 2015-04-23
2015-04-23 1190
1190Под оптимальным технологическим процессом контроля понимается такая организация контроля на производстве, которая обеспечивает получение максимальной эффективности управления процессом.
Основная проблема при оптимизации технологического процесса контроля направления на решение двух кардинальных задач (рис. 5.11):
- сокращение времени контроля;
- повышение достоверности результатов контроля.

Рис. 5.11. Основные направления оптимизации технологического процесса контроля.
Рассмотрим более подробно только две основные характеристики технологического процесса контроля качества систем самолета – это быстроту и полноту контроля, которые наиболее существенно влияют на длительность технологического цикла отработки систем в цехе основной сборки и на КИС.
Для более полного представления о количестве стыковочных точек современного самолета легкого класса на рис. 5.12 указаны места подключения автоматизированной аппаратуры контроля для отработки систем электроприборного оборудования в условиях КИС. Имеется несколько путей улучшения
приспособленности борта самолета под автоматизированный контроль.
1. Установка на борту самолета специальных коммутаторов уплотнителей информации.
2. Установка дополнительных контрольных разъемов и расположение их в удобных для работы местах.
3. Расположение технологических промежуточных разъемов в удобных для работы местах.
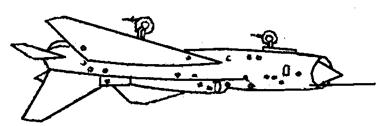
Рис. 5.12. Места подключения контрольной аппаратуры на самолете
Первый способ требует установки на борту дополнительной аппаратуры и прокладки трасс связи. Испытания показали, что этот вариант пока не является оптимальным, поскольку возникает трудность в создании коммутаторов, способных пропускать широкий диапазон сигналов без искажений, и кроме того, элементы, применяемые в коммутаторах, пока еще не являются достаточно надежными. Стыковку самолета с аппаратурой контроля в этом случае можно осуществлять через один 50-клеммный разъем. Естественно, что вспомогательное время в этом случае по сравнению с временем контроля составляет незначительную величину.
Второй способ связан также с установкой дополнительных элементов и прокладкой трассы связи. Этот способ так же, как и первый, требует специальной доработки готовых изделий, что связано с большими затратами и длительным процессом до внедрения в серию. Исключение составляют только уже имеющиеся контрольные разъемы. Задача в этом случае сводится к выбору места расположения этого контрольного разъема с таким расчетом, чтобы как можно меньше затрачивалось времени на доступ к нему. В условиях серийного производства наиболее целесообразной является установка промежуточных технологических разъемов в удобных для работы местах. В этом случае может не потребоваться прокладка дополнительных трасс, а только необходимо будет изменить расположение жгутов. Отработка систем осуществляется через эти технологические разъемы. Проведение доработки по последнему способу дает наибольший эффект в сокращении вспомогательного времени в условиях серийного производства.
В качестве критерия, характеризующего степень приспособления борта под контроль, целесообразно взять коэффициент использования цикла отработки оборудования самолета, который определяется из выражения (5.5).
Из этой формулы видно, что наиболее благоприятный случай будет при  =1. Учитывая неизбежность открывания и закрывания лючков, можно считать, что величину коэффициента использования цикла отработки более 0,85…0,95 получить практически трудно на серийном самолете, не приспособленном специально под контроль.
=1. Учитывая неизбежность открывания и закрывания лючков, можно считать, что величину коэффициента использования цикла отработки более 0,85…0,95 получить практически трудно на серийном самолете, не приспособленном специально под контроль.
В табл. 5.1 показано изменение до доработки и после доработки борта по системам, выполненным на одном из заводов.
Анализ борта самолета показывает, что борт еще недостаточно приспособлен под автоматизированный контроль. Это указывает на то, что необходимо совместно разрабатывать как объект контроля, так и средства контроля.
Таблица 5.1
| Система | t в до доработки, мин | t а после доработки, мин |  до доработки до доработки | после доработки |
| Курсовая система Автопилот Авиагоризонт Гировертикаль Система автоматического регулирования управления Система управления воздухозаборником | 1,5 | 0,1 0,62 0,41 0,14 0,8 0,62 | 0,8 0,83 0,41 0,7 0,8 0,62 |
Таблица 5.2
| Шифр систем | Наименование проверяемой системы | Группа работ |
| Продольная балансировка Поперечная балансировка с выключенными гидроусилителями Поперечная балансировка с включенными гидроусилителями Путевая балансировка Силовая установка Радиостанция Планер и системы планера: гидравлическая топливная и т.д. | Аэродинамическая доводка самолета Проверка работы системы бортового оборудования самолета |

