 2014-01-31
2014-01-31 1328
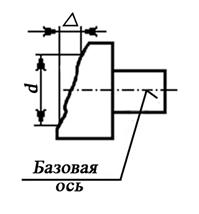
1328В шлицевых эвольвентных соединениях втулку относительно вала центрируют по боковым поверхностям зубьев или по наружному диаметру.
При центрировании по боковым поверхностям установлено два вида допусков ширины е впадины втулки и толщены S зуба вала (рис. 3.9).
Отклонения размеров е и S отсчитывают от их общего номинального размера по дуге делительной окружности.
Для ширины е впадины втулки установлено одно основное отклонение Н и степени точности 7, 9 и 11, для толщины S зуба вала установлены десять основных отклонений: a, d, ƒ, g, h, k, n, p, r и квалитеты 7-11. Посадки по боковым поверхностям зубьев предусмотрены только в системе отверстия.
При центрировании по наружному диаметру установлены два ряда полей допусков для центрирующих диаметров окружности впадин втулки Dƒ и окружности вершин зубьев вала dа: ряд 1 – Н7 для Dƒ и n6, js6, h6, g6, ƒ7 для da; ряд 2 – Н8 для Dƒ и n6, h6, ƒ7 для da. Первый ряд следует предпочитать второму. При этом центрировании поля допусков ширины впадины втулки е: 9Н или 11Н, а толщены зуба вала S: 9h, 9g, 9d, 11c, 11a.
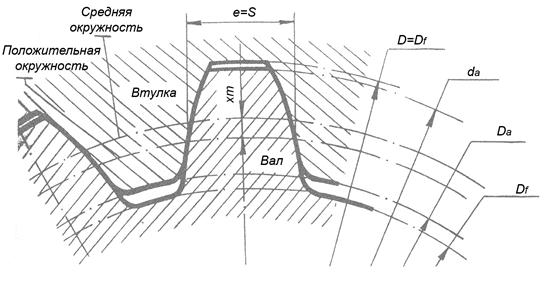 |
Рис. 3.9 - Профиль зубьев эвольвентных шлицевых соединений.
Обозначения шлицевых соединений валов и втулок должны содержать номинальный диаметр соединения D; модуль m; обозначение посадки соединения, помещаемое после размеров, номер стандарта.
Пример: D = 50; m = 2 с центрированием по боковым поверхностям зубьев с посадкой 9Н/9g:
50×2×9Н/9g ГОСТ 6033-80.
Обозначение втулки 50×2×9Н ГОСТ 6033-80 и
вала 50×2×9g ГОСТ 6033-80
То же соединение с центрированием по D и посадкой H7/g6: 50×Н7g6×2 ГОСТ 6033-80
Обозначение втулки 50×Н7×2 ГОСТ 6033-80 и
вала 50×g6×2 ГОСТ 6033-80/
3.4 Система нормирования отклонений формы и расположения
поверхностей деталей.
3.4.1 Общие сведения.
При анализе точности геометрических параметров деталей различают поверхности: номинальные (идеальные не имеющие отклонений формы и размеров), форма которых задана чертежом, и реальные (действительные), которые ограничивают деталь, отделяя ее от окружающей среды. Аналогично следует различать номинальный и реальный профиль, номинальное и реальное расположение поверхности. Номинальное расположение поверхности определяется номинальными линейными и угловыми размерами между ними и базами: или между рассматриваемыми поверхностями, если базы не даны. Реальное расположение поверхности определяется действительными линейными и угловыми размерами. База -поверхность, линия, точка детали, определяющие одну из плоскостей или осей системы координат, по отношению к которой задается допуск расположения или определяется отклонение расположения. Профиль поверхности - линия пересечения поверхности с плоскостью или заданной поверхностью.
Для получения оптимального качества изделий в общем случае необходимо нормировать и контролировать точность линейных и угловых размеров, формы и расположения поверхностей деталей и составных частей, а волнистость и шероховатость поверхностей деталей.
3.4.2 Отклонения и допуски формы.
Под отклонением формы поверхности понимается отклонение формы реальной от формы номинальной поверхности. Шероховатость поверхности в отличии от волнистой не считают отклонением формы.
В основу нормирования и количественной оценки отклонений формы и расположения поверхностей положен принцип прилегающих прямых, поверхностей и профилей.
Прилегающая прямая - прямая соприкасающаяся с реальным профилем и расположенная вне материала так, чтобы отклонение от ее наиболее удаленной точки до реального профиля в пределах в пределах нормированного участка имело минимальное значение(рис. 4)
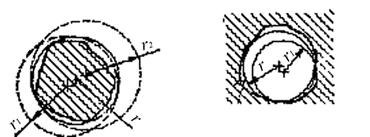 |
Рис. 4 Прилегающая прямая и окружность.
Прилегающая окружность -это окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения или максимального диаметра вписанная в в реальный профиль внутренней поверхности вращения.
Прилегающая плоскость - это плоскость, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение ее от наиболее удаленной точки до реальной поверхности в пределах нормируемого участка имело минимальное значение.
Прилегающий цилиндр – это цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности или максимального диаметра, вписанный в в реальную внутреннюю поверхность. Количественно отклонение от формы оценивают наибольшим расположением Δ
От точек реальной поверхности до прилегающей поверхности по нормам к последней.
3.4.3 Отклонение формы цилиндрических поверхностей.
Отклонение от круглости – наибольшее расстояние ∆ от точек реального профиля до прилегающей окружности. Допуск круглости Т - наибольшее допускаемое значение отклонения от круглости.
Частными видами отклонения от круглости являются овальность и огранка. Овальность - отклонение от круглости, при котором реальный профиль представляет собой овалообразную фигуру наибольший и наименьший диаметры которого находятся во взаимно перпендикулярных направлениях. Огранка - отклонение от круглости, при котором реальный профиль представляет собой многогранную фигуру.
Отклонение от цилиндричности – наибольшее расстояние ∆ от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка L.
Отклонение профиля продольного сечения – наименьшее расстояние ∆ от точек образующей реальной поверхности, лежащих в плоскости, проходящей через ее ось, до соответствующей стороны прилегающего профиля в пределах нормируемого участка L. (рис. 5а)
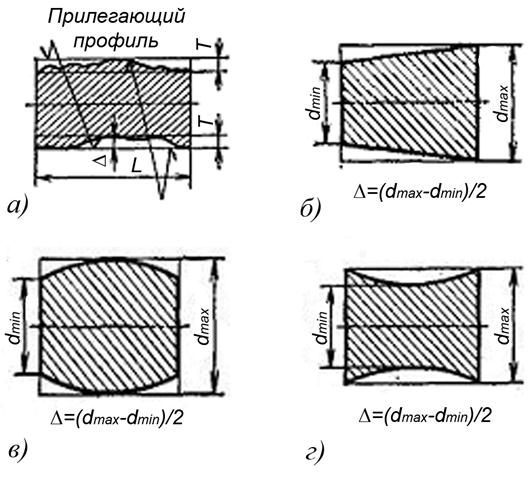 |
Рис. 5 Отклонение от цилиндрического профиля продольного сечения.
Частными видами отклонения профиля продольного сечения являются конусообразность, бочкообразность и седлообразность.
Конусообразность - отклонения профиля продольного сечения, при котором образующие прямолинейны, но не параллельны (рис. 5б).
Бочкообразность - отклонения профиля продольного сечения, при котором образующие непрямолинейны и диаметры увеличиваются от краев к середине сечения (рис. 5в).
Седлообразность - отклонения профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине сечения (рис. 5г).
3.4.4 Отклонение формы плоских поверхностей.
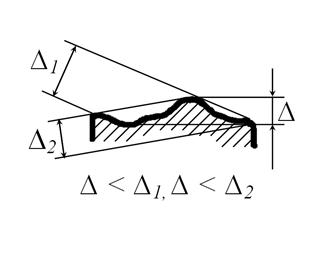
Отклонение от плоскостности определяют как набольшее расстояние ∆ от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка (рис. 6а).
Рис. 6 Отклонение формы плоских поверхностей.
Поле допуска плоскостности – область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими одна от другой на расстоянии, равном допуску плоскостности Т (рис. 6б). Частными видами отклонения от плоскостности являются выпуклость (рис. 6в) и вогнутость (рис. 6г). Отклонение от прямолинейности в плоскости (рис. 6д) определяют как наименьшее расстояние ∆ от точек реальной поверхности до прилегающей прямой.
3.4.5. Отклонение расположения поверхностей.
Отклонение расположения поверхностей или профиля называют отклонение от реального расположения поверхности от его номинального расположения. Количество отклонения расположения оценивают в соответствии с определениями приведенными ниже. При оценке отклонений расположения отклонение формы рассматриваемых поверхностях и базовых элементов (обобщенный термин, под которым понимают поверхность, линию или точку) должны быть исключены из рассмотрения. При этом реальные поверхности заменяют прилегающими, а за оси плоскости симметрии и центры реальных поверхностей принимают оси, плоскости симметрии и центры прилегающих элементов.
Отклонение от параллельности плоскостей (рис. 7а) – разность ∆ наибольшего и наименьше расстояний между прилегающими плоскостями в пределах нормируемого участка. Полем допуска параллельности плоскостей называют область в пространстве, ограниченную двумя параллельными плоскостями, отстоящими одна от другой на расстоянии, равном допуску параллельности Т и параллельными базе (рис. 7б).
Отклонение от параллельности осей в пространстве – геометрическая сумма отклонений от параллельности проекций осей в двух взаимно перпендикулярных областях; одна из этих плоскостей является общей плоскостью осей; т.е. плоскостью, проходящую через одну ось (базовую) и точку другой (рис. 7в). Отклонение о параллельности осей в общей плосости – отклонение от параллельности ∆х проекций осей на их общую плоскость.
Перекос осей - отклонение от параллельности ∆у проекций осей на плоскость, перпендикулярную к общей плоскости осей и проходящую через одну из осей (базовую).
Поле допуска параллельности осей в пространстве – это область в пространстве, ограниченная прямоугольным параллелепипедом, стороны сечения которого равны соответственно допуску Тх параллельности осей в общей плоскости и допуску Ту перекоса осей, а боковые грани параллельны базовой оси и соответственно параллельны и перпендикулярным общей плоскости осей (рис. 7г).
Отклонение от перпендикулярности плоскостей показано на рисунке 7д.
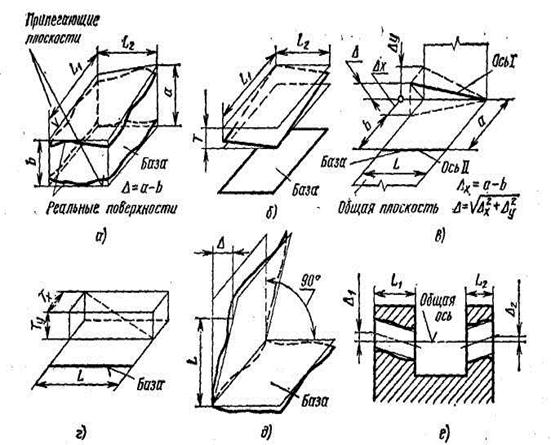
Рис.7 Отклонение расположения поверхностей.
Отклонение от соосности относительно общей оси – это наибольшее расстояние (∆1 и ∆2) между осью рассматриваемой поверхности вращения и общей осью двух или нескольких поверхностей вращения на длине нормируемого участка (рис. 7е). Допуск соосности в диаметральном вращении равен удвоенному наибольшему допускаемому значению отклонения от соосности, а в радиусном ращении - наибольшему допускаемому значению этого отклонения.
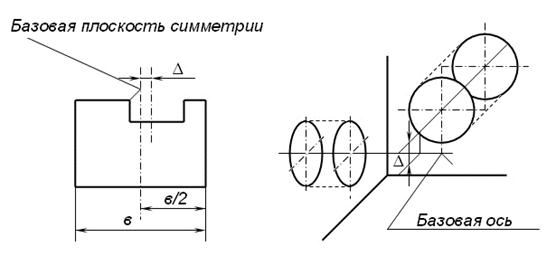
Отклонение от симметричности относительно базовой плоскости – наибольшее расстояние ∆ между плоскостью симметрии рассматриваемой поверхности и базовой плоскостью симметрии в пределах нормируемого участка (рис. 8).
Отклонение от пересечения осей, которые номинально должны пересекаться, определяют как наименьшее расстояние ∆ между рассматриваемой и базовой осями (рис. 9).
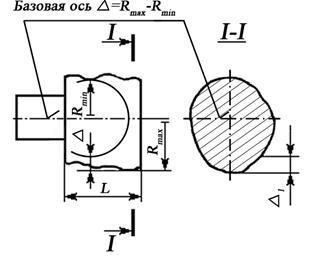
Рациональное биение поверхности вращения относительно базовой оси является результатом совместного проявления отклонения от круглости профиля рассматриваемого сечения и отклонения его центра относительно базовой оси. Оно равно разности наименьшего и наибольшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении, перпендикулярном этой оси (рис. 10а).
Торцовое биение – разность ∆ наибольшего и наименьшего расстояния от точек всей торцовой поверхности до плоскости, перпендикулярной базовой оси. Оно является результатом совместного проявления отклонения от плоскостности рассматриваемой поверхности и отклонения от её перпендикулярности относительно базовой оси (рис. 10б)
 |
3.4.6 Суммарные отклонения и допуски формы и расположения
поверхностей.
 | |||
 | |||
а) б)
Рис. 10. Радиальное и торцовое биения.
3.4.7. Обозначения на чертежах допусков формы и расположения
поверхностей деталей.
Вид допуска формы и расположения согласно ГОСТ 2.308-79 (СТ СЭВ 368-76) следует обозначать на чертеже знаками, приведёнными в таблице
Таблица
Условные обозначения допусков формы и расположения поверхностей.
| Группа допусков | Вид допуска | Знак |
| Допуски формы | Допуск прямолинейности Допуск плоскостности Допуск круглости Допуск цилиндричности Допуск профиля продольного сечения |      |
| Допуски расположения | Допуск параллельности Допуск перпендикулярности Допуск наклона Допуск соосности Допуск симметричности Позиционный допуск Допуск пересечения осей | // ^ Ð    Å C Å C |
| Суммарные допуски формы и расположения | Допуск рациального биения Допуск торцового биения Допуск биения в заданном направлении |  |
| Допуск полного рациального биения Допуск полного торцового биения |   | |
| Допуск формы заданного профиля Допуск формы заданной поверхности |   |
Знак и числовое значение допуска вписывают в рамку, указывая на первом месте знак, на втором – числовое значение допускав миллиметрах и на третьем – при необходимости буквенное обозначение базы (рис. 11,а). Рамку соединяют с элементом, к которому относится допуск, сплошной линией, заканчивающейся стрелкой. Если допуск относится к оси или плоскости симметрии, соединительная линия должна быть продолжением размерной (рис. 11,б); если допуск относится к общей оси (плоскости симметрии), соединительную линию проводят к общей оси (рис. 11,в). Перед числовым значением допуска следует указывать: символ Æ, если поле допуска задано его диаметром (рис. 11,г); символ R, если поле допуска задано радиусом (рис. 11,д); символ Т, если допуски симметричности, пересечения осей, формы заданной поверхности, а также позиционные, заданы в диаметральном выражении (рис. 11,е); символ Т/2 для тех же видов допусков, если они заданы в радиусном выражении (рис. 11,ж); слово «сфера» и символы Æ или R, если поле допуска сферическое (рис. 11,з). Если допуск относится к участку поверхности заданной длины (площади), то её значение указывают рядом с допуском, отделяя от него наклонной линией (рис. 11,и). Если необходимо назначить допуск на всей длине поверхности и на заданной длине, то допуск на заданной длине указывают под допуском на всей длине.
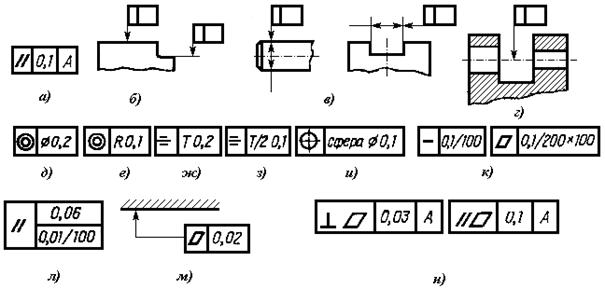
Рис.10 Радиальное и торцовое биение.
Базу обозначают зачерченным треугольником, который соединяют соединительной линией с рамкой допуска (рис. 11,л). Чаще базу обозначают буквой и соединяют её с треугольником (рис. 11,а).
3.5. Система нормирования и обозначения шероховатости поверхности.
3.5.1. Параметры шероховатости.
Шероховатостью поверхности согласно ГОСТ 25142-82 называют совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины.
Базовая длина l – длина базовой линии, используемой для выделения неровностей, характеризующих шероховатость поверхности.
Базовая линия (поверхность) – линия (поверхность) заданной геометрической формы, определённым образом проведённая относительно профиля и служащая для оценки геометрических параметров поверхности.
Числовые значения шероховатости поверхности определяют от единой базы, за которую принята средняя линия профиля m, т.е. базовая линия, имеющая форму номинального профиля и проведённая так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально.
Согласно ГОСТ 2789-73, который полностью соответствует международной рекомендации по стандартизации ИСО. Шероховатость поверхности можно оценивать количественно одним или несколькими параметрами: средним арифметическим отклонением профиля Ra, высотой неровностей профиля по десяти точкам Rz, наибольшей высотой неровностей профиля Rmax, средним шагом неровностей Sm, средним шагом местных выступов профиля S, относительной опорной длиной профиля tp (p – значение уровня сечения профиля, рис. 12). Параметр Ra является предпочтительным.
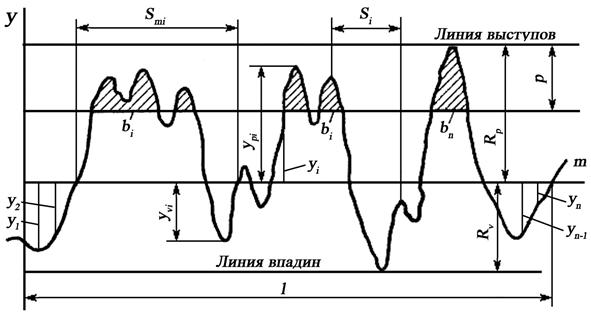 |
Рис. 12. Профилограмма и основные параметры шероховатости
поверхности.
Параметр Ra характеризует среднюю высоту всех неровностей профиля; Rz – среднюю высоту наибольших неровностей; Rmax – наибольшую высоту профиля.
Среднее арифметическое отклонение профиля Ra – среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:


где n – число выбранных точек профиля на базовой длине.
Отклонение профиля у – расстояние между любой точкой профиля и средней линией.
Высота неровностей профиля по десяти точкам Rz – сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины.
где yPi – высота i-го наибольшего выступа профиля;
yVi – глубина i-й наибольшей впадины профиля.
Наибольшая высота неровностей профиля Rmax – расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины l (рис. 13).
Средний шаг неровностей профиля Sm – среднее значение шага неровностей профиля в пределах базовой длины:


где n – число шагов в пределах базовой длины l;
Smi – шаг неровностей профиля, равный длине отрезка средней длины,
пересекающей профиль в трёх средних точках и ограниченной
двумя крайними точками.
Средний шаг местных выступов профиля S – среднее значение шага местных выступов профиля в пределах базовой длины:


где n –число шагов неровностей по вершинам в пределах базовой длины l;
Si – шаг неровностей профиля по вершинам, равный длине отрезка
средней длины между проекциями на неё двух наивысших точек
соседних выступов профиля.
Числовые значения параметров шероховатости Ra, Rz, Rmax, Sm, S приведены в ГОСТ 2789-73.
Опорная длина профиля hp – сумма длин отрезков bi, отсекаемых на заданном уровне p в материале профиля линией m в пределах базовой длины:

Относительная опорная длина профиля tp – отношение опорной длины профиля к базовой длине:

3.5.2. Выбор параметров шероховатости и их числовых значений.
Требования к шероховатости поверхности деталей следует устанавливать, исходя из функционального назначения поверхности для обеспечения заданного качества изделий.
Для трущихся поверхностей ответственных деталей устанавливают допускаемые значения Ra (или Rz), Rmax, tp, а также направление неровностей; для поверхностей циклически нагруженных ответственных деталей – Rmax, Sm и S. При выборе параметров Ra или Rz следует иметь ввиду, что параметр Ra даёт более полную оценку шероховатости, т.к. для его определения измеряют и суммируют расстояния большого числа точек действительного профиля до его средней линии, тогда как при определении параметра Rz измеряют только расстояния между пятью вершинами и пятью впадинами шероховатостей.
Для неответственных поверхностей шероховатость определяется требованиями технической эстетики, коррозионной стойкости и технологией изготовления.
Требование к шероховатости поверхности устанавливают путём указания параметра шероховатости, его числового значения (наибольшего, наименьшего, номинального и диапазона значений), а также базовой длины, на которой необходимо определить параметры шероховатости. В общем случае значение l выбирают по допускаемым значениям параметров Ra, Rz и Rmax, приведённых в ГОСТе.
При указании номинальных значений параметров следует устанавливать допускаемые отклонения средних значений параметров шероховатости в процентах от их номинальных значений: 10, 20 или 40%. Отклонения могут быть односторонними и симметричными. Требования к шероховатости с указанием номинальных значений параметров рекомендуется устанавливать только для ответственных деталей. Если требования к шероховатости поверхности не установлены, то поверхность контролю не подлежит.
3.6. Волнистость поверхностей деталей.
Под волнистостью поверхности понимают совокупность периодически повторяющихся неровностей, у которых расстояния между смежными возвышенностями или впадинами превышают базовую длину l. Волнистость занимает промежуточное положение между отклонениями формы и шероховатостью поверхности. Условно границу между различными порядками отклонений поверхности можно установить по значению отношения шага Sw к высоте неровностей Wz. При (Sw/Wz)<40 отклонения относят к шероховатости поверхности, при 1000³(Sw/Wz)³40 – к волнистости, при Sw/Wz>1000 – к отклонениям формы.
Форма волны зависит от причин, которые вызывают волнистость поверхности. Чаще волнистость имеет синусоидальный характер, что является следствием колебаний в системе станок – приспособление - инструмент – деталь, возникающих из-за неравномерности сил резания, наличия неуравновешенных масс, погрешностей привода и т.д.
4. Сертификации продукции
4.1. Общие положения
По определению Европейской экономической комиссии (ЕСК) ООН и Международной организации по стандартизации (ИСО) сертификация – это действие, проводимое с целью подтверждения соответствия изделия или процесса определенным стандартам или техническим условиям. Сертификация – это гарантия потребителю того, что продукция соответствует стандарту или определенным требованиям качества.
Сертификация осуществляется в целях:
- созданий условий для деятельности предприятий, учреждений на едином товарном рынке РФ, а также для участия в международном экономическом, научно-техническом сотрудничестве и международной торговле;
- содействия потребителям в компетентном выборе продукции;
- защиты потребителя от недобросовестности изготовителя;
- контроля безопасности продукции для окружающей среды, жизни, здоровья и имущества;
- подтверждения показателей качества продукции, заявленных изготовителем.
Сертификация может иметь обязательный и добровольный характер.
Добровольная сертификация проводится по инициативе самого предприятия-изготовителя, стремящегося повысить конкурентоспособность своей продукции, или по требованию продавца, а также потребителя.
Обязательная сертификация является инспектирующие государства и проводится для обеспечения безопасности и экологичности продукции. Товары, работы, услуги, на которые в законодательных актах или стандартах установлены требования, направленные на обеспечение безопасности жизни, здоровья потребителей и охраны окружающей среды, предотвращение причинения вреда имуществу потребителей и средства, обеспечивающие безопасность жизни и здоровья потребителей, подлежат обязательной сертификации.
Обязательная сертификация продукции является важной формой государственной оценки качества, осуществляемой во имя обеспечения социальной защиты населения.
Без сертификата невозможно проникновение отечественной продукции на мировой рынок. При его отсутствии потери при продаже составляют до 25% объема продаж.
Существуют 2 формы сертификации – самосертификации (по ИСО – «заявление о соответствии») и сертификация соответствия.
Самосертификация заключается в том, что изготовитель сам, без участия сторонних организаций, гарантирует потребителю соответствия качества выпускаемой продукции его требованиям и заявляет об этом специальным документом или знаком сертификации. Самосертификацию могут позволить изготовители, прочно утвердившиеся на рынке сбыте и утвержденные в доверии потребителя.
Сертификация соответствия – старейшей формой ее является испытание образцов изделий из драгоценных металлов и сплавов с целью удостоверия их стандартного состава. Здесь третьей стороной является система органов, формально не относящихся ни к изготовителю, ни к потребителю продукции. В эту систему органов входят официальные центры (лаборатории) по испытаниям, инспектирующие органы и национальные организации, по стандартизации. Для продукции, реализуемой в России, такой стороной является Госстандарт-национальный орган по сертификации. Обязательной составной частью сертификата соответствия является сертификат пожарной безопасности. Любая система сертификации базируется на стандартах. Подтверждение, что продукция соответствует требованиям стандартов, осуществляется по средствам специального документа-сертификата.
4.2. Система сертификации
Система сертификации создается государственными органами управления, предприятиями, учреждениями, организациями и представляет собой совокупность участников сертификации, осуществляющих сертификацию по правилам, установленным в этой системе в соответствии с Законом о сертификации. В систему сертификации могут входит предприятия, учреждения и организации независимо от форм собственности, а также собственные объединения.
Система может создаваться только юридическими лицами. Закон предусматривает две составляющие системы сертификации: совокупность участников сертификации и правила сертификации. К участникам сертификации относят: государственные органы, организации, являющиеся создателями системы сертификации, испытательные лаборатории, центральные органы систем сертификации, изготовители продукции. Документ, выданный для подтверждения соответствия продукции установленным требованиям, называют сертификатом соответствия.
Система сертификации создается для определенного вида однородной продукции, включающего большие группы товаров, имеющих единое функциональное назначение, принципы работы, методы контроля и испытаний. Конкретный перечень товаров определяется документами системы, указываются также соответствующие государственные стандарты и приравненные к ним документы.
4.3 Схемы сертификации
Схема сертификации – состав и последовательность действий третьей стороны при проведении сертификации соответствия. Существует 8 схем сертификации; наиболее распространены 3-я и 5-я схема.
1-я схема основывается только на проведении испытаний образцов продукции в испытательном центре.
2-я и 4-я схема предусматривают типовые испытания в испытательном центре, но дополнительно-последующий контроль качества продукции в торговле (2-я схема), у изготовителя и в торговле (4-я схема).
3-я схема предусматривает: типовое испытание образцов продукции в испытательных центрах; периодические испытания образцов взятых у изготовителя перед отправкой в торговую сеть.
5-я схема предусматривает: типовое испытание образцов в испытательном центре; периодические контрольные испытания образцов, взятых как на предприятии-изготовителе, так и на торговом предприятии сертификацию производства или сертификацию системы качества изготовителя; контроль стабильности условий производства и функционирования системы качества.
На первой ступени развития сертификации в стране будет использоваться более простая схема – 3-я. На второй – 5-я, более сложная и дорогостоящая.
6-я схема основывается только на оценке системы обеспечения качества продукции на предприятиях.
7-я схема предусматривает испытания выборок из каждой изготовленной партии продукции; решение об отгрузке партии принимается по результатам испытаний выборки с принятием статистического контроля качества.
8-я схема основывается на проведении испытаний каждого изготовленного единичного изделия с целью определения соответствия его требованиям стандартов. Применят при предъявлении особо жестких требований к качеству продукции или когда использование продукции, не соответствующей требованиям стандартов, может нести значительный ущерб потребителям.
4.4. Проведение сертификации
4.4.1. Получение изготовителем продукции сертификата соответствия.
Изготовитель продукции (заявитель) для получения сертификата соответствия направляет в орган по сертификации заявку на ее проведение. Орган сообщает заявителю свое решение о проведении испытаний в аккредитованной испытательной лаборатории образцов продукции, о проверке производстве, и устанавливает сроки. При положительных результатах испытаний продукции аккредитованная испытательная лаборатория оформляет сертификат и по получению регистрационного номера в Госстандарте России выдан его предприятию.
Получение изготовителем сертификата на продукцию дает ему право маркировать эту продукцию знаком соответствия.
Сертификат соответствия – документ, выданный по правилам системы сертификаций для подтверждения соответствия сертифицированной продукции установленным требованиям.
Обязательной составной частью сертификата соответствия является сертификат пожарной безопасности.
Знак соответствия – зарегистрированный в установленном порядке знак, которым по правилам, установленным в данной системе сертификации, подтверждается соответствие маркированной им продукции установленным требованиям.

