 2020-01-14
2020-01-14 2123
2123к дипломному проекту на тему:
Туннельная печь обжига кирпича ОАО «Ивановский завод керамических изделий»
РЕФЕРАТ
Дипломный проект выполнен применительно к условиям ООИ «Взаимопомощь», ранее именуемый «Ивановский завод керамических изделий».
В дипломном проекте проведен расчет туннельной печи, включающий в себя: тепловой баланс печи, расчет горения топлива, расчет продолжительности обжига кирпича, выбор горелочных устройств, подбор вентиляторов. Также был проведен расчет камерного сушила для сушки кирпича-сырца.
Была разработана методика расчета внешнего теплообмена в щелевой электрической печи на основе метода ЗУП (зональный с условными поверхностями).
Разработана схема автоматизации туннельной печи. Выявлены вредные и опасные факторы, возникающие при эксплуатации туннельной печи, разработаны мероприятия по предупреждению и снижению воздействия их на обслуживающий персонал.
1. ОПИСАНИЕ ТЕПЛОТЕХНОЛОГИИ СУШКИ И ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
1.1 Сушка керамических изделий
1.1.1 Значение сушки изделий и материалов
Для каждого материала и изделия устанавливается определенный режим сушки, то есть допустимая интенсивность сушки, температура материала, температура и относительная влажность сушильного агента и теплоносителя, скорость его движения у материала и изменение указанных параметров в различные периоды процесса сушки. Сушить песок можно при любых температурах и скоростях удаления влаги. Сушить комовую глину и топливо можно при любых скоростях удаления влаги, но температура нагрева этих материалов ограничивается. Так, глина при температуре выше 400°С теряет пластичность, а в топливе выше 150–200°С начинается возгонка горючих продуктов. Растрескивание глины при сушке, вследствие усадки и возникающих усадочных напряжений, ускоряет выделение влаги. Сушка керамических изделий требует определенного режима, как в отношении допускаемых безопасных скоростей сушки, так и температуры нагрева изделий.
Таким образом, теория сушки должна рассматривать не только вопросы статики сушки – материальный и тепловой балансы сушки, миграцию влаги в материале, законы тепло- и массообмена в зависимости от связи влаги с материалом, но и поведение изделий при сушки, связанное с усадочными напряжениями и максимально допускаемыми скоростями сушки. Только лишь это комплексное рассмотрение вопросов теории сушки позволит устанавливать оптимальные режимы сушки, при которых изделия будут высыхать в кратчайшие сроки и иметь высокое качество.
Процесс сушки керамических изделий
Сушкой называется процесс удаления из твердых материалов содержащейся в ней влаги за счет ее испарения и удаления образовавшихся паров с поверхности тела в окружающую среду. Для этого к влажному телу, то есть кирпичу сырцу, необходим подвод тепла при условии, что давление водяных паров у поверхности тела больше давления водяных паров в окружающей среде. Процесс сушки сопровождается изменением веса материала во времени вследствие удаления из него влаги. Зная начальную влажность и вес материала, можно выразить графически изменение влажности по времени ω = f(t), то есть построить кривую сушки, изображенную на рис. 1.1 (кривая 1). По кривой сушки можно построить кривую изменения влажности материала в единицу времени, то есть кривую скорости сушки wm (кривая 2).
При сушке керамических материалов влага испаряется в основном с поверхности, а поэтому концентрация влаги в середине материала остается большей, чем у его поверхности. Вследствие возникновения перепада (градиента) влажности или концентрации влаги она перемещается из места с большей концентрацией к месту с меньшей концентрацией, то есть из середины тела к поверхности его.
Механизм и скорость перемещения влаги зависят от ряда факторов: формы связи влаги с материалом, его строения, температуры и влажности, а также пористости материала и других его свойств. Экспериментально установлено, что чем выше температура, влажность тела и давление пара внутри него, тем скорость сушки больше.
Процесс сушки керамических изделий можно разделить на следующие периоды.
1) Период прогрева. Материал, будучи помещен в пространство с повышенной температурой, прогревается. В конце этого периода (точка А на рис. 1.1) устанавливается постоянная температура поверхности и тепловое равновесие между количеством тепла, воспринимаемым изделием, и расходом тепла на испарение влаги. После этого наступает период постоянной скорости сушки.
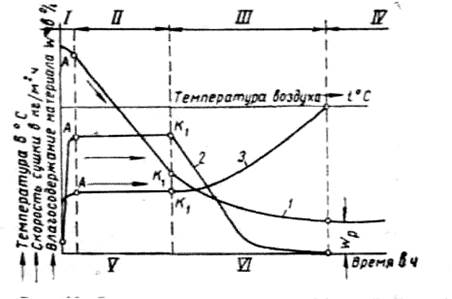 |
Рис. 1.1. Схема изменения во времени влажности 1, скорости сушки 2 и температуры 3 материала
I - период прогрева; II- период постоянной скорости сушки; III- период падающей скорости сушки;
IV – период равновесного состояния; V – период влажного состояния; VI – период гигроскопического состояния материала
2) Период постоянной скорости сушки. В этот период скорость сушки постоянна и численно равна скорости испарения влаги с открытой поверхности. Следовательно, происходит испарение свободной влаги с поверхности материала, и поверхность в течение этого времени остается влажной за счет поступления влаги из внутренних слоев изделий. Температура поверхности материала  , равная приблизительно температуре мокрого термометра, остается неизменной в течение всего периода (кривая 3 на рис. 1.1). Давление паров над поверхностью материала равно парциальному давлению насыщенных водяных паров при температуре поверхности
, равная приблизительно температуре мокрого термометра, остается неизменной в течение всего периода (кривая 3 на рис. 1.1). Давление паров над поверхностью материала равно парциальному давлению насыщенных водяных паров при температуре поверхности  и не зависит от влажности материала.
и не зависит от влажности материала.
Указанный период является наиболее ответственным и опасным, так как в течение его происходит усадка материала, порождающая усадочные напряжения. Скорость остается постоянной до тех пор, пока среднее содержание влаги в изделии не понизится до критического (точка К1 на рис. 1.1), а на поверхности изделия не станет равным гигроскопической влажности  . С этого момента начинается период падающей скорости сушки. Однако в действительных условиях он может начаться и тогда, когда вследствие неодинаковых условий испарения влаги со всей поверхности влажность отдельных участков достигает влажности ниже гигроскопической, в то время как другие участки имеют влажность ниже гигроскопической. Следовательно, более правильно переход от периода постоянной к периоду падающей скорости сушки характеризовать точкой на кривой сушки отвечающей
. С этого момента начинается период падающей скорости сушки. Однако в действительных условиях он может начаться и тогда, когда вследствие неодинаковых условий испарения влаги со всей поверхности влажность отдельных участков достигает влажности ниже гигроскопической, в то время как другие участки имеют влажность ниже гигроскопической. Следовательно, более правильно переход от периода постоянной к периоду падающей скорости сушки характеризовать точкой на кривой сушки отвечающей  , то есть критической влажности.
, то есть критической влажности.
Гигроскопическую влажность тело приобретает, если его поместить на длительный срок в среду с относительной влажностью φ = 100 % при данной температуре. Гигроскопическая влажность зависит только от свойств материала и уменьшается при повышении температуры его нагрева. Такую влажность имеет тонкий поверхностный слой изделия в конце периода постоянной скорости сушки.
Критическая влажность представляет собой среднюю по всему изделию влажность, которая зависит от режима сушки, толщины изделия и коэффициента влагопроводности. При достижении изделием влажности  усадка поверхностных слоев прекращается, и дальнейшая сушка вызывает лишь увеличение пористости изделия.
усадка поверхностных слоев прекращается, и дальнейшая сушка вызывает лишь увеличение пористости изделия.
3) Период падающей скорости сушки характеризуется тем, что с уменьшением влажности изделия сушка постепенно замедляется. Уменьшение интенсивности испарения вызывает уменьшение расхода тепла на испарение влаги, что при прочих постоянных условиях приводит к увеличению средней температуры изделия и уменьшению температурной разности между сушильным агентом и поверхностью материала.
Уменьшение скорости сушки обуславливается тем, что парциальное давление водяных паров над поверхностью материала падает и становится меньше парциального давления насыщенных паров при температуре поверхности, являясь функцией температуры и влажности поверхности изделия, то есть  .
.
По линии  на I-d- диаграмме и кривым равновесной влажности данного материала можно определить численные значения парциального давления пара над материалом в зависимости от температуры и влажности поверхности материала. При достижении поверхностью материала равновесной влажности скорость сушки становится равной нулю, то есть удаление влаги из материала прекращается. Величина равновесной влажности зависит от свойств материала и параметров окружающей среды, то есть от ее температуры и влажности.
на I-d- диаграмме и кривым равновесной влажности данного материала можно определить численные значения парциального давления пара над материалом в зависимости от температуры и влажности поверхности материала. При достижении поверхностью материала равновесной влажности скорость сушки становится равной нулю, то есть удаление влаги из материала прекращается. Величина равновесной влажности зависит от свойств материала и параметров окружающей среды, то есть от ее температуры и влажности.
1.1.3 Требования, предъявляемые к сушилкам
Сушка изделий производится в специальных устройствах – сушилках. Сушилка должна обеспечивать максимальную скорость сушки материала при соблюдении его высокого качества, минимальный расход тепла и электроэнергии на 1 кг испаряемой влаги, равномерность сушки по всему объему сушилки; должна обладать возможно большей напряженностью объема по влаге (количеством испаряемой влаги на 1 м3 объема сушилки), легкостью регулирования параметров сушильного агента; должна быть оснащена механизмами для загрузки, выгрузки и перемещения материала; должна быть снабжена приборами теплового контроля (КИП) и автоматикой и удовлетворять санитарным нормам.
Одним из основных требований, предъявляемых к сушилкам, является равномерность сушки изделий по всему объему сушильного пространства. Степень неравномерности высушенных изделий, расположенных в различных местах сушильной камеры (камерные сушилки) или вагонетки (туннельные сушилки), и определяется коэффициентом неравномерности сушки  , который выражает отношение конечных влажностей двух (или нескольких) высушенных изделий, расположенных в различных местах сушилки или вагонетки: изделий с наибольшей конечной влажностью
, который выражает отношение конечных влажностей двух (или нескольких) высушенных изделий, расположенных в различных местах сушилки или вагонетки: изделий с наибольшей конечной влажностью  к изделиям с наименьшей влажностью
к изделиям с наименьшей влажностью  ; при этом начальная влажность этих изделий принимается одинаковой
; при этом начальная влажность этих изделий принимается одинаковой
 . (1.1)
. (1.1)
Обычно  и с увеличением неравномерности сушки возрастает; при теоретически равномерной сушке
и с увеличением неравномерности сушки возрастает; при теоретически равномерной сушке  .
.
Коэффициент неравномерности сушки является важной характеристикой сушилок, так как служит мерилом совершенства их с точки зрения движения и распределения газовых потоков, влияет на длительность сушки и характеризует однородность (по влагосодержанию) изделий.
На ООИ «Взаимопомощь» для сушки красного кирпича применяют камерные сушилки системы Росстромпроекта. Блок состоит из 30 камер с размерами: длина 17,8 м, ширина 1,4 м, высота 3,0 м. У пода камеры расположены каналы, подающие и отводящие газы. Сушильный агент поступает в два распределительных приточных канала 1 и оттуда фонтанирует в сушильную камеру через отверстия в плитах перекрывающих эти каналы. Отработанные (насыщенные влагой) газы удаляются из сушилки отводящим каналом 2 через отверстия, расположенные в своде этого канала.
Сушилка работает с принудительной подачей воздуха от вентилятора, создается зональная циркуляция воздуха по вертикали и температура между верхом и низом выравнивается, что приводит к равномерной сушке изделий по высоте камеры.
Сырец укладывается на рамы, которые устанавливают на специальные выступы в стенах камеры. В одной камере размещают 50 вагонеток, одна вагонетка состоит из 10 полок, на каждой полке 12 кирпичей.
2. ОБЖИГ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
2.1 Процессы, происходящие при обжиге изделий из легкоплавких глин
На поведение керамических изделий в процессе обжига влияют термические свойства глин, из которых они изготовлены.
Главнейшими термическими свойствами легкоплавких глин являются огнеупорность, огневая усадка, интервал спекания, интервал обжига, теплоемкость, теплопроводность, температуропроводность и прочность в горячем состоянии.
При обжиге легкоплавких глин имеют место физико-химические процессы, связанные с фазовыми превращениями, разложением, частичным плавлением, кристаллизацией новообразований и реакциями в твердой фазе.
Указанные процессы происходят в глинообразующих минералах, примесях и добавках и по времени могут накладываться друг на друга.
Общая картина изменений, происходящих в глинистой легкоплавкой массе при ее обжиге, схематически представлена в таблице 1.1 [4]. При быстром нагреве температурные интервалы, указанные в таблице 1.1, сдвигаются в область более высоких температур.
При нагревании изделия значительной толщины в нем возникают существенные температурные перепады, и отдельные слои изделия находятся под воздействием неодинаковых температур.
Таблица 2.1 Процессы, происходящие в отдельных температурных интервалах обжига
| Температурные интервалы в 0С | Превалирующие процессы в данном температурном интервале | ||
| До 150 | Удаление физически связанной адсорбированной влаги и межплоскостной влаги монтмориллонитовых минералов | ||
| 131-224 | Разложение гидрогематита с выделением воды цеолитного типа | ||
| 140-180 | Интенсивное вскипание остаточной влаги в сырце при быстром его нагреве. Понижение прочности сырца с возможностью возникновения трещин, сопровождающихся «хлопками» в печах | ||
| 200-400 | Выгорание гумусовых веществ | ||
| 400-550 | Пирогенетическое разложение органических примесей и добавок с выделением горючих веществ | ||
| 450-550 | Наиболее интенсивное удаление конституционной воды монтмориллонитовых минералов | ||
| 500-700 | Начало образования эвтектических силикатных расплавов, сопровождающееся уплотнением и упрочнением черепка | ||
| 570-750 | Распад магниевых карбонатов с выделением углекислого газа | ||
| 573 | Переход b-кварца в a-кварц с увеличением в объеме на 0,82% | ||
| 600-1200 | Реакция между известью и каолинитом с образованием CaO×Al2O3 и 2CaO×SiO2 | ||
| 700-800 | Реакция в твердой фазе между SiO2, Al2O3 и СаСО3 | ||
| 700-900 | Выгорание коксового остатка органических примесей и добавок | ||
| 800-860 | Разрушение кристаллической решетки монтмориллонита | ||
| 800-1000 | Интенсивное разложение кальциевых карбонатов с выделением углекислого газа. При большом содержании карбонатных примесей – заметное повышение пористости черепка с возрастанием температуры обжига | ||
| 800-900 | Кристаллизация гематита Fe2O3 | ||
| 800-1050 | Интенсивная усадка и уплотнение черепка за счет накопления жидкой фазы эвтектических силикатных расплавов | ||
| 950-1000 | Кристаллизация шпинели MgO×Al2O3 | ||
| 950-1050 | Начало интенсивного образования муллита | ||
| 950-1100 | Расплавление пылевидных зерен полевого шпата | ||
| 1000 | Переход a-кварца в a-кристобалит с увеличением в объеме на 15,4% | ||
| 1050-850 | Охлаждение Увеличение вязкости при сохранении пиропластичного состояния черепка | ||
| 850-750 | Переход из пиропластичного состояния в твердое (хрупкое). Резкие структурные изменения. Возникновение максимальных напряжений с возможностью образования трещин | ||
| 675 | Переход b-2СаО×SiO2 с увеличением в объеме на 10% | ||
| 573 | Переход a-кварца в b-кварц с увеличением в объеме на 0,82% | ||
| 270-180 | Переход a-кристобалита в b-кристобалит с уменьшением в объеме на 2,8% | ||
Вследствие этого процессы, указанные в табл. 1.1, протекают в обжигаемом изделии не последовательно друг за другом, а одновременно, накладываясь во времени. В восстановительной среде температуры плавления, начала и конца спекания существенно понижаются, иногда на 100-1500С; особенно это характерно для глин с большим содержанием железистых окислов. По исследованиям М.Г. Лундиной, трещиностойкость изделий из легкоплавких глин в процессе обжига понижается с увеличением, содержания в глине монтмориллонитовых минералов, глинозема, частиц величиной менее 1 мк (особенно при их количестве более 35-40%) и при повышении числа пластичности более 20.
Коренные изменения в минеральном фазовом составе черепка отмечались лишь при достижении температур 800-9000С. Трещинообразование при нагревании наступает лишь в период интенсивной усадки. Обжиг абсолютно сухого сырца до температуры 8000С может производиться с интенсивностью до 300 град/ч. Скоростной обжиг возможен при влажности сырца не более 5%. При этом необходимо иметь в виду, что пересушенный сырец является хрупким и его механические повреждения (видимые и невидимые) возможны до обжига при его транспортировании и садке в печь.
К.А. Нохратян и З.А. Смолякова [4], исследуя процесс охлаждения кирпича, установили наличие “опасного” температурного интервала в области 500-6000С, вызванного полиморфным превращением кварца. При быстром охлаждении кирпича в указанном интервале температур происходит изменение структуры, сопровождающееся общим разрыхлением черепка, повышением его водопоглащения и снижением прочностных показателей. В связи с этим указанные авторы рекомендуют вести процесс охлаждения по трехступенчатому режиму:
1) форсированное охлаждение от конечной температуры обжига до 6000С;
2) медленное охлаждение в интервале температур 500-6000С;
3) форсированное охлаждение до температуры выгрузки. Общая длительность может быть при этом значительно снижена по сравнению с одноступенчатым режимом при существенном улучшении качества кирпича.
2.2 Описание конструкции и работы туннельной печи
Для обжига керамического кирпича на ООИ «Взаимопомощь» установлены 2 туннельные печи. Туннельная печь для обжига керамических изделий имеет вагонеточный состав, передвигающийся вдоль туннеля с помощью толкателя. Внутри туннеля проложен рельсовый путь. Каждая вагонетка, пройдя всю длину туннеля, выдается из печи с другого конца при очередном проталкивании. Таким образом, создается непрерывное перемещение вагонеток в печи, постепенный подогрев, обжиг и охлаждение изделий, находящихся на поду вагонетки. Туннельная печь длиной 62 м и шириной 2 м имеет 3 зоны.
Форкамера служит для уменьшения газообмена с окружающей средой при загрузке вагонеток в печь.
Основное назначение зоны подогрева – окончательное удаление влаги из сырца и равномерный прогрев садки до температуры 6000С. Подогрев и сушка производятся отходящими из зоны обжига продуктами горения.
В зоне обжига сжигается топливо в специальных горелочных устройствах. Сырец нагревается до температуры 9800С, при этом завершаются все процессы, связанные с формированием черепка. Воздух, поступающий для сжигания топлива, предварительно подогревается в зоне охлаждения. Горение топлива происходит в разрывах между садками кирпича на вагонетках. С каждой стороны печи установлено по семь горелок, топливо – природный газ.
В зоне охлаждения происходит остывание кирпича до температуры 3000С перед выдачей вагонеток из печи, также происходит отбор нагретого воздуха для подачи его в сушилку. В этой зоне охлаждается также и футеровка вагонеток, нагретая до высоких температур. Изделия и футеровка вагонеток охлаждаются холодным воздухом, подаваемым в печь сверху и сбоку через несколько каналов, расположенных по длине зоны охлаждения ближе к выходному каналу печи.
Печь работает по принципу противотока, то есть газы и воздух движутся навстречу вагонеткам с обжигаемыми изделиями. Движение газовых и воздушных потоков осуществляется системой вентиляторов.
В зоне подогрева предусмотрена установка циркуляционных вентиляторов для интенсивного перемешивания газовых потоков с целью максимального усреднения газовой среды, то есть ликвидации расслоения ее и уменьшения перепада температур по сечению канала. В зоне подогрева также производится отбор дымовых газов.
Печь выполняется из стандартного красного кирпича, зона обжига изнутри футеруется шамотным кирпичом. Свод печи выполняется из красного кирпича и засыпки шлаком.
|
|

|
 |
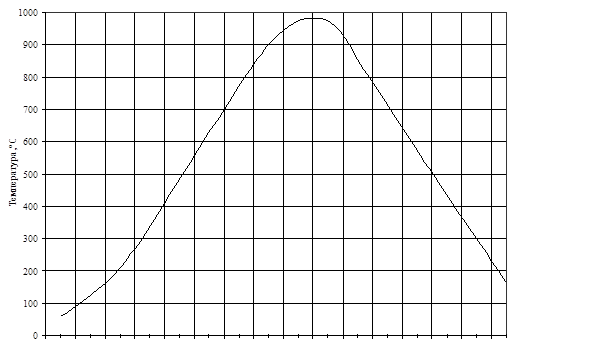
Рис. 1.2. Кривая обжига кирпича в печи
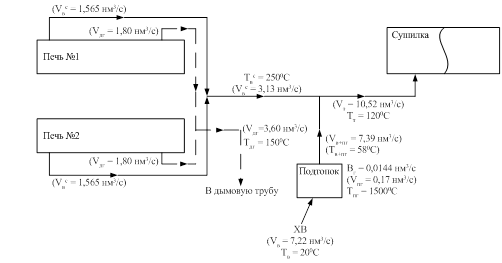
Рис. 1.. Схема движения потоков:
- горячего воздуха от печи к сушилу с параметрами  и
и  ;
;
- продуктов сгорания в дымовую трубу с параметрами  и
и  ;
;
- смеси продуктов горения и воздуха к сушилу с параметрами  и
и 
Примечание: параметры теплоносителей в скобках определены в результате расчетов
3. РАСЧЕТ ПРОЦЕССА ОБЖИГА КИРПИЧА. ТЕПЛОВОЙ БАЛАНС ТУННЕЛЬНОЙ ПЕЧИ
3.1 Расчет продолжительности обжига кирпича и производительности печи
Расчет выполнен по методике, изложенной в [1, 2, 3].
Абсолютная влажность загружаемого в печь кирпича ω = 7,5%. Вес сухого кирпича
G1 = 3,3 кг.
Размеры кирпича: длина l = 250 мм;
ширина b = 120 мм;
толщина s = 65 мм.
1). Нагрев до 1000С.
Количество испаряемой влаги
 кг, (2.1)
кг, (2.1)
 .
.
Активная поверхность теплообмена и испарения одиночного кирпича
 м2, (2.2)
м2, (2.2)
 м2.
м2.
Количество влаги, приходящейся на 1 м2 активной поверхности,
 кг/м2, (2.3)
кг/м2, (2.3)
 кг/м2.
кг/м2.
При съеме влаги примерно 0,4 кг/м2·ч с активной поверхности время, необходимое для нагрева до 1000С, составляет:
 ч, (2.4)
ч, (2.4)
 ч.
ч.
2). Период нагрева от 100 до 8000С.
Определяем допустимую скорость подъема температуры по формуле [1]
 град/ч, (2.5)
град/ч, (2.5)
где Δtдоп – максимально допустимая разность температур в теле изделия при его нагреве или охлаждении;
а – коэффициент температуропроводности материала, а = 40 м2/ч;
S – толщина прогрева изделий, S = 0,06 м.
Принимая для этого периода Δtдоп = 850С [1], получим
 град/ч.
град/ч.
Время нагрева или охлаждения в известном интервале температур равно:
 ч, (2.6)
ч, (2.6)
где t1 и t2 – температура в начале и конце интервала, 0С;
 ч.
ч.
3). Период нагрева от 800 до 9800С.
Принимая для этого периода Δtдоп = 850С [1], получим
 град/ч.
град/ч.
Время нагрева
 ч.
ч.
4). Время выдержки при конечной температуре [1]
 ч, (2.7)
ч, (2.7)
 ч.
ч.
5). Охлаждение в интервале температур от 980 до 5000С при значении Δtдоп = 550С [1]
 град/ч.
град/ч.
Время охлаждения
 ч.
ч.
6). Охлаждение в интервале температур от 500 до 3000С при Δtдоп = 1250С [1]
 град/ч.
град/ч.
Время охлаждения
 ч.
ч.
7). Общая продолжительность обжига равна суммарному времени нагрева, выдержки и охлаждения
 , (2.8)
, (2.8)
 ч.
ч.
Таким образом, по оптимальному режиму обжига, рассчитанному на основе допустимой разницы температур в теле изделия при его нагреве и охлаждении, получили, что общая продолжительность обжига составляет не более 29 ч.
Годовая производительность печи на ОАО «Ивановский завод керамических изделий»
Рг = 9 млн.шт/год.
Единовременная емкость туннельной печи G = 31000 шт.
Количество оборотов печи в год
 , (2.9)
, (2.9)
 об.
об.
Число рабочих дней в год
 , (2.10)
, (2.10)
 день.
день.
Принимаем zг = 350 дней.
Число часов работы печи в год
 ч.
ч.
Часовая производительность печи может быть определена из годовой производительности по формуле
 , (2.11)
, (2.11)
откуда
 , (2.12)
, (2.12)
где Рчас – часовая производительность, шт/ч;
m1 – процент брака, m1 = 2%;
m2 – процент потерь материала во время транспортировки, m2 = 5%.
 .
.
В переводе на массу
 .
.
3.2 Горение топлива
Целью расчета горения топлива является определение необходимого для горения топлива расхода воздуха, выхода продуктов горения и их процентного содержания.
Топливо – природный газ следующего состава:
СН4 = 98,49%
С2Н6 = 0,51%
С3Н8 = 0,17%
С4Н10 = 0,05%
N2 = 0,75%
CO2 = 0,03%
Всего: 100%
Расход окислителя на горение топлива
 , (2.13)
, (2.13)
где m, n – индексы при элементах С и Н;
CmHn – углеводороды;
 .
.
Теоретически максимально необходимый для полного горения единицы топлива расход воздуха
 , (2.14)
, (2.14)
 .
.
Действительный расход воздуха:
 , (2.15)
, (2.15)
где n – коэффициент расхода воздуха, n = 1,2;
 .
.
Продукты горения

 , (2.16)
, (2.16)
где СО2 – процентное содержание СО2 в топливе, %;
 , (2.17)
, (2.17)

 , (2.18)
, (2.18)
где N2 – процентное содержание N2 в топливе, %;
 ;
;

 ;
;
 .
.
Избыточное количество кислорода
 , (2.19)
, (2.19)
 .
.
Теплота сгорания топлива
 кДж/м3(н), (2.20)
кДж/м3(н), (2.20)
где  - теплота сгорания углеводородов, кДж/м3(н);
- теплота сгорания углеводородов, кДж/м3(н);
 - процентное содержание в топливе, %;
- процентное содержание в топливе, %;
 кДж/м3(н).
кДж/м3(н).
Выход продуктов горения
 , (2.21)
, (2.21)
 .
.
Процентный состав продуктов горения
 , (2.22)
, (2.22)
 , (2.23)
, (2.23)
 , (2.24)
, (2.24)
 , (2.25)
, (2.25)
 ,
,
 ,
,
 ,
,
 .
.
3.3 Тепловой баланс рабочего пространства печи
Целью расчета теплового баланса является определение расхода топлива.
Расчет проводим для зон подогрева и обжига и для зоны охлаждения.
3.3.1 Тепловой баланс зоны охлаждения
Приходные статьи баланса.
Тепло обожженных изделий
 кВт, (2.26)
кВт, (2.26)
где Рчас – производительность по обжигу, шт/час; Рчас = 1150 шт/час;
mк – вес обожженного кирпича, mк = 3,3 кг;
tобж – температура обжига кирпича, tобж = 9800С;
ск – удельная теплоемкость кирпича при tобж,
ск = 0,837+0,000264·tобж [1];
ск = 0,837+0,000264·980 = 1,1 кДж/кг·0С;
 кВт.
кВт.
Тепло вносимое из зоны обжига вагонетками
 кВт, (2.27)
кВт, (2.27)
где Gв – емкость вагонетки, Gв = 1000 шт;
mш и mм – масса шамотной и металлической частей вагонетки, mш = 1152 кг, mм = 348 кг;
сш и см – удельная теплоемкость шамотной и металлической частей вагонетки,
сш = 0,837+0,000264·tш [1]; см = 0,48 кДж/кг·0С [1];
tш и tм – соответственно средние температуры шамотной и металлической частей вагонетки; tш = 7230С, tм = 600С;
t0ш и t0м – соответственно начальные температуры частей вагонетки, t0ш = 400С, t0м = 300С;
сш = 0,837+0,000264·723 = 1,03 кДж/кг·0С;
 кВт.
кВт.
Расходные статьи теплового баланса.
Вынос тепла выходящими изделиями
 кВт, (2.28)
кВт, (2.28)
где tк – конечная температура кирпича, tк = 3000С;
ск – теплоемкость кирпича при tк ;
ск = 0,837 + 0,000264·300 = 0,9162 кДж/кг·0С;
 кВт.
кВт.
Вынос тепла вагонетками
 кВт, (2.29)
кВт, (2.29)
где tшк и tмк – температуры на выходе из печи; tшк = 2700С, tмк = 400С;
сшк и смк – удельные теплоемкости шамотной и металлической частей вагонетки при tшк и tмк, смк = 0,48 кДж/кг·0С;
сшк = 0,837 + 0,000264·270 = 0,908 кДж/кг·0С;
 кВт.
кВт.
Потери тепла теплопроводностью через стены и свод.
Длина зоны охлаждения 26 м.
В соответствии с температурной кривой (см. рис. 1.6) разбиваем зону охлаждения на 2 участка:
1 участок 9800С – 6000С Тср = 7900С длина – 14 м
2 участок 6000С – 1600С Тср = 3800С длина – 12 м
 кВт, (2.30)
кВт, (2.30)
где Qст – потери через стены;
Qсв – потери через свод.
Потери через стены
 кВт, (2.31)
кВт, (2.31)
где Тср – средняя температура на участке, 0С;
Тн – температура наружного воздуха, Тн = 200С;
Ri – толщина i-го слоя кладки, м;
λi – коэффициент теплопроводности i-го слоя кладки, Вт/м·0С;
αн – коэффициент теплоотдачи, αн = 15 Вт/м2 · 0С;
Fвн.ст – внутренняя площадь стен, м2;
Fнар.ст – наружная площадь поверхности стен, м2.
1-ый участок.
Стены печи – двухслойные:
1 слой – красный кирпич на глиняном растворе, R1 = 0,25 м;
2 слой – красный кирпич на сложном растворе, R2 = 0,89 м.
 ,
,
 0С,
0С,
 [1],
[1],
 Вт/м·0С,
Вт/м·0С,
 ,
,
 0С,
0С,
 Вт/м·0С.
Вт/м·0С.
Наружная площадь стен
 м2, (2.32)
м2, (2.32)
где hнар.ст – высота наружной стены, hнар.ст = 3 м;
lст – длина стен, lст = 14 м;
 м2.
м2.
Внутренняя площадь стен
 м2, (2.33)
м2, (2.33)
где hвн.ст – высота внутренней стены, hвн.ст = 1,8 м;
 м2.
м2.
 кВт.
кВт.
2-ой участок.
Стены печи – двухслойные:
1 слой – красный кирпич на глиняном растворе, R1 = 0,25 м;
2 слой – красный кирпич на сложном растворе, R2 = 0,89 м.
 0С,
0С,
 Вт/м·0С,
Вт/м·0С,
 0С,
0С,
 Вт/м·0С,
Вт/м·0С,
 м2,
м2,
 м2,
м2,
 кВт.
кВт.
 ,
,
 кВт.
кВт.
Потери через свод
 кВт, (2.34)
кВт, (2.34)
где Fвн.св и Fнар.св – соответственно внутренняя и наружная площадь свода.
1-ый участок.
Свод печи – трехслойный:
1 слой – красный кирпич на глиняном растворе, R1 = 0,25 м;
2 слой – засыпка шлаком, R2 = 0,24 м;
3 слой – красный кирпич на сложном растворе, R3 = 0,065 м.
 0С,
0С,
 Вт/м·0С,
Вт/м·0С,
 0С,
0С,
 Вт/м·0С [1],
Вт/м·0С [1],
 0С,
0С,
 Вт/м·0С.
Вт/м·0С.
Внутренняя площадь свода
 м2, (2.35)
м2, (2.35)
где Ввн и Lвн – соответственно ширина и длина рабочего канала, Ввн = 2 м, Lвн = 12 м;
 м2.
м2.
Наружная площадь свода
 м2, (2.36)
м2, (2.36)
где Внар и Lнар – соответственно ширина и длина наружного свода, Внар = 3,27 м, Lнар = 12 м;
 м2.
м2.
 кВт.
кВт.
2-ой участок.
Свод печи – трехслойный:
1 слой – красный кирпич на глиняном растворе, R1 = 0,25 м;
2 слой – засыпка шлаком, R2 = 0,24 м;
3 слой – красный кирпич на сложном растворе, R3 = 0,065 м.
 0С,
0С,
 Вт/м·0С,
Вт/м·0С,
 0С,
0С,
 Вт/м·0С,
Вт/м·0С,
 0С,
0С,
 Вт/м·0С.
Вт/м·0С.
 м2,
м2,
 м2.
м2.
 кВт.
кВт.
 ,
,
 кВт.
кВт.
Суммарные потери через кладку
 ,
,
 кВт.
кВт.
Потери с охлаждающим воздухом.
Охлаждающий воздух, омывая кирпич, аккумулирует его тепло.
 кВт, (2.37)
кВт, (2.37)
где Q1(изд) – тепло обожженных изделий (1-ая статья приходной части);
Q1(изд) = 1136,39 кВт;
Q1(тр) – тепло вносимое вагонетками из зоны обжига (2-ая статья приходной части);
Q1(тр) = 260,49 кВт;
Q2(изд) – тепло выносимое изделиями (1-ая статья расходной части); Q2(изд) = 289,75 кВт;
Q2(тр) – тепло выносимое вагонетками (2-ая статья расходной части); Q2(тр) = 92,35 кВт;
Qкл – потери через кладку (3-я статья расходной части); Qкл = 49,52 кВт;
 кВт.
кВт.
Найдем расход воздуха на охлаждение по формуле
 м3/с,
м3/с,
где свк и свн – теплоемкости воздуха при конечной Тк и начальной Тн температуре; Тк = 4200С, Тн = 200С; свк = 1,33 кДж/кг·0С, свн = 1,29 кДж/кг·0С [2];
 м3/с.
м3/с.
Тепловой баланс сведем в таблицу 2.1.1
Таблица 3.1.1 Тепловой баланс зоны охлаждения после реконструкции (2 % брака)
| № п/п | Статьи теплового баланса | Количество тепла | |
| кВт | % | ||
| Приход тепла | |||
| 1 | Тепло обожженных изделий | 1136,39 | 81,35 |
| 2 | Тепло вносимое вагонетками | 260,49 | 18,65 |
| Итого | 1396,88 | 100,00 | |
| Расход тепла | |||
| 1 | Потери с выходящими изделиями | 289,75 | 20,74 |
| 2 | Потери с выходящими вагонетками | 92,35 | 6,61 |
| 3 | Потери через кладку | 49,52 | 3,55 |
| 4 | Потери с охлаждающим воздухом | 965,26 | 69,1 |
| Итого | 1396,88 | 100,00 | |
3.3.2 Тепловой баланс зоны подогрева и обжига
Приходные статьи баланса
Тепло горения топлива
 кВт, (2.38)
кВт, (2.38)
где  - теплотворная способность топлива,
- теплотворная способность топлива,  = 35471,6 кДж/м3;
= 35471,6 кДж/м3;
В – расход топлива – газа, м3/с;
 кВт.
кВт.
Тепло топлива физическое
 кВт, (2.39)
кВт, (2.39)
где tт – температура топлива, tт = 200С;
ст – теплоемкость топлива при tт, кДж/м3·0С;
 кДж/м3·0С;
кДж/м3·0С;
 кВт.
кВт.
Тепло загружаемого сырца
 кВт, (2.40)
кВт, (2.40)
где mc – вес абсолютно сухого сырца, mc = 3,6 кг;
сс – удельная теплоемкость сырца, сс = 0,83 кДж/м3·0С;
mв – вес влаги высушенного сырца, mв = 0,300 кг;
св – удельная теплоемкость влаги, св = 4,187 кДж/м3·0С;
tм – температура загружаемого материала, tм = 300С;
 кВт.
кВт.
Тепло вносимое вагонетками
 кВт, (2.41)
кВт, (2.41)
где tш, tм – температура шамотной и металлической частей вагонетки; tш = 400С, tм = 300С;
 кДж/м3·0С;
кДж/м3·0С;
 кДж/м3·0С;
кДж/м3·0С;
 кВт.
кВт.
Тепло наружного воздуха, поступающего на горение
 кВт, (2.42)
кВт, (2.42)
где Lд – действительный расход воздуха; Lд = 11,4252  ;
;
tв – температура воздуха идущего на горение, tв = 200С;
св – теплоемкость воздуха, св = 1,29 кДж/м3·0С;
 кВт.
кВт.
Тепло воздуха, поступающего из зоны охлаждения.
Из зоны охлаждения часть воздуха идет на сушило, а часть поступает на горение в зону обжига. Для поддержания температуры в конце зоны обжига равной 9800С (процесс выдержки) продукты сгорания необходимо разбавлять. Для этой цели используется горячий воздух из зоны охлаждения. Температура воздуха 4200С.
Определим, какую долю горячего воздуха необходимо подать на разбавление от общего расхода в зоне охлаждения. Принимаем смесь: 70% - продукты сгорания, 30% - воздух. Этому соответствует величина qв = 750 кДж/м3.
 ,
,
где х – доля тепла воздуха, необходимая для разбавления в зоне обжига;
 - расход воздуха (из зоны охлаждения),
- расход воздуха (из зоны охлаждения),  = 1,65 м3/с;
= 1,65 м3/с;
 ,
,
 ,
,
 .
.
Расход воздуха, идущий из зоны охлаждения в зону обжига составляет 14% от всего воздуха, проходящего через зону охлаждения  .
.
Расход воздуха на зону обжига
 м3/с,
м3/с,
 м3/с.
м3/с.
Приведем  к 4200С:
к 4200С:
 м3/с.
м3/с.
Определим расход воздуха на сушило:
 м3/с.
м3/с.
На сушило воздух идет с температурой 2500С. Приведем  к 2500С:
к 2500С:
 м3/с.
м3/с.
Находим тепло воздуха вносимого в зону обжига из зоны охлаждения:
 кВт, (2.43)
кВт, (2.43)
 кВт
кВт
Итого приходные статьи:

Расходные статьи баланса.
Расход тепла на испарение влаги в сырце и нагрев водяных паров
 кВт, (2.44)
кВт, (2.44)
где mв – вес влаги высушенного сырца, mв = 0,3 кг;
r – скрытая теплота парообразования, r = 2500 кДж/кг·0С;
свп – теплоемкость водяных паров, свп = 1,97 кДж/кг·0С;
tпг – температура продуктов горения на выходе, tпг = 1500С;
 кВт.
кВт.
Расход тепла на химические реакции
 кВт, (2.45)
кВт, (2.45)
где n – процентное содержание Al2O3 в глине, n = 15%;
qх – теплота, затраченная на химические реакции при обжиге 1 кг глины на каждый процент Al2O3, qх = 20,93 кДж;
 кВт.
кВт.
Расход тепла на нагрев изделий до температуры обжига (из приходной части баланса зоны охлаждения):
 кВт.
кВт.
Расход тепла на нагрев вагонеток (приходная часть баланса зоны охлаждения):
 кВт.
кВт.
Потери тепла теплопроводностью через кладку.
По длине зону разбиваем на 2 участка в соответствии с температурной кривой (см. рис. 1.6):
1 участок 200С – 6000С Тср = 3100С длина – 22 м
2 участок 6000С – 9800С Тср = 7900С длина – 14 м
Потери тепла через стены определяем по формуле (2.31).
1-ый участок.
Кладка двухслойная:
1 слой – красный кирпич на глиняном растворе, R1 = 0,25 м;
2 слой – красный кирпич на сложном растворе, R2 = 0,89 м.
 0С,
0С,
 Вт/м·0С,
Вт/м·0С,
 0С,
0С,
 Вт/м·0С.
Вт/м·0С.
 м2,
м2,
 м2.
м2.
 кВт.
кВт.
2-ой участок
Кладка трехслойная:
1 слой – шамотный кирпич, R1 = 0,25 м;
2 слой – красный кирпич на глиняном растворе, R2 = 0,25 м;
3 слой – красный кирпич на сложном растворе, R3 = 0,89 м.
0С,
 Вт/м·0С,
Вт/м·0С,
 0С,
0С,
 Вт/м·0С,
Вт/м·0С,
 0С,
0С,
 Вт/м·0С.
Вт/м·0С.
 м2,
м2,
 м2.
м2.
 кВт.
кВт.
 ,
,
 кВт.
кВт.
Потери через свод определяем по формуле (2.34).
1-ый участок.
Кладка трехслойная:
1 слой – красный кирпич на глиняном растворе, R1 = 0,25 м;
2 слой – засыпка шлаком, R2 = 0,24 м;
3 слой – красный кирпич на сложном растворе, R3 = 0,065 м.
 0С,
0С,
 Вт/м·0<
Вт/м·0<

