функционирует как автономно, так и но взаимодействии с компонентами интегрированной автоматизированной системы управления (ИАСУ) предприятий. Автоматизированная система управления производством выдает АСУ ГПС планы-графики запуска партий изделий в обработку, план подготовки производства для ГПС. Система автоматизации проектных работ осуществляет автоматизированную подготовку управляющих программ для гибких технологических и контрольно-измерительных модулей.
В иерархии ИАСУ для АСУ ГПС обычно выделяется уровень управления технологическим процессом производства и уровень оперативно-календарного управления, который включает управление технологической подготовкой производства, планирование, учет, контроль, анализ и регулирование хода производства в условиях функционирования ГПС. Уровень управления технологическим процессом производства взаимодействует с уровнем локального управления технологическим оборудованием, включая системы ЧПУ в составе ГТМ, АСУ складскими и транспортными модулями, локальные системы управления контрольно-измерительными модулями, терминальные пульты вспомогательных модулей. Уровень оперативно-календарного управления взаимодействует с уровнем управления производством всего предприятия, т. е. с АСУП. Автоматизированная система управления гибкой производственной системой обычно строится как компонент ИАСУ предприятия.
Рассмотрим технологические аспекты функционирования гибкой производственной системы «по шагам». Процесс проектирования продукции осуществляется по заданию заказчика посредством диалога оператора с ЭВМ. Оператор выдает технические требования к продукции, а ЭВМ запоминает, стандартизирует информацию и производит необходимые расчеты. В процессе проектирования ЭВМ может непрерывно запрашивать и учитывать информацию о себестоимости продукции, производительности оборудования и ходе процессов производства. Затем ЭВМ, используя эту информацию, определяет оптимальные условия для обеспечения минимальной себестоимости и максимальной производительности.
Полученная информация используется для производственного планирования с целью оптимизации процесса обработки путем выбора соответствующего оборудования, технологических процессов, последовательности операций, условий обработки и т. д. Эта информация, в свою очередь, используется для управления автоматизированными станками и оборудованием, которые могут самонастраиваться, автоматически с помощью промышленных роботов или других технических средств загружать и разгружать детали, выбирать инструмент, производить различные операции обработки резанием и давлением, а также термическую обработку и сборку.
Обратная связь от станков и оборудования осуществляется через специальные контуры. ЭВМ непрерывно принимает информацию о реальных параметрах оборудования и процессов, сравнивает их с «идеальными» -запланированными. Если система обнаруживает отклонения от запланированной программы работ, то она отвергает первоначальный вариант и, осуществляя динамическое планирование, регулирует условия работы станков и процессов и добивается, чтобы производство функционировало в оптимальном режиме.
В то же время станки и оборудование осуществляют самодиагностику; если при этом обнаруживается потенциальная возможность отказа какого-нибудь узла, то принимаются необходимые корректирующие действия, включающие замену вышедшего из строя модуля в системе. Более того, встроенные в станки приборы и контрольные машины осуществляют автоматический контроль изделия на всех этапах производства, чтобы любое отклонение от заданных технических требований автоматически корректировалось и поддерживалось в пределах допусков. Таким образом, окончательно собранное изделие оказывается полностью проверенным и соответствующим техническим требованиям, предъявляемым к изделию.
Автоматизированная система управления ГПС представляет собой систему, в которой одна часть управляющей информации включает плановые задания, время запуска в обработку, другая — технологическую информацию, содержащую управляющие программы, алгоритмы управления технологическим и вспомогательным оборудованием, информацию от станков на их обслуживание и т. п. Информационное обеспечение гибкой производственной системы состоит из пакетов управляющих программ для станка с ЧПУ, транспортных средств и роботов, накопительных систем заготовок, деталей, инструмента, оснастки и другого оперативного информационного фонда, содержащего данные о состоянии производственного процесса (место-
нахождении и состоянии деталей, инструмента, приспособлений в текущий момент времени и др.), а также плановые и фактические данные о ходе производственного процесса.
Рациональное управление состоит в том, чтобы каждая вышестоящая подсистема давала нижестоящей задание, не жестко регламентированное, а в «общих чертах», предоставляя им известную инициативу, но так ставя перед ними цели, чтобы каждая подсистема, стремясь к своей цели, работала в согласии с интересами вышестоящей подсистемы. На практике системный подход сводится к тому, что каждое звено, работа которого оптимизируется, следует рассматривать как часть другой, более обширной системы и необходимо выяснить, как влияет работа данной подсистемы на работу всей системы. Системный подход к процессу управления — это, прежде всего, образ мышления.
Иерархическая структура автоматизированного управления позволяет объединять управление различными производственными объектами и согласовывать их работу, т. е. подойти к производственному процессу как к единому целому, а не как к набору независимых частей. При этом можно автоматизировать весь комплекс производственных процессов, включая транспортные операции и различные организационные задачи.

