 2017-10-25
2017-10-25 1061
1061H:H Cl:Cl
Ковалентной связью обусловлены структуры так называемых атомных кристаллов – алмаза, кремния, германия и др.
Б) Ковалентная полярная связь – возникает между атомами, имеющими различную электроотрицательность. Cl:Sn:Cl - электронная пара смещается в сторону более электроотрицательного элемента, и возникает дипольный момент.
Электроотрицательность Cl равна 3,0; электроотрицателбность Sn равна 1,8; электроны химической связи смещены к атому Cl, и на нем возникает отрицательный заряд, а на атоме Sn - положительный.
Прочные связи ковалентного типа устанавливаются при соединение металлов с металлоидами, окисями металлов, полупроводниками.
2) Ионная связь – предельный случай ковалентной поляной связи. Возникает между атомами, сильно отличающимися по величине электроотрицательности (между металлами и неметаллами).
K:Cl ЭО атома Cl – 3,0
ЭО атома K – 0,82.
Валентные электроны почти целиком смещены к атому Cl, и он заряжается отрицательно. Кристалл КCl построен не из молекул КCl, а из ионов К+ и Cl -.
С помощью таблицы электроотрицательности можно определить, преобладает ли в связи между элементами главный подгруппы атомная связь или ионное взаимодействие: различие < 1,7 означает преимущественно атомную (ковалентную полярную) связь; различие > 1,7 соответствует преимущественно ионной связи (ионному взаимодействию).
Химическая связь, образующаяся в результате электрического притяжения межу ионами металла и свободными электронами. Наличие свободных электронов определяет электропроводность металлов. Ионы металла расположены в металлической решетке.
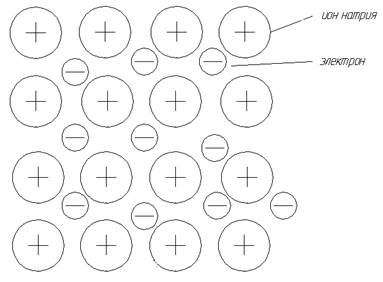
Поскольку в металле существует как бы «облако» обобщенных электронов, металлическая связь допускает большее смещение атомов, чем другие типы связей.
Этим обуславливается высокая пластичность металлических кристаллов по сравнению с атомными или ионными кристаллами.
4) Координационная связь – связывающая пара электронов представляется одной из реагирующих частиц. Примером может служить соединение основных оксидов, таких как Са+2О-2, где ион кислорода является донором электронов по отношению к атому, образующему кислотный оксид, такой как Si+4O2-4 (донорно-акцепторное взаимодействие).
6) Межмолекулярные взаимодействия (силы Ван-дер-Ваальса) – действуют между любыми атомами и молекулами, но по сравнению с химическими взаимодействиями очень малы. Силами Ван-дер-Ваальса обусловлены адгезионные связи при склеивании, смачивании твердых тел жидкостями и т.п.
Перечисленные типы связей в кристаллах редко встречаются в чистом виде. Обычно существуют сочетания различных связей одновременно.
Следует отметить, что поверхности твердых тел в атмосферных условиях обычно инертны, так как валентности их атомов насыщены связью с атомами окружающей среды.
1.2 Физико-химические основы получения сварных, паяных и клееных соединений.
1. Механизм образования монолитных соединений твердый тел.
Казалось бы, то образование монолитного соединения двух одинаковых монокристаллов с идеально гладкими и чистыми поверхностями возможно при любой температуре и без приложения внешней энергии. Для этого достаточно сблизить их поверхность на расстояние, соизмеримое с параметрами кристаллической решетки. Тогда между сопряженными атомами возникнут связи, граница раздела ∆ исчезнет и произойдет сварка.
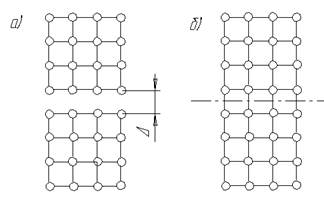
Схема образования соединения двух монокристаллов с идеально чистыми и гладкими поверхностями: а - до соединения, б – после соединения.
В действительности для соединения поверхностей требуется затрата энергии. Дело в том, что любому устойчивому состоянию системы соответствует определенный минимум энергии на атом. Каждый атом находится как бы в потенциальной лунке и переход из одного устойчивого состояния в другое возможен только путем преодоления энергетического барьера.
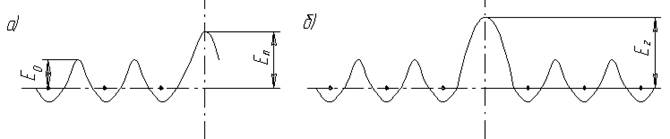
Энергетический барьер потенциальной энергии системы атомов у поверхности кристалла (а) и на границе твердой и жидкой фаз в начальный период их контакта (б).
Внутри кристалла атом удерживается симметрично направленными связями. На свободной поверхности кристалла или жидкости атом не уравновешен из-за отсутствия связи с одной стороны (вакуум) или из-за ее ослабления. Это вызывает повышение энергии поверхностного слоя кристалла. Если для перемещения внутри тела атому необходима энергия Е0, то для выхода в окружающую среду Еп (Еп > E0 ). Поэтому для соединения двух монокристаллов в один нужна извне деформационная или тепловая энергия Ег.
Внешняя энергия деформации будет затрачиваться на преодоление сил отталкивания, возникающих между сближаемыми поверхностными атомами. Когда расстояния между ними будут равны межатомным расстоянием в решетке кристаллов, возникают квантовые процессы взаимодействия электронных оболочек атомов. После этого общая энергия системы начнет снижаться до уровня, соответствующего энергии атомов Е0 в решетке целого кристалла, т.е. будет получено монолитное соединение. Тепловая энергия, сообщенная поверхностным атомом при повышении температуры, увеличивает вероятность электронного взаимодействия и облегчает процесс соединения.
Двухстадийность процесса сварки.
Сварка и пайка характеризуются двухстадийностью процесса образования прочных связей между атомами соединяемых веществ (рис.)
На первой стадии А развивается физический контакт – сближение соединяемых веществ на расстояния, требуемые для межатомного взаимодействия, а также происходит подготовка поверхностей к взаимодействию. На второй стадии Б – стадии химического взаимодействия – заканчивается процесс образования прочного соединения.
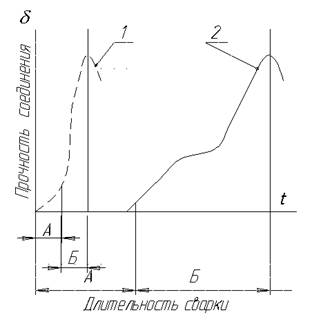
Кинематика изменения прочности соединения в зависимости от длительности сварки при быстром (1) и медленном (2) развитии стадий образования физического контакта А и химического взаимодействия Б.
1 – сварка плавлением,
2 – сварка в твердом состоянии.
Практически получение монолитных соединений осложняется двумя факторами:
1. Свариваемые поверхности имеют микронеровности. Поэтому при совмещении поверхности контактирование возможно лишь в отдельных точках;
2. Свариваемые поверхности имеют загрязнения, т.к. на любой поверхности твердого тела адсорбируются атомы внешней среды.
Для качественного соединения материалов необходимо обеспечить контакт по большей части стыкуемой поверхности и активировать ее.
Энергия активации.
Активация поверхности заключается в том, что поверхностным атомам твердого тела сообщается некоторая энергия, необходимая:
- для обрыва связей между атомами тела и атомами внешней среды, насыщающими их свободной связи;
- для повышения энергии поверхностных атомов до уровня энергетического барьера схватывания, т.е. для перевода их в активное состояние.
Такая энергия активации может быть в виде теплоты (термическая активация), упругопластической деформации (механическая активация), электронного, ионного облучения (радиационная активация).
Сварка в жидкой и твердой фазах.
1)При сварке в жидкой фазе (сварка плавлением и пайка) сближение атомов твердых тел осуществляется за счет смачивания поверхностей тел жидким материалом (расплавом, припоем), а активация поверхности твердого (тела) материала путем сообщения ее частицам тепловой энергии.
Жидкий материал может растекаться по всей поверхности тела и обеспечивать соприкосновение и прилипание (или адгезию) его молекул и поверхностного слоя твердых тел.
При затвердевании расплавленного материала слабые адгезионные связи замедляются химическими связями, соответствующими природе соединяемых материалов и типу кристаллической решетки. При сварке (плавлением) в жидкой фазе вводимая энергия (тепло) обеспечивает расплавление основного и присадочного материалов, оплавление стыка, нагрев кромок. При этом происходит диффузия компонентов в расплавленном и твердом материалах, их взаимное растворение.
Сварка в жидкой фазе производится без приложения давления путем слияния объемов жидкого металла. Она обычно не требует тщательной подготовки соединяемых поверхностей.
При сварке плавлением обе стадии процесса соединения – физический адгезионный контакт и химическое взаимодействие протекают быстро (кривая 1) (для однородных материалов это не опасно, а для разнородных – трудно получить соединения без хрупких интерметаллических проемок в контакте).
2)При сварке в твердом состоянии сближение атомов и активация (очистка) поверхностей достигается за счет совместной упруго – пластической деформации соединяемых материалов в контакте, часто одновременно с дополнительным нагревом.
Длительность стадий образования физического контакта А и химического взаимодействия Б здесь существенно больше, чем при сварке плавлением, и зависит от ряда факторов: физико-химических и механических свойств соединяемых материалов, состояния их поверхности, состава внешней среды, характера приложения давления и других средств активации (ультразвук, трение и т.д.).
При соединении металлов в твердом состоянии имеет значение схватывание и спекание. Спекание – комплекс диффузионных процессов, протекающих во времени при повышенных температурах. Схватывание - бездиффузионное явление, - объединение кристаллических решеток, находящихся в контакте тел, в результате их совместного пластического деформирования. Относительная роль схватывания и спекания разных методах соединения металлов различна и определяется температурой, временем, давлением в контакте. Например, дифер-сварку при большом времени выдержки можно считать основанной на явлении спекания. Во всех остальных случаях схватывание первично, а диффузионные и рекристаллизационные процессы – вторичны.
Пайка и склеивание.
Пайкой называют процесс соединения материалов без их расплавления, с помощью припоя. Процессы сварки и пайки часто бывает трудно разграничить, поэтому в дальнейшем сварку и пайку (при анализе источников энергии) объединим одним термином – сварка. Пайку можно выполнить с использованием тех же энергетических процессов, что и сварку.
Образование непрерывной межатомной связи при пайке происходит в процессе смачивания припоем поверхности соединяемых деталей. Смачивание и связь твердого тела с жидкостью может определяться электростатическими силами Ван-дер-Ваальса и силами химического взаимодействия.
Для осуществления химического смачивания при пайке необходим нагрев деталей и припоя, а также активация поверхностей (нагрев в вакууме, в специальных средах, обработка поверхности флюсом).
Склеивание может происходить без введения энергии (извне) в месте соединения благодаря силам адгезии (прилипания) между жидким клеем и молекулами поверхностных слоев твердого тела, а также химическим реакциям. Способность клея соединять изделия объясняется также силами остаточного химического сродства между находящимися на поверхности молекулами клея и склеиваемого материала.
Для улучшения адгезии поверхность подвергается тщательной очистке и обезжириванию (иногда искусственно повышается степень шероховатости).
Прочность клеевого соединения определяется не только адгезией, но и когезией, т.е. силами взаимодействия между молекулами самого клея. Силы когезии термопластических клеев имеют ту же природу, что и силы адгезии. У клеев на основе термореактивных связующих когезионные силы внутри клеевого шва после его отвердевания будут усиливаться за счет образования обычных химических связей.
Таким образом, прочность клеевых соединений определяется химическими и межмолекулярными силами притяжения элементарных частиц клея и склеиваемого материала. В начальной стадии процесса, когда силы взаимодействия, обусловленные смачиванием и межмолекулярным взаимодействием частиц, в основном слабые, прочность клеевого соединения мала. Далее при возникновении химических связей прочность увеличивается.
При склеивании при затвердевании клея вследствие полимеризации и других физико-химических явлений взаимное растворение и диффузия соединяемых материалов полностью отсутствуют.
1.3 Термодинамическое определение и баланс энергии процесса сварки.
Термодинамическое определение процесса сварки.
Анализ физико-химических особенностей получения сварных и паяных соединений позволяет установить наличие в зоне сварки двух основных физических явлений, связанных с необратимым изменением состояния энергии и вещества (рис.1):
- введения и преобразования энергии;
- движения (превращения) вещества;
Вид, интенсивность и характер преобразования вводимой энергии - это главное, что определяет вид процесса сварки. Введение энергии является необходимым условием сварки, т.к. без этого невозможна активация соединяемых поверхностей. Введение вещества необходимо только при некоторых видах сварки плавлением и пайки, причем энергия в этих случаях может вводиться также с расплавленным материалом.
Характер движения (переноса) вещества в зоне сварки меняется от процесса к процессу. Движение значительно при сварке в жидкой фазе и пайке, особенно при наличии присадочного материала. При сварке давлением с нагревом материал в зоне стыка испытывает незначительные превращения и существенным является только движение вещества через стык в результате диффузии (холодная сварка).
Исходя из сказанного, можно дать следующее термодинамическое определение процесса сварки.
Сварка – это процесс получения монолитного соединения материалов за счет введения и термодинамически необратимого преобразования энергии и вещества в месте соединения.

Рис.1.Схема термодинамических превращений
энергии и вещества при сварке.
При склеивании в отличии от сварки и пайки не требуется введения энергии (рис.2). Они реализуются за счет введения и преобразования вещества (клея).
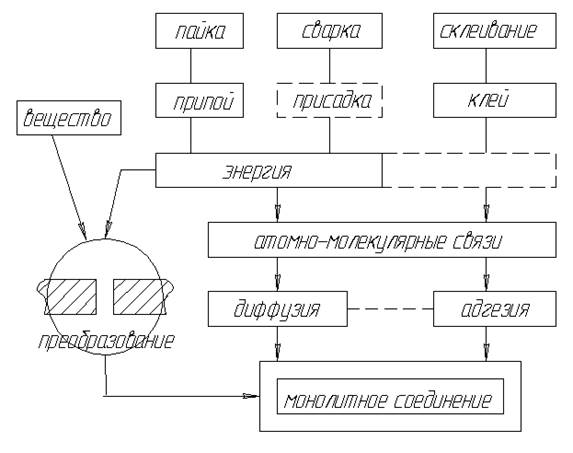
Рис.2. Схема получения монолитного соединения
при сварке, пайке и склеивании.
Рассмотрение термодинамической структуры процессов сварки (рис.1) позволяет классифицировать их по виду введенной энергии на термические Т, термомеханические ТМ и механические М процессы.
Кроме термодинамического возможны и другие определения сварки. Например, в термодинамическом аспекте, согласно ГОСТ 2601 – 74, сварка – это процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном нагреве или пластическом деформировании, или совместном действии того и другого.
1.4 Классификация процессов сварки.
При классификации процессов сварки можно выделить три основных физических признака: форму вводимой энергии, наличие давления, вид инструмента – носителя энергии. Остальные признаки отнесены к техническим и технологическим.
По виду вводимой в изделие энергии все основные сварочные процессы (сварка, резка, пайка) разделены на термические (Т), термомеханические (ТМ) (или точнее термопрессовые) и механические (М) (точнее – прессово-механические).
Т - процессы осуществляются без давления (сварка плавлением), остальные – только с давлением (сварка давлением).
Все известные в настоящее время процессы сварки металлов осуществляются за счет введения только двух видов энергии – термической и механической или при их сочетании.
При термической энергии (дуга, луч, газовое пламя) преобладают внешние носители энергии, от которых энергия передается в изделие тем или иным способом.
В термомеханических и механических процессах преобладают внутренние носители энергии, в которых ее преобразование в теплоту происходит главным образом в близи контакта соединяемых изделий – стыка.
Типовой баланс энергии процесса сварки.
Для количественной оценки процессов передачи и термодинамического преобразования энергии при разных видах сварки необходимо наметить обобщенную схему баланса энергии. Такая схема включает следующие основные ступени передачи энергии: сеть питания; источник энергии для сварки или трансформатор энергии ТЭ; носитель энергии – инструмент, передающий энергию от трансформатора к зоне сварки (резки или напыления), и изделие – зоне сварки (стык соединяемых изделий).
Энергия Е может быть выражена в джоулях, но в балансе удобнее использовать удельную энергию ε Дж/м2, определяемую в расчете на единицу площади соединения.
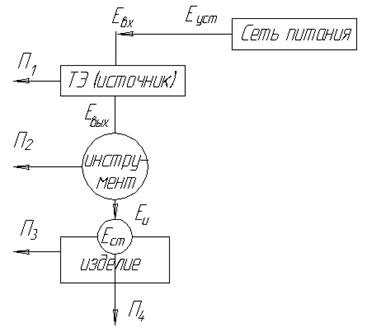
Рис.3. Обобщенная схема баланса
энергии сварочного процесса.
Здесь: εуст - энергия, получаемая сварочной установкой то сети питания; она может использоваться непосредственно на сварку εсв и вспомогательные операции εвсп, необходимые для обеспечения сварки, (например на вакуумирование);
εвх – энергия на входе трансформатора энергии ТЭ;
П1 – потери энергии в трансформаторе;
εвых или εсв – энергия на выходе ТЭ, передаваемая источником инструменту, вводящему ее затем в зону сварки;
εвых = εвх – П1;
П2 – потери при передаче энергии к изделию;
εи – энергия, введенная в изделие;
εи = εсв – П2;
П3 – потери энергии на теплопроводность в изделие;
εст – энергия, аккумулированная в зоне стыка;
П4 – потери уноса(с испарившимся или выплавленным материалом). Характерны для резки и для лучевых способов сварки.
εст = εи – (П3 + П4).
Каждая ступень передачи энергии от источника к изделию может иметь свой коэффициент полезного действия:
 - эффективный к.п.д. процесса;
- эффективный к.п.д. процесса;
 - термический к.п.д. процесса;
- термический к.п.д. процесса;
 - термодинамический к.п.д. процесса
- термодинамический к.п.д. процесса
1.5 Оценка эффективности и требования к источникам энергии для сварки. Оценка энергетической эффективности процессов сварки.
При выборе источника энергии для сварки конкретных изделий следует учитывать техническую возможность применения данного источника, эффективность процесса (энергетическую и экономическую), а также качество и надежность получаемых соединений.
Концентрация энергии термических источников может оцениваться удельной мощностью в пятне нагрева. Наибольшую интенсивность энергии до  кВт/см2 и выше в пятке нагрева до
кВт/см2 и выше в пятке нагрева до  мм2 дают электронный луч и лазер (табл.1)
мм2 дают электронный луч и лазер (табл.1)
Однако сварка возможна только до  Вт/см2, т.к. большие удельные мощности приводят к выплескам и испарению материала (только для резки).
Вт/см2, т.к. большие удельные мощности приводят к выплескам и испарению материала (только для резки).
Для оценки эффективности резных классов сварочных процессов и разных методов сварки и пайки целесообразно использовать величины удельной энергии εсв и εи Дж/мм2, необходимые при сварке данного соединения.
Расчеты показали, что для многих видов соединений и материалов механические и термомеханические процессы сварки требуют значительно меньше энергии, чем сварке плавлением(εсв=1800Дж/мм2 и 130 Дж/мм2 при сварке встык стальных стержней диаметром 20 мм дуговым и при сварке трением).
Для сварки листов δ≥15 мм из стали 18-8 аргоно - дуговой сваркой вольфрамовым электродом требует εсв≈1000 Дж/мм2, электронным лучом 20…50 Дж/мм2 при толщине 10…50 мм.

Порядок величин удельной энергии εи и εсв, необходимой для
однопроходной сварки стали различными методами.
Анализ эффективности различных процессов сварки позволяет построить диаграмму удельной энергии; необходимой для сварки резными методами (рис.7). В логарифмическом масштабе по оси ординат отложены примерные значения εи Дж/мм2, а по оси абсцисс – возможные процессы сварки встык листов или стержней из стали (пример холодной сварки рассчитан для алюминия).
Требования к источникам энергии для сварки.
Каждая группа сварочных процессов может быть реализована с помощью определенного технологического инструмента (дуга, пламя, луч), который можно условно считать составной частью источника энергии.
Для выполнения качественной сварки этот источник должен отвечать требованиям технологической и конструктивной целесообразности применения, экономичности преобразования энергии, ограничения вредных побочных эффектов при сварке и т.п.
Источники энергии термических процессов сварки плавлением (луч, дуга, пламя и др.) должны обеспечивать концентрацию тепловой энергии и температуру в зоне сварки или пятне нагрева заданных размеров, достаточные для плавления материала и провара его на требуемую глубину, но без интенсивного испарения.
Источники энергии термомеханических и механических процессов сварки с давлением должны обеспечивать концентрацию тепловой или механической энергии в зоне сварки, а также давление, достаточное для создание физического контакта, активации и химического взаимодействия атомов соединяемых поверхностей. Должна также обеспечиваться защита зоны сварки от среды и другие технологические условия для каждого метода сварки.
Часть 1. Основные источники тепла при сварке.
1.Электическая дуга
1.1 Основные виды сварочной дуги, применяемые в сварочной технике
по характеру воздействия на изделие:
1. дуга прямого действия (зависимая).
2. Дуга косвенного действия (независимая).
3. Дуга комбинированного действия.
Наиболее широко используется дуга прямого действия.
По характеру электрода:
1. Сварка неплавящимся электродом (угольный, графитовый, вольфрамовый).
2. Сварка плавящимся – металлическим электродом.
По характеру защиты зоны дуги:
1. дуга при сварке голым электродом или электродом с тонким ионизирующим покрытием.
2. дуга при сварке электродом с качественным покрытием.
3. дуга при сварке в среде защитных газов.
4. дуга при сварке под слоем флюса.
1.2 Физические основы дугового разряда
1) явление электрической проводимости газов.
Газ в естественном состоянии состоит из электрически нейтральных частиц и не проводит электричества.
Прохождение электрического тока через газы возможно лишь при наличии в них электрически заряженных частиц. Перемещение этих частиц в пространстве между электродами и создает электрический ток.
Такими частицами, обусловливающими проводимость газа, являются: электрон, положительный ион, отрицательный ион. Электрон играет особо важную роль в процессе прохождения тока через газы – в явлениях газового разряда.
Масса электрода m = 9,03·10-28 г (9,03·10-31 кг).
Заряд электрона e = 4,77·10-10 СГСЭ = 1,59·10-19 кулон.
Радиус электрона = 2,0·10-13 см.
Большое отношение заряда к массе (по сравнению с другими частицами) делает электрон наиболее подвижной, особо активной частицей в газах.
Положительный ион образуется при потере материальной частицей одного или нескольких электронов.
Отрицательный ион образуется присоединением избыточных электронов к материальной частице. Отрицательный ион мене устойчив.
Положительный ион могут образовать все атомы и молекулы. Не все атомы и молекулы образуют отрицательные ионы, легче всего их образуют так называемые электротрицательные элементы, обладающие большим сродством к электрону.
При разряде в газах имеют место в основном однократно заряженные ионы.
Ион может образоваться из атома, из молекулы или из их комплекса.
Масса иона практически равна массе нейтральной частицы.
Возникновение электрически заряженных частиц в газовом промежутке может произойти под действием как внешних, так и внутренних (т.е. существующих в самом разряде) источников ионизации.
Внешними ионизаторами могут быть ультрафиолетовые лучи, космические лучи, радиоактивное излучение, нагрев газа посторонними источниками тепла.
Разряды в газах, существующие только при действии внешних ионизаторов и прекращающиеся после устранения внешнего ионизатора, называются несамостоятельными. Самостоятельные разряды существуют независимо от внешних ионизаторов. Ионы, необходимые для поддержания разряда, создается самими разрядами.
В зависимости от условий, в которых осуществляется разряд, различают ряд самостоятельных разрядов – темный, тлеющий, неустойчивый, искровой, коронный, дуговой и др.
Дуговой разряд обычно осуществляется при атмосферном давлении газа и характеризуется низким (10 в) напряжением между электродами, большой силой тока и высокой температурой газа(5000 – 50000 оК).
Электрическая сварочная дуга – один из видов устойчивого самостоятельного разряда в газовой среде.
Возникновение заряженных частиц в дуговом промежутке обусловливается их эмиссией (испусканием) с поверхности электродов и ионизацией газов.
2. Ионизация газа при дуговом разряде.
Процесс образования ионов называется ионизацией, а газ, содержащий ионы, называется ионизированным.
Для освобождения электрона из газовой частицы, т.е. для осуществления процесса ионизации, необходима затрата некоторого количества энергии, которое необходимо для отрыва электрона от ядра атома и которое называется работой ионизации Аi.
А + Аi  А+ + ео.
А+ + ео.
Работа ионизации Аi = ео·Ui может быть выражена в вольт-электронах.
Ui – потенциал ионизации.
Вольт-электрон – это то количество энергии, которое приобретает электрон под действием разности потенциалов в 1 вольт.
1 в.э. = 1,59·10-19 Вт·сек (Дж) = 1,59·10-12 эрг
ео = 4,77·10-10 СГСЭ
1 в =  СГСЭ 1 э.в. =
СГСЭ 1 э.в. =  = 1,59·10-18 эрг
= 1,59·10-18 эрг
А = 1 э.в. (в эргах) 1 Дж (Вт·сек) = 107 эрг
1 в.э. =  = 1,59·10-19 Вт·сек (Дж).
= 1,59·10-19 Вт·сек (Дж).
Для упрощения часто в названии вольт-электрон опускают слово электрон и говорят, что работа ионизации измеряется в вольтах.
Работу ионизации, выраженную в вольтах, при которую необходимо затратить для ионизации атома того или иного элемента, называют потенциалом ионизации.
Потенциал ионизации для различных элементов находится в пределах от 3,9 в (цезий) до 24,5 гелий.
При сообщении связанному электрону газовой частицы дополнительной энергии, недостаточной для его отрыва от атома, т.е. для ионизации, он переходит на новую орбиту с более высоким уровнем энергии.
Атом в этом случае называется возбужденным, а необходимое для возбуждения количество энергии в вольтах называется потенциалом возбуждения.
Возбужденное состояние является неустойчивым, и через некоторое время электрон возвращается на стационарную орбиту, а сама газовая частица переходит в нормальное невозбужденное состояние.
Энергия возбуждения отдается в окружающую среду в форме светового электромагнитного излучения.
Если электрону, вызвавшему возбуждение атома, сообщить еще дополнительное количество энергии, то может произойти его отрыв от атома, т.е. ионизации атома, которую можно назвать ступенчатой.
В любом случае ионизации количество сообщенной частице энергии должно быть равно или больше потенциала ионизации.
В сложных атомах имеется несколько электронов, находящихся на разных орбитах. Такие атомы имеют несколько электронов, находящихся на разных орбитах. Такие атомы имеют несколько потенциалов ионизации. Легче всего отрывается первый электрон с затратой энергии, равной первому потенциалу ионизации. Каждый следующий электрон требует большей работы иоинизации.
Например, для атома лития имеется три потенциала ионизации:
Lio +5,37 э-в → Li+ + eo
Li+ +75,3 э-в → Li++ + eo
Li++ +121,9 э-в → Li+++ + eo
Потенциал ионизации зависит также от того, в каком состоянии находится вещество до ионизации. Например, потенциалы ионизации газов в молекулярном состоянии всегда выше, чем в атомарном состоянии.
H – 13,53 э-в; H2 – 15,4 э-в;
N – 14,5 э-в; N2 – 15,8 э-в.
В условиях сварочной дуги главную роль играют первые потенциалы ионизации.
Полная ионизация требует затраты энергии до тысяч э-в.
Если в газе имеются электроотрицательные атомы, то могут образоваться отрицательные ионы за счет при соединения свободных электронов к нейтральным атомам. При этом выделяется некоторое количество энергии:
F + eo → F-1 +3,94 э-в; 0+ео → 0-1 + 3,8 э-в;
Cl + eo→ Cl-1 +3,7 э-в; Н + ео → Н-1 + 0,76 э-в.
Выраженное в вольт-электронах количество энергии, выделяющееся при присоединении электрона к нейтральному атому, называется сродством к электрону.
Суммарный заряд всех частиц в зоне электрического разряда в газе равен нулю.
Однако распределение заряженных частиц в различных зонах дуги не одинаково. Одновременно с процессом ионизации газа происходит и обратный процесс воссоединения противоположно заряженных частиц с образованием нейтральных атомов (рекомбинация). При этом, затраченная на ионизацию энергия, выделяется в виде энергии электромагнитных, в т.ч. и световых, излучений.
3. Виды ионизации газов.
Образование заряженных частиц в газовом объеме требует подведения необходимой энергии к ионизируемым частицам, что может быть вызвано различными причинами.
В зависимости от способа подведения энергии ионизации различают следующие виды ионизации газов:
А) Ионизация ударом электрона.
Б) Фотоионизация.
В) Термическая ионизация.
А) Ионизация ударом электрона.
Различают два типа соударений электрона с атомами – упругие и неупругие соударения. При упругих столкновениях не происходит возбуждения атома; они происходит тогда, когда запас энергии движущегося электрона мал и не достаточен для возбуждения атома. Медленный электрон легко отражается, а атомное электронное облако претерпевает лишь незначительное возмущение; это так называемые упругие соударения. Классически его можно представить как столкновение двух идеально упругих шаров, обменивающихся кинетической энергией. Изменения потенциальной энергии атома здесь не происходит. Результатом упругих столкновений является повышение кинетической энергии молекул и атомов, а следовательно, и повышения температуры газа.
Неупругие столкновения электрона с атомами приводят к диссоциации (молекул), возбуждением атома и к процессу ионизации, связанной с отщеплением электронов от атомов.
Чтобы электрон произвел ионизацию, он должен обладать скоростью, при которой его кинетическая энергия равна или больше работы ионизации:
Например, для ионизации атома железа электрон должен обладать скоростью:
 см/сек = 1660 км/сек.
см/сек = 1660 км/сек.
Электрон, находящийся в тепловом движении при комнатной температуре, имеет скорость около 100 км/сек и обладает энергией около 0,04 э-в. Этой энергии недостаточно даже для ионизации атомов цезия, который имеет самый низкий потенциал ионизации – 3,88 в. Для придания электрону необходимой скорости необходимо сильное электрическое поле, которое и разгонит электрон.
Это имеет место в период зажигания дуги, когда эмитирующие с катода электроны, разгоняясь в электрическом поле, производят начальную ионизацию газа в промежутке между электродами.
В дальнейшем, в процессе горения дуги образование ионов в дуговом промежутке осуществляется за счет термической ионизации и фотоионизации.
Б) Фотоионизация.
Возбуждение и ионизация атомов может происходить за счет поглощения квантов излучения лучистой энергии. Такие кванты в дуге появляются при рекомбинации других сильно возбужденных атомов.
Длина волны λ электромагнитного излучения, способного вызвать ионизацию атомов:
 см ≈
см ≈  Å.
Å.
Для аргона Ui=15,7 в; λi=785 Å
Для щелочных металлов Ui=4-6 в; λi=2000-3000 Å
Фотоионизация незначительна по сравнению с термической ионизацией, причем выделить их доли расчетным или опытным путем пока не удается.
Для осуществления ионизации энергия кванта должна быть не меньше работы ионизации.
 ≥ Ai = e · Ui =
≥ Ai = e · Ui =  ;
;  эрг·сек.
эрг·сек.
 э-в·сек – постоянная Планка.
э-в·сек – постоянная Планка.
 - частота колебаний, 1/сек.
- частота колебаний, 1/сек.
Ai – работа ионизации.
Ui – потенциал ионизации, в.
С – скорость света, λ – длина волны, см.
Чем короче длина волны излучения, тем более сильным ионизатором оно является.
Видимый свет может ионизировать газы. Ультрафиолетовые излучения ионизируют газы с малым потенциалом ионизации (до 10 в), например, пары щелочных металлов.
Кванты рентгеновских и гамма - лучей ионизируют все без исключения газы.
3) Термическая ионизация.
Термическая ионизация происходит при высоких температурах за счет неупругих столкновений частиц газа, имеющих большую кинетическую энергию.
Термическая ионизация практически заметна уже при температурах около 20000 К, а при температуре столба дуги, т.е. около 60000 К, она становится значительной. Механизм термической ионизации весьма сложен. Ионизация происходит за счет соударения молекул, атомов с ионами, атомов с электронами (электронными ударами).
Наиболее вероятной является ионизация электронными ударами.
Наиболее вероятна схема электронного удара:

Оба электрона будут обладать малыми скоростями и вновь начнут ускоряться электрическим полем.
Термическая ионизация определяет электропроводимость столба дуги (чем больше заряженных частиц, тем лучше электропроводность), является важной характеристикой дугового разряда.
Не все атомы газа в дуговом промежутке при данной температуре являются ионизированными. Степень ионизации газа характеризует отношение числа образовавшихся ионов или электронов к общему числу нейтральных частиц, существовавшему в данном объеме газа до ионизации.
В нагретом газе довольно быстро устанавливается равновесное состояние, при котором уравновешиваются процессы возникновения заряженных частиц и их уничтожения, а в объеме газа поддерживается постоянная степень ионизации, величина которой зависит от температуры. Степень термической ионизации может быть определена по уравнению, предложенному индийским ученым М. Сага (1921):
 ;
; 
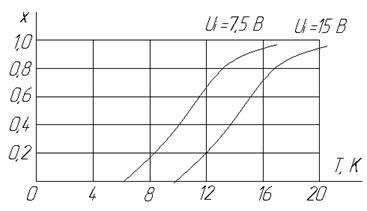
Рис.1.Степень ионизации ионов в зависимости от температуры.
Уравнение (1) в графическом изображении дает кривые, подобные показанным на рис.1, где нанесены две кривые зависимости степени ионизации от температуры при атмосферном давлении для двух газов с потенциалами ионизации 7,5 и 15 в, т.е. примерно для паров меди и для воздуха. График, выражающий уравнение Сага, имеет S – образную форму: с возрастанием температуры степень ионизации асссимптотически приближается к единице.
Уравнение Сага вследствие сделанных допущений дает приближенный результат, достаточно точный лишь при малых степенях (х<<1) ионизации и делается все менее точным по мере приближения степени ионизации к единице.

S-образные кривые степени ионизации различных элементов в
зависимости от температуры при атмосферном давлении
Для калия (Ui = 4,3 в) x = 1 при 11000 К; для H2 (Ui = 13,5 в) x = 1 при 24000 К; для Hе (Ui = 24,5 в) x = 1 при 500000 К.

а2 – квантовый коэффициент (1-4)
Аi = e ·Ui – работа ионизации в газах.
х  степень ионизации, т.е. отношение числа ионов или электронов к полному числу нейтральных молекул до ионизации в единице объема газа.
степень ионизации, т.е. отношение числа ионов или электронов к полному числу нейтральных молекул до ионизации в единице объема газа.

p – давление газа в мм. рт. ст. при абсолютной температуре Т;
T – температура в 0 К;
k – постоянная (Больцмана) величинa;
Чем ниже потенциал ионизации вещества, тем больше степень его ионизации при данной температуре. Например, при Т = 60000 К степень ионизации паров калия (Ui=4,3 в) составляет около Х=0,4, тогда как для паров железа (Ui=7,83 в) ничтожно мала (Х=0,015).
Повышение же степени ионизации способствует улучшению устойчивости дуги и повышает проводимость дугового промежутка.
Эффективный потенциал ионизации
В условиях сварки дуговой промежуток заполнен не одним газом, а смесью газов.
Ионизация каждого газа в смеси будет протекать не так, как если бы каждый газ ионизировался отдельно. Практика показала, что потенциал ионизации смеси не может исчисляться как средняя взвешенная величина, т.к. фактическое его значение оказывается ниже.
Для расчета степени ионизации смеси газов введено понятие об эффективном потенциале ионизации Uэф.
Под эффективным потенциалом ионизации газовой смеси понимается потенциал ионизации некоторого однородного газа, который при той же температуре и общем давлении смеси имеет ту же степень ионизации, что и смесь газов.
В.В. Фроловым для вычисления эффективного потенциала ионизации предложена формула:

Здесь  - относительная концентрация компонентов смеси,
- относительная концентрация компонентов смеси,
Ui – потенциал ионизации газа в вольтах.
В смеси газов, имеющих различные потенциалы ионизации, в большей степени ионизируется газ с наименьшим потенциалом ионизации.
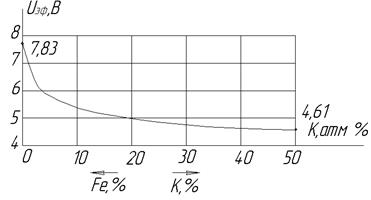
| калий,% ат. | ||||||||
| железо(атом.%) | ||||||||
| Uэф, в | 7,83 | 6,35 | 6,08 | 5,46 | 5,38 | 5,05 | 4,61 | 4,3 |
Uэф смеси приближается к потенциалу ионизации легкоионизируемого компонента при концентрации последнего уже около 5-10%.
Следовательно, небольшие добавки ионизаторов достаточны для обеспечения стабильности горения дуги для сварки под флюсом или обмазанными электродами.
Рассчитать Uэф в зависимости от концентрации газовой смеси из паров K и Fe Uk= 4,32 в; UFe=7,83 в.
Предположим, что Т = 58000 К, тогда

Uэф – является приближенным, т.к. определить трудно.
При введении в атмосферу дуги сравнительно небольшого количества вещества с низким потенциалом ионизации эффективный потенциал ионизации газовой смеси значительно снижается по сравнению с потенциалом ионизации газов, входящих в смесь. Это повышает степень ионизации, а следовательно и устойчивость дуги. На этом основано действие ионизирующих (стабилизирующих) покрытий.
Например, для смеси паров калия и железа.
При определении эффективного потенциала ионизации в сложных системах сварочных дуговых разрядов, когда в разрядном промежутке присутствуют пары металлов и минералов из флюсов и электронных покрытий и газы из атмосферы, основной трудностью является определение концентраций паров в дуговом промежутке.
Эти концентрации будут зависеть от относительных масс компонентов, находящихся в зоне сварки, упругостей их паров, а также от тех фаз, которые компоненты будут образовывать между собой в твердом и жидком состоянии.
4) Эмиссия электронов с поверхности катода.
Электроды являются проводниками электричества.
Проводники электричества имеют определенное количество свободных электронов, не связанных с орбитами каких-либо атомов. Внутри проводника электроны перемещаются без значительной затраты энергии, но для вырыва электрона за пределы проводника необходимо затратить энергию для преодоления сопротивления положительно заряженных ядер атомов, образующих поверхностные слои.
Количество энергии, необходимое для выделения электрона из проводника и удаления его из сферы действия поверхностного слоя, называется работой выхода. Обозначается φ.
Работа выхода измеряется в электрон-вольтах.
Величина работы выхода зависит от свойств материала, состояния поверхности и температуры металла φ примерно в 2 раза меньше потенциала ионизации того же вещества Ui.
Окисление поверхности электрода или нанесение на нее другого металла, как правила, снижает работу выхода и способствует усилению эмиссии.
Выход электронов с поверхности катода достигается за счет: термоэлектронной эмиссии (при высокой температуре), автоэлектронной термоэлектронной эмиссии (при высокой температуре), автоэлектронной эмиссии, фотоэлектронной эмиссии и эмиссии в следствии ударов тяжелых частиц по катоду или потоком первичных электронов.
Существует еще так называемая экзоэлектронноя эмисия. Она возникает на поверхностях, обработанных с введением энергии извне (при резании). В сварочных дугах превалирует термо- и автоэлектронная эмиссия.
Заключается в том, что металлические поверхности при их высоком нагреве обладают способностью испускать электроны. При высокой температуре собственная кинетическая энергия электронов становится достаточной для преодоления сил электрического притяжения твердого или жидкого электрода.
Плотность тока термоэлектронной эмиссии на катоде может быть определена по уравнению (о. Ричардсона – Дешмана):
 , а/см2
, а/см2
 , а/см2
, а/см2
где А – коэффициент, зависящий от свойств металла(А=62,2 для металла)
Т – температура в 0К,
φ – работа выхода электрона, электрон-волт.
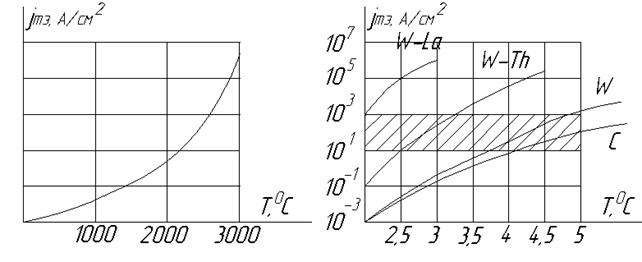
Зависимость плотности тока термоэлектронной
эмиссии от температуры.
Устойчивый дуговой разряд характеризуется высокой плотностью тока на катоде, порядка несколько сот и даже тысяч а/см2. Для создания такой плотности тока за счет термоэлектронной эмиссии необходима температура в несколько тысяч градусов.
Термоэлектронную эмиссию, достаточную для поддержания дугового разряда, могут дать только электроды из очень тугоплавких материалов (например, уголь, вольфрам).
Для большинства других материалов электрода температура катода (она не м.б. выше температуры кипения), недостаточна для поддержания нужной термоэлектронной эмиссии.
Существенную роль играет состояние поверхности электрода. Загрязнение окислами, наличие примесей, покрытие другими металлами может значительно увеличить эмиссию электронов.
Например, эмиссия вольфрама, содержащего 0,5% окиси тория ThO2, увеличивается в тысячи раз после активирования нагреванием в вакууме до высокой температуры.
Работа выхода электрона должна зависеть от температуры, т.к. она определяет состояние поверхности эмиттера.
При термоэлектронной эмиссии наблюдается охлаждение катода за счет уноса электронами энергии.
Б) Автоэлектронная эмиссия.
При автоэлектронной эмиссии энергия, необходимая для вырыва электронов, сообщается внешним электрическим полем, которое как бы «отсасывает» электроны за пределы воздействия электростатического поля металла.
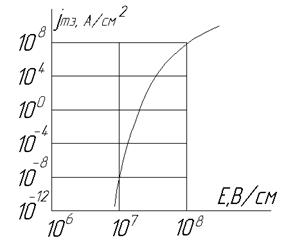
Зависимость плотности тока автоэлектронной эмиссии
от напряженности поля у катода.
Эмиссия электронов с поверхности катода возможна и при низки температурах при наличии сильного электрического поля и напряженностью порядка  (может быть в при электродных областях).
(может быть в при электродных областях).
Внешнее электрическое поле снижает работу выхода электрона, как бы вытягивает электроны за пределы катода.
При наличии внешнего поля плотность тока эмиссии определяется уравнением по формуле Фаулера-Нордгейма:
где j- плотность тока при отсутствии внешнего поля
γ,b- константы, зависящие от металла катода
Е- напряженность электрического поля, В/см.
Эффект автоэлектронной эмиссии с повышением температуры падает, т.к. Т входит в знаменатель показателя степени е.
При сварке электродами с низкой температурой плавления автоэлектронная эмиссия является, вероятно, одной из основных причин эмиссии с катода.
В) Фотоэлектронная эмиссия.
Заключается в том, что за счет энергии квантов излучения, действующего на поверхность электрода, свободные электроны получают энергию, необходимую для выхода за пределы электрода: 
h- постоянная Планка
ν- частота колебаний.
Понижения температуры электрода в этом случае не наблюдается.
Фотоэлекторонный ток м.б. определен по уравнению:
 ,
,
где  - квант энергии излучения, необходимый для выхода электрона.
- квант энергии излучения, необходимый для выхода электрона.
 - работа выхода при фотоэффекте.
- работа выхода при фотоэффекте.
 - коэффициент отражения, значение которого для сварочных дуг неизвестно(
- коэффициент отражения, значение которого для сварочных дуг неизвестно( =0…1).
=0…1).
Работа выхода при фотоэффекте и термоэлектронной эмиссии почти одинакова.
Предельные длины волн, при которых становится возможным фотоэффект, для щелочных металлов лежат в видимой части спектра, а для тяжелых металлов – в ультрафиолетовой.
Излучение сварочной дуги способно вызывать значительный выход электронов из сварочного катода. Фотоэффект также зависит от характера поверхности металла.
В обычных сварочных дугах фотоэмиссия мало поддается количественному расчету и играет незначительную роль в балансе энергии.
Г) Эмиссия в результате ударов тяжелых частиц.
Ионы, приближаясь к металлу, нейтрализуются, отдавая ему свой заряд. Нейтрализация положительного иона осуществляется присоединением к нему одного из электронов металла, а нейтрализация отрицательного иона – передачей металлу лишнего электрона.
Ионы Ar,He,H могут вырывать электроны.
Тяжелые частицы – ионы, ударяясь о поверхность катода, могут вызывать эмиссию электронов. Эмиссия с катода будет вызываться гл. образом положительными ионами, т.к. отрицательные ионы в катодной области испытывают торможение.
Общим условием выхода электрона при ударе положительного иона д.б. уравнение баланса энергии:
 ,
,
где Ui – потенциал ионизации иона.
Vki – кинетическая энергия иона.
Vkэ – кинетическая энергия электрона, вылетевшего из электрода.
Эмиссия электронов в этом случае определяется отношением числа полученных электронов ne к числу ni, столкнувшихся с электродом. Обычно это отношение не превышает 30%.
Эмиссия в результате ударов ионов имеет существенное значение при режимах сварочной дуги, когда непосредственная близость катода к столбу дугового разряда, содержащего много положительных ионов, создает большую вероятность этих ударов.
Этом вид эмиссии связан с выделением энергии на катоде за счет потенциальной и кинетической энергии ионов и при сварке должен влиять на скорость плавления электрода.
Повидимому, сочетание термоэлектронной эмиссии с поверхности катода и эмиссии при столкновении с катодом положительных ионов и обеспечивает в основном мощные потоки электронов в сварочной дуге.
Фотоэлектронная эмиссия и влияние электрического поля (автоэлектронная) эмиссия вряд ли смогут существенно изменить при режимах сварочной дуги мощность электронного потока (В.В Фролов).
На поверхности анода может происходить эмиссия положительных ионов в небольших количествах в дуговой промежуток. Влияние этой эмиссии на процессы в дуге практически ничтожно.
Пленочные и оксидные катоды
Поверхности сварочных электродов обычно покрыты твердыми и жидкими окислами, пленками шлака и т.д.
Влияние этих неоднородностей на работу выхода φ и на плотность тока j очень велика.
Некоторые покрытия, например, торий(Th), лантан(La), барий(Ba) на вольфраме, заметно улучшают эмиссионные свойства(φ=1,5…2,7 э.в.). Другие, наоборот, адсорбируясь на поверхности металла катода, резко снижают эмиссию (О2).
Увеличение эмиссии объясняется созданием у поверхности эмиттера дипольного слоя, обращенного положительными зарядами наружу, из атомов, легко теряющих валентные электроны. Наоборот, при адсорбции атомов, имеющих большое сродство к электрону (О2), дипольный слой может быть минусом наружу.
В катодных стержнях для аргонодуговой сварки применяют тарированный или лантанированный вольфрам.
Окисные или примесные пленки могут существенно влиять на эмиссию электрода только при температурах, меньших, чем температура кипения этих примесей, далее пленки испаряются, и электрод работает, как чистый беспримесный металл.
Для электроннолучевых катодов используются покрытия с окислами щелочноземельных элементов и применяются неметаллические материалы(ThO2, лантанборид LaB6). Они имеют самую низкую работу выхода (1,0 – 1, 2 эв.) и высокую эмиссионную способность при меньших температурах нагрева, чем у чистого вольфрама.
Эмиссионная пятнистость
Поверхность всякого катода неоднородна в отношении эмиссионных свойств. На ней существуют участки с различной работой выхода электронов. Различие плотности тока в отдельных участках катода, особенно при низких температурах, доходит до того, что практически весь эмиссионный ток течет только через участки с наименьшей работой выхода.
Это явление называется Эмиссионной пятнистостью.
Различие от 1 до 2 эв.
Ионная эмиссия и поверхностная ионизация
Небольшая эмиссия положительных ионов существует на аноде, изготовленном из очень чистого и слабо испаряющегося металла. Она делается сильнее, если анод содержит легко испаряющиеся примеси, особенно примеси щелочных металлов. Возможна также эмиссия отрицательных ионов с металлов, покрытых электролитами-солями металлов или полупроводниками типа оксидов.
Если накаленный эмиттер находится в парах какого-либо металла, то атомы металла падают на поверхность эмиттера, ненадолго адсорбируются ею и затем испаряются вновь. Часть из них испаряется в виде ионов, поэтому такое явление получила название поверхностной ионизации.
В сварочных дугах ионный ток обычно невелик, однако при сварке легкоиспаряющихся металлов (латуни, из которой выгорает Zn) он может оказаться значительным.
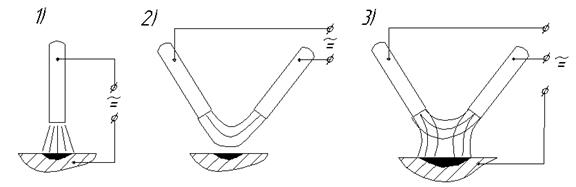
Возбуждение дуги и ее зоны
Возбуждение дугового разряда возможно четырьмя основными способами:
1) при переходе из устойчивого маломощного разряда, например, тлеющего (см. рис);
2) Созданием высокоионизированного потока пара, перекрывающего межэлектродное пространство, в большинстве случаев с помощью третьего электрода;
3) При переходе из неустойчивого искрового разряда путем подачи импульса высокой частоты или напряжения;
4) Посредством контакта и последующего размыкания токонесущих электронов.
При сварке плавящимся электродом используют дугу размыкания, а при вольфрамовом электроде – высокочастотный вспомогательный разряд от осциллятора. Импульс высокого напряжения получают с помощью конденсатора. Импульс высокого напряжения получают с помощью конденсатора. Угольную дугу возбуждают чаще всего с помощью третьего электрода.
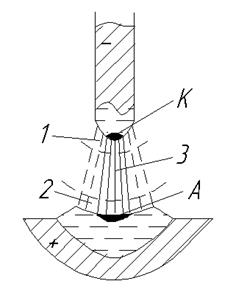
Зона дугового разряда:
1-катодная зона; 2-анодная зона; 3-столб разряда.
А- анодное пятно, К- катодное пятно.
В длинном дуге можно отчетливо различить три указанные выше области. Для коротких дуг, где влияние процессов, происходящих у одного электрода, простирается до второго электрода, очевидно, подразделение дуги на отдельные части становится бесполезным.

Схема переноса зарядов дуге:
Uд , Uk, Ua,Ucm – напряжение дуги, катодное напряжение,
анодное напряжение, напряжение столба дуги.
При неупругих соударениях частиц между собой при высокой температуре и плотности газа происходит термическая ионизация, которая возникает за счет кинетической энергии частиц. Наиболее вероятна схема электронного удара:

Оба медленных электрона будут обладать малыми скоростями. Затем они вновь начнут ускоряться электрическим полем.
§3
При зажигании дуги возникновение дугового разряда происходит в результате прикосновения электродом к свариваемому изделию под напряжением (непосредственно или через дополнительный проводник).

В момент короткого замыкания возникает большой ток и выделяется большое количество тепла. Шероховатости, по которым происходит соприкосновение почти мгновенно расплавляются и образуется жидкая перемычка.
При отводе электрода перемычка удлиняется, сечение ее уменьшается и температура металла еще больше повышается. В момент разрыва перемычки металл вскипает, образуются пары металла, которые ионизируются потоком электронов, эмитирующихся катодам. Это процесс возникновения дуги длится доли секунды. Он характерезуется сложными физическими процессами.
Начальный процесс ионизации газов дугового промежутка возникает, по всей вероятности, за счет интенсивной термоэлектронной эмиссии с поверхности катода с нарушенной структурой в результате резкого перегрева. Кроме того, наличие окислов, а также слоев расплавившегося флюса или электродного покрытия снижает работу выхода электронов, что усиливает эмиссию.
Момент разрыва мостика жидкого металла сопровождается также резким падением потенциала у поверхности катода (образуется сильные электрическоеое поле). Что вызывает автоэлектронную эмиссию.
Под действием сильного поля электроны быстро приобретают необходимую скорость и ионизируют газ в промежутке, что увеличивает количество заряженных частиц и способствуют устойчивости дугового разряда.
Легко ионизирующиеся компоненты флюсов и электродных покрытий также увеличивают количество заряженных частиц и способствуют устойчивости дугового разряда.
В связи с увеличением проводимости напряжение на дуге снижается до определенного предела, несмотря на рост тока.
В это же время ток возрастает до некоторой постоянной величины и начинается устойчивое состояние дугового разряда – горение дуги.
При независимом зажигании дуги первоначальная ионизация – пробой газового промежутка достигается подведение высокого напряжения.
Практически это достигается с помощью осциллятора – источника тока высокого напряжения и частоты.
Возникший здесь искровой разряд быстро переходит в дуговой разряд.
Технологические св-ва электросвар. дуги. (А.Г. Мазель)
Строение дуги можно представить так:

1. Катодное пятно.
2. Катодная зона.
3. Столб дуги.
4. Анодная зона.
5. Анодное пятно.
Падение напряжения в дуге.

Падение напряжения в этой дуге неодинаково в различных ее зонах. С этой точки зрения всю область дугового разряда делят на три основные части:
А) зона катодного падения напряжения.
Б) зона падения напряжения в столбе дуги.
В) зона анодного падения напряжения.
А) Катодная зона (минус на катоде).
Протяженность зоны порядка 10-7 м(свободный пробег электронов).
В этой зоне происходят следующие явления:
С поверхности катода в области катодного пятна эмитируют электроны. Проходя область катодного падения напряжения, они приобретают энергию, достаточную для ионизации атомов газа при входе в столб дуги.
В связи с этим, по мнению К.К. Хренова, величину катодного падения напряжения можно принять примерно равной потенциалу ионизации газа.
Фактически измеренное падение потенциала выше. Считают, что Uk=8-12 В. В виду малости зоны можно предположить, что электроны из катода к столбу и положительные ионы из столба к катоду движутся без столкновений (длина зоны примерно равна длине свободного пробега).
Ввиду меньшей подвижности ионов у катода образуется избыток положительных ионов, пространственный положительный заряд, который собственно и обусловливает катодное падение напряжения.
Напряженность поля у катода имеет величину порядка 106 В/см. Это поле усиливает термоэлектронную эмиссию, снижая работу выхода. Кроме того, оно ускоряет движение положительных ионов к катоду.
Положительные ионы, бомбардируя катод, производят дополнительную эмиссию электронов и нагревают катод в области катодного пятна и обеспечивают вместе с нагревом джоулевым теплом и теплом столба дуги высокую температуру катода и его расплавление.
В зависимости от материала катода сварочные дуги можно разделить на два основных типа:
Температура катодного пятна для угля.
1) дуги с неплавящимся катодом (тугоплавкие) 35000, для вольфрама 36000, для железа 24000, для меди 22000.
2) Дуги с плавящимся холодным катодом.<








