 2015-05-30
2015-05-30 2441
2441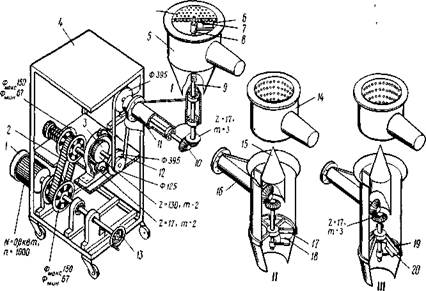
Рисунок 36 Универсальная режущая машина Е8-ЛПС:
I - головка для резки по диску матрицы фигурных и мелких макаронных изделий; II - головка для резки вермишели и лапши в подвесном состоянии: III -головка для резки вермишели, лапши и "перьев" в подвесном состоянии; 1 -электродвигатель, 2 - вариатор, 3 - цилиндрическая зубчатая передача; 4 -корпус; 5, 14 - обдувочные кольца; 6 - нож, 7- винт; 8, 11, 16 - кронштейны, 9 - карданная передача; 10 - редуктор; 12 - клиноременная передача; 13 -штурвал; 15 ~ конус; 16 - кронштейн; 17, 19 - противорежущие грани; 18, 20 -ножи
Предназначена для резки всех видов коротких макаронных изделий, как по диску матрицы, так и в подвесном состоянии. Машина состоит из передвижного корпуса 4 и трех сменных режущих головок: головки I для резки по диску матрицы фигурных и мелких макаронных изделий, головки II для резки вермишели и лапши в подвесном состоянии, головки III для резки "перьев" в подвесном состоянии. Все головки крепятся к передвижному корпусу 4 с помощью кронштейнов 11 и 16, установленных на соответствующих головках. Сверху к установке крепится обдувочное кольцо 5 или 14 с патрубками для подачи воздуха, обдувающего пряди макаронных изделий после их выхода из матрицы.
Внутри передвижного корпуса расположен приводной механизм, включающий электродвигатель 1 с вариатором 2 скоростей, одноступенчатую цилиндрическую 3 и клиноременную 12 передачи. Изменение частоты вращения выходного вала привода осуществляется с помощью вариатора скорости, штурвал 13 которого выведен за пределы корпуса.
При установке по диску матрицы режущая головка верхней частью ввертывается при помощи винта 7 (резьба левая) в центр матрицы так, чтобы консольно закрепленный с помощью кронштейна 8 нож 6 свободно скользил по нижней плоскости матрицы. Частота вращения ножа регулируется в пределах 18-675 об/мин. При необходимости в головке можно дополнительно устанавливать до четырех ножей. Нижняя часть головки при помощи карданной передачи 9 и конического редуктора 10 соединяется с приводным механизмом.
Для замены головки для резки вермишели и лапши в подвесном состоянии предыдущую режущую головку вместе с карданным валом отделяют от выходного вала кронштейна. На верхнем конце кронштейна устанавливают разделительный конус 15, а к нижней части кронштейна с помощью болтов прикрепляют головку для резки вермишели и лапши. На вертикальном валу головки консольно установлен кронштейн с одним ножом 18, который при вращении скользит по кромкам противорежущих граней 17, срезая при этом пучки вермишели и лапши определенной длины. Пряди отформованных макаронных изделий после формования обдуваются воздушным потоком, распределяемым с помощью обдувочного кольца 14, который устанавливается вместо предыдущего.
Для резки макаронных изделий типа "перья" головку ставят в соответствующую сменную решетку. На вертикальном валу, который также установлен консольно, закреплен кронштейн с одним ножом 20, скользящим по нижним кромкам противорежущих граней 19 и срезающим пучки прядей трубок определенной длины. Срез концов трубок при этом получается косой. Изделия подаются на ленту конвейера, установленного под головкой, и поступают на сушку.
5.6 ШТАМПУЮЩАЯ МАШИНА ФИРМЫ “БРАЙБАНТИ”
Штампмашина фирмы «Брайбанти» (рисунок 37) предназначена для изготовления из тестовой ленты штампованных изделий.
Технологическими узлами машины являются: рольганг 1, калибрующие валки 2, подающий барабан 6, штампующий механизм 8, укомплектованный штампами трех видов, механизм 9 резки перфорированной тестовой ленты, транспортер обрезков 10, пневмотранспортер 13 с измельчителем обрезков 12. Технологические узлы и привод машины смонтированы на станине 17. Станина имеет левую и правую боковины, соединенные стяжками. Она может перемещаться по полу при помощи тележки, на которой установлена. Тележка имеет две оси, каждая с парой колес 14. При помощи маховика 15 машину можно опустить так, что она будет опираться на пол опорными поверхностями боковин станины.
Перфори-робанная лента теста
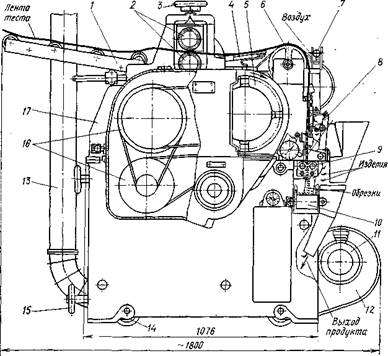
Рисунок 37 Штампующая машина
Привод штампмашины осуществляется от электродвигателя через два клиноременных вариатора, ременные, зубчатые и цепные передачи. Вариаторы и ременные передачи расположены с левой стороны машины. Ременные передачи 16 приводят во вращение промежуточный вал, кулачковый вал 5 и масляный насос. Зубчатые и цепные передачи расположены с правой стороны машины и приводят в действие калибрующие валки, механизм резки, транспортер обрезков и измельчитель пневмотранспортера.
Рольганг подает тестовую ленту на калибрующие валки, которые раскатывают ее до необходимой толщины. Регулировка зазора между валками производится механизмом 3 перемещения верхнего валка. Устройство для калибровки тестовой ленты состоит из пары валков, стола 4 и скребков для снятия с валков налипшего теста.
С валков тестовая лента попадает на стол, а затем на подающий барабан. После барабана лента принимает вертикальное положение, обдувается воздухом, выходящим через щель трубы 7, и направляется в штампующий механизм.
Барабан находится выше штампующего механизма за калибрующими валками. Он получает вращение от кривошипа кулачкового вала. Угол поворота барабана регулируют перестановкой пальца тяги в нужное отверстие обгонной муфты. Барабан может совершать от 55 до 470 ходов в минуту, имея при этом окружную скорость соответственно от 1,6 до 33,2 об/мин.
Частота вращения кулачкового вала согласуется со скоростью подачи тестовой ленты калибрующими валками и подающим барабаном.
Штампы производят вырубание заготовок из тестовой ленты и формование изделий из них. Каждый штамп обеспечивает изготовление изделий одного вида. Штамп состоит из матрицы, верхних и нижних вертикальных пуансонов, вырубных пуансонов и направляющей тестовой ленты. Плита с закрепленной на ней матрицей и вертикальными пуансонами устанавливается впереди машины.
Механизм резки расположен под штампующим механизмом и предназначен для резки тестовой ленты после вырубания из нее заготовок для формования изделий — перфорированной тестовой ленты. Он состоит из двух гребенчатых валов и гребенок для удаления налипшего на поверхность валов теста.
Транспортер обрезков находится под механизмом резки. На ведущий и ведомый барабаны транспортера, находящиеся между двумя боковиками штампмашины, надета бесконечная лента. Ведущий барабан вращается от зубчатой шестерни через прямозубую и винтовую зубчатые передачи. Транспортер подает резаные отходы тестовой ленты в измельчитель, расположенный сбоку машины, откуда измельченные отходы пневмотранспортером подаются в циклон, расположенный над корытами пресса. Масса измельченных отходов составляет около половины массы тестовой ленты, выходящей из матрицы.
Измельчитель снабжен крыльчаткой, заключенной в корпусе. Обрезки подаются в измельчитель через воронку. Внизу корпуса предусмотрено отверстие, через которое измельченные обрезки поступают в трубопровод пневмотранспортера.
Пневмотранспортер оборудован центробежным вентилятором с приводом от индивидуального электродвигателя 11.
Отформованные изделия из штампа попадают в течку, а затем на ленточный транспортер, который подает их на сушку.
5.7 ОБОРУДОВАНИЕ ДЛЯ РАСКЛАДКИ КОРОТКИХ МАКАРОННЫХ ИЗДЕЛИЙ
В настоящее время сушка коротко резаных изделий в подавляющем большинстве производится в конвейерных сушилках, ширина лент транспортеров которых составляет 2 м. Раскладчики (раструсчики) той или иной конструкции предназначены для равномерного распределения сырых нарезанных коротких изделий на ленту транспортера сушилки толщиной 2 – 5 см., которые подаются от прессовой головки пресса к верхней ленте сушилки потоком шириной 300—400 мм.
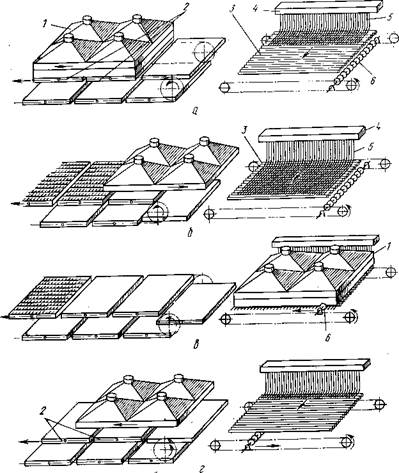
На рисунке 38 представлены схемы нескольких раскладчиков короткорезаных изделий, применяемых на макаронных предприятиях.
Наиболее простой раскладчик (рисунок 38, а) состоит из ленточного транспортера 2, подающего сырые изделия от пресса и находящегося над верхним транспортером 1 сушилки, и заслонки 3, устанавливаемой по диагонали поперек ленты этого транспортера. Сырые изделия, натыкаясь на заслонку, с подающего транспортера переходят на ленту верхнего транспортера сушилки, распределяясь равномерным слоем по всей ширине этой ленты. Во избежание провисания верхней ленты подающего транспортера и проскакивания изделий под заслонкой лента скользит по деревянной плите, установленной перпендикулярно заслонке.
Если пресс и сушилка находятся на разных этажах либо на одном этаже, но при наличии достаточного места над сушилкой, часто используют раскладчик, схема которого представлена на рисунке 38, б.
Сырые короткорезаные изделия подаются в загрузочную воронку 7, откуда по трубе 5, совершающей качательные движения с амплитудой около 2 м, распределяются по поверхности транспортера 9 сушилки. Качание трубы осуществляется коромыслом 1, которое связано с кулачковым колесом 3 тягой 2. Последнее приводится во вращение от электродвигателя 5 через клиноременную передачу 6 и червячную пару 4.
Одна из возможных конструкций раскладчика, не требующего большого места над сушилкой, показана на рисунке 38, в.
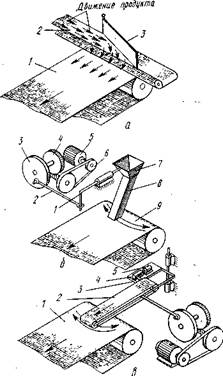
Рисунок 38 Раскладчики короткорезаных изделий:
а — с перегородкой; б — с качающейся трубой; в — с качающимся транспортером
Транспортер подачи сырых изделий 2 на верхнюю ленту 1 сушилки совершает качательные движения с амплитудой около 2 м при помощи кулачкового механизма, привод которого может быть аналогичен приводу предыдущего раскладчика. Движение подающего транспортера осуществляется от индивидуального электродвигателя 5 через редуктор 4, смонтированных на основании 3.
Маятниковый раскладчик (рисунок 39) представляет собой приемную воронку с трубой 2, укрепленной на осях в подшипниковых узлах. Качание раскладчика относительно горизонтальной оси осуществляется от электродвигателя, клиноременной передачи через червячный редуктор 5 и кривошипно-шатунный механизм 4. Рычаг 3 привода имеет прорези. Изменяя плечо рычага, можно регулировать амплитуду качания раскладчика. Частоту качания подбирают с помощью сменных шкивов. Привод и раскладчик устанавливают на сварной раме 1над верхней лентой сушилки.
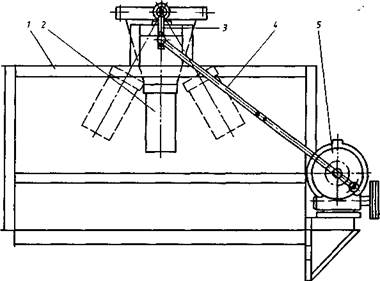
Рисунок 39 Маятниковый раскладчик
Маятниковый раскладчик применяется при вертикальных схемах расположения технологического оборудования.
Ленточный раскладчик в линии фирмы “Брайбанти” (рисунок 40) устанавливается над верхней лентой конвейерной сушилки и служит для равномерного распределения изделий, поступающих из воронки 6, по всей ширине ленты.
Ленточный конвейер 8 имеет приводной 10 и натяжной 14 валы. Натяжение ленты осуществляется с помощью винтового устройства 9. Привод конвейера обеспечивает одновременно движение ленты со скоростью 0,6 м/с и ее качательное движение с угловым перемещением 50...60° в горизонтальной плоскости. Вращение приводного барабана конвейера осуществляется от электродвигателя через клиноременную передачу 11на вал 10. С противоположного конца вала приводного барабана через цепную передачу с натяжным устройством 5 и конический редуктор вращение передается на вертикальный вал 7. От него с помощью двух последовательно установленных цепных передач с натяжным устройством 4и водила 1 движение передается кронштейну. Возвратно-поступательное движение водила осуществляется с помощью цепи, на одном из звеньев которой закреплен ролик 2, перемещающийся по направляющей 3. Жесткое крепление кронштейна водила к раме 12конвейера обеспечивает его качание в горизонтальной плоскости.
Амплитуду качания конвейера можно изменить путем перестановки сменной звездочки (z = 25).
Конструкция раскладчика позволяет регулировать ширину распределения продукта на ленте 13сушилки путем совместного перемещения оси 00; приближение к ней увеличивает сектор распределения поступающего на ленту продукта, а удаление — уменьшает.
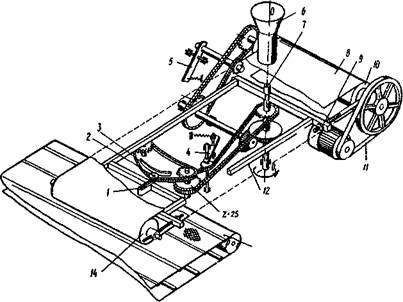
Рисунок 40 Ленточный раскладчик в линии фирмы “Брайбанти”
5.8 ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ И РАСКЛАДКИ ДЛИННЫХ МАКАРОННЫХ ИЗДЕЛИЙ
Оборудование для резки и раскладки длинных макаронных изделий по своему назначению можно разделить на три типа: к первому относятся установки для резки и раскладки макарон в лотковых кассетах; ко второму - установка, обеспечивающая резку и развешивание длинных макаронных изделий на бастуны; к третьему — установка для резки макарон на роликовом конвейере и раскладки их на рамки.
Оборудование первого типа применяется для резки и раскладки длинных макарон различного диаметра. Это механизированные установки ЛРРМ конструкции ЦНИЛМАП, Е8-ЛУМ Ростовского-на-Дону машиностроительного завода и др.
На некоторых предприятиях эксплуатируется большое количество устройств для ручной резки и раскладки макарон в лотковые кассеты, получивших название "катающиеся" или "маятниковые" столы.
Установки второго типа "двойной саморазвес" для резки и развешивания длинных макаронных изделий на бастуны работают в составе автоматизированных линий Б6-ЛМВ и Б6-ЛМГ. Бастун представляет собой полую алюминевую трубку длиной 2000 мм, сплющенную с боков для придания необходимой жесткости. В торцах трубки закреплены цапфы, с помощью которых бастун опирается на цепи конвейеров.
Установки третьего типа "расстилочная машина" для резки на роликовом транспортере и перекладки нарезанных макарон на сушильные рамки работают в автоматизированной линии фирмы "Бассано".
Вне классификации стоит машина для съема и резки высушенных макарон, которая работает в автоматизированных линиях Б7-ЛМГ и Б6-ЛМВ.
Машина для резания и раскладки макарон в лотковые кассеты ЛРМ предназначена для резки отформованных макарон на два пучка длиной по 245 мм и механической укладки их в одну или две одинарные лотковые кассеты 3 шириной 365 мм (рисунок 41). Устанавливаются между опорами пресса с круглой матрицей. Машина работает как в ручном, так и в автоматическом режиме и состоит из следующих основных узлов: маятникового стола 7 с приводом 9, передвижного лотка 8 с приводом 6, механизма резки 5, шторки-отсекателя 4, ленточного конвейера 2, измельчителя обрезков 1.
Маятниковый стол 7 предназначен для перевода пряди макарон, выходящей из матрицы пресса, из вертикального положения в горизонтальное и подачи ее под механизм резки. Он установлен на двух опорах скольжения и поворачивается на 90° в вертикальной плоскости. Механизм поворота состоит из опоры, перемещающейся в горизонтальных направляющих винтовой пары, клиноременной передачи и электродвигателя. Фиксирование стола в горизонтальном и вертикальном положениях осуществляется с помощью двух конечных выключателей.
123
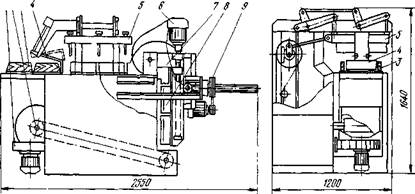
Рисунок 41 Машина ЛРРМ
Передвижной лоток 8 представляет собой двойную сушильную кассету, изготовленную из нержавеющей стали толщиной 4 мм, с вырезами в бортах для прохода ножей. Дно лотка покрыто листом фанеры толщиной 8...10 мм. Лоток жестко крепится на раме, в нижней части которой установлена гайка.
Над передвижным лотком 8 находится механизм резки 5, который представляет собой раму с тремя параллельно закрепленными пластинчатыми ножами. Узел ножевой рамы имеет устройство для фиксации положения макарон в кассетах, что обеспечивает качественный срез изделий. Ленточный конвейер 2 обрезков макарон приводится в движение от привода ножевой рамы.
Машина работает циклично. В исходном положении маятниковый стол 7 с установленным на нем передвижным лотком 8 находится в вертикальном положении. Как только прядь отформованных макарон достигнет необходимой длины, реле времени включает механизм подъема маятникового стола, он поворачивается вместе с прядью и занимает горизонтальное положение. В этот момент ножевая рама опускается, разрезает прядь макарон на две части и вновь поднимается. Затем лоток вместе с отрезанной прядью движется вперед и останавливается над пустыми кассетами 3. Шторка-отсекатель 4 опускается вниз и преграждает обратный ход макаронам, лоток возвращается в исходное положение, а макароны остаются в сушильных кассетах. Затем маятниковый стол возвращается в исходное положение. Цикл работы машины в зависимости от скорости формования изделий длится 28...30 с.
Когда маятниковый стол примет исходное положение, кассеты с макаронами устанавливают на конвейер, который подает их в сушилку. Пустые кассеты вновь поступают под загрузку. При этом можно размещать две одинарные или одну двойную сушильные кассеты. Обрезки макарон ленточным конвейером направляются в измельчитель, из которого пневмотранспортом подаются в тестосмеситель пресса.
Машина Е8-ЛУМ (рисунок 42) предназначена для приема и резки пряди макарон, отформованных через круглые матрицы пресса ЛПЛ-2М, и укладки отрезанной пряди длиной 250 мм в металлические кассеты шириной 364 мм. Состоит из следующих основных узлов: магазина 1кассет, распределительного блока с ножами 2, лотка 3для удаления обрезков, вибрационного лотка 4, цепного конвейера 5 и системы 6 электрооборудования.
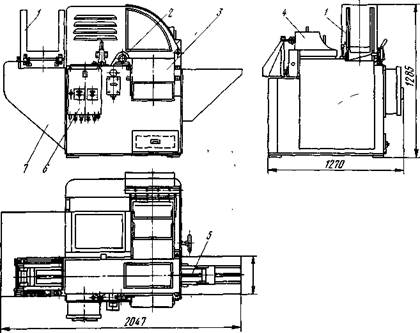
Рисунок 42 Машина Е8-ЛУМ
В магазин кассет входит семь металлических кассет. Магазин представляет собой сборно-сварную конструкцию, состоящую из торцовой и боковых стенок, соединенных винтами. Во всех стенках имеются вырезы для удобства загрузки кассет. В нижней части магазина размещены захваты и рычаги, подающие кассеты на цепной конвейер. Он периодически подает кассеты к распределительному блоку. Цепь привода конвейера имеет 110 звеньев и один блок роликов. Блок-распределитель передает движение цепному конвейеру, системе захватов и рычагов для подачи кассет. Через крестовину и пару зубчатых колес двумя блоками роликов, расположенных на приводной цепи через 16 звеньев (всего в цепи 64 звена), периодически осуществляется поворот двух пластинчатых ножей серповидной формы.
Вибрационный лоток служит для сообщения направленного движения пряди макарон в кассету. В его нижней части имеется поддон, к стенке которого крепится штанга шатуна, связанного с эксцентриком, создающим возвратно-поступательное движение вибролотка. Продвижение пряди макарон из вибролотка в кассету осуществляется при помощи шибера, также совершающего возвратно-поступательное движение.
Взаимодействие узлов согласно кинематической схеме, представленной на рисунке 43, осуществляется в такой последовательности.
От электродвигателя главного привода 20 через вариатор 16 и зубчатую передачу вращение передается ведущему зубчатому колесу 19 распределительного блока. От него через цепную передачу и предохранительную муфту 17 зубчатое колесо 18 цепной передачей приводит в действие распределительный механизм. На цепной передаче 15 закреплено два узла роликов 13, которые воздействуют на крест 3 в распределительном механизме. От него приводятся в движение следующие узлы. Через кулачок 12 движение передается двуплечему рычагу 8, от него - на рычажную систему захватов магазина, которая захватывает по одной кассете для подачи ее на цепной конвейер 9. Через коническую зубчатую передачу 14 и карданный вал приводятся в движение два параллельно действующих секторных зубчатых колеса 2, которые с помощью реек 1 сообщают поступательное движение шиберу, обеспечивающему укладку пряди макарон в кассету 7. Обратное движение шибера производится под действием пружины. От звездочки цепью, несущей блок роликов 11, периодическое движение через цевочное зацепление 10 передается валу привода цепного конвейера.
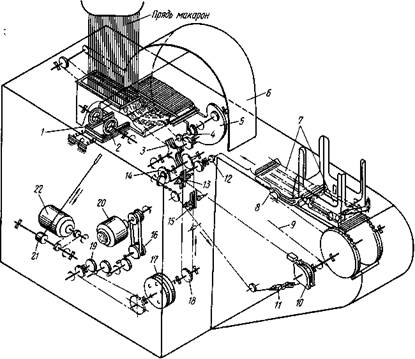
Рисунок 43 Кинематическая схема машины Е8-ЛУМ:
1 – рейка; 2 - зубчатое колесо; 3 - мальтийский крест; 4, 5 - ножи; 6 - ограждение; 7 - кассеты; 8 - двухплечий рычаг; 9 - цепной конвейер; 10 - цевочное зацепление; 11 - блок роликов; 12 - кулачок; 13 - ролик; 14 - зубчатая передача; 15 - цепная передача; 16 – вариатор; 17 - муфта; 18, 19 - зубчатые колеса; 20 - привод; 21 – вал; 22 – электродвигатель
Ролики цепи, входящие в зацепление с крестом 3, через систему зубчатых передач приводят в движение ножи 4 и 5, из которых один обрезает выступающие концы, а второй отделяет изделия, уложенные на кассету, от общей пряди. От второго электродвигателя 22 через клиноременную передачу вращение передается эксцентриковому валу 21, который с помощью шатуна сообщает возвратно-поступательное движение вибрационному лотку с частотой 1125 двойных ходов в минуту. Продолжительность одного цикла работы машины 20 - 25 с.
Катущий стол (рисунок 44). Устанавливается под матрицей между опорами пресса Ш1Л-2М. Представляет собой сварную раму 1 с двумя направляющими и установленной на них кареткой 3, На концах каретки в горизонтальных осях закреплены два цилиндра 2 диаметром по 300 мм с торцовыми дисками диаметром 500 мм. На каретке в специальные ячейки устанавливают в ряд лотковые кассеты 4 (шесть одинарных шириной по 225 мм или три двойных).
Стол 6 располагается между опорами пресса так, чтобы при движении по направляющим каретка накатывалась на отформованную и вертикально свисающую прядь 5 макаронных изделий. При этом прядь подхватывается свободно вращающимся в осях цилиндром, принимает необходимую форму и равномерно распределяется по длине каретки в кассетах. Вращающийся цилиндр обеспечивает плавное накатывание пряди и исключает ее обрыв. Затем прядь отрезают по ребру первой кассеты (ближайшей к матрице) от основного потока и каретку направляют в противоположную сторону. Пряди макарон, находящиеся в кассетах, разрезают по ширине на шесть отрезков длиной 225 мм. Заполненные изделиями кассеты устанавливают на вагонетки или тележки для транспортировки в сушильное отделение, а на их место ставят пустые кассеты. За это время (40—60 с) отформованная прядь вновь достигнет необходимой длины, и цикл повторяется.
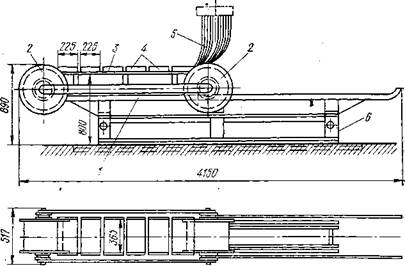
Рисунок 44 Катучий стол
Расстилочная машина «Бассано». Двойная расстилочная машина «Стендике», входящая в состав линии французской фирмы «Бассано», предназначена для приемки выпрессовываемой пряди сырых изделий, разрезания ее на 10 частей и перекладывания на сушильные рамки.
Основными узлами машины (рисунок 45) являются: рольганг 3, механизм 6 для разрезания пряди макаронных изделий и пневматический перекладчик 1 изделий на сушильные рамки 2.
Рольганг состоит из 66 алюминиевых роликов диаметром 38 мм, установленных через шаг 45 мм.
Механизм для разрезания пряди имеет 11 дисковых ножей диаметром 215 мм, смонтированных через шаг 270 мм на общем подвижном валу, который совершает возвратно-поступательное движение под рольгангом. При этом дисковые ножи проходят между роликами рольганга и совершают поступательное движение с одновременным вращением относительно своей оси.
В конце рольганга установлен измельчитель сырых обрезков, появляющихся в результате неравномерной скорости вы-прессовывания изделий. Измельченные обрезки подаются в вентилятор, где дробятся на более мелкие куски, а затем по трубопроводу поступают в тестосмеситель пресса, под которым установлена расстилочная машина.
Пневматический перекладчик изделий состоит из двух коробов— верхнего и нижнего. В верхней части перекладчика установлены четыре осевых вентилятора, которые предназначены для создания разрежения в коробах перекладчика. На дне перекладчика параллельно роликам рольганга закреплены 10 перфорированных стальных лент шириной 266 мм, длиной 3200 мм с пазами между ними в 4 мм, в которые при движении входят дисковые ножи. Пневматический перекладчик совершает возвратно-поступательные движения по направляющим, при этом нижний короб дополнительно совершает подъем и опускание. Привод перекладчика выполнен вместе с механизмом торможения, что позволяет постепенно снижать скорость движения перекладчика перед остановкой.
Работа расстилочной машины осуществляется в такой последовательности. Прядь сырых изделий 5 (рисунок 45, а), выходящая из матрицы 4, направляется на рольганг 3, который перемещает ее по верхней касательной алюминиевых роликов к противоположному концу рольганга (рисунок 45, б). По достижении прядью конца рольганга пневмоперекладчик 1 подходит и устанавливается над рольгангом (рисунок 45, в); нижний короб его опускается на прядь.
Риссунок 45 Схема работы двойной расстилочной машины фирмы «Бассано»: а, б, в, г — фазы положения рабочих органов
Как только дно короба коснется пряди, приводится в действие механизм резки 6: дисковые ножи проходят поперек пряди и разрезают ее на десять частей по 270 мм. Одновременно с окончанием резки закрываются шиберы пневмоперекладчика и изделия плотно присасываются к его дну. Затем над рольгангом поднимается нижний короб пневмоперекладчика и начинает быстрое движение в сторону двух рамок 2(рисунок 45, г), которые подаются под загрузку цепным транспортером предварительной сушилки, и догоняет их.
После того как перекладчик догонит рамки (см. рисунок 45, а ), включается механизм торможения, перекладчик продолжает синхронно двигаться, но уже с рамками. В момент перекладки изделий перекладчик заходит с малой скоростью над рамками и, продолжая синхронное движение на данном отрезке пути, опускает нижний короб. Открываются шиберы, и изделия остаются на рамках, которые продолжают двигаться в сушилку. Перекладчик останавливается, нижний короб его поднимается вверх, а перекладчик вновь возвращается к рольгангу (рисунок 45, 6).
Цикл работы расстилочной машины регулируется в пределах 20…40 с в зависимости от скорости формования изделий.
Двойной саморазвес предназначен для развешивания одновременно на два бастуна макаронных прядей, выпрессованных из тубусных матриц пресса; отсечения прядей от основного потока и подравнивания их концов; передачу бастунов с сырыми изделиями в предварительную сушилку. Устройство саморазвеса обеспечивает возвращение обрезков сырых изделий в тестосмеситель для вторичной переработки.
В корпусе саморазвеса (рисунок 46) размещены три цепных конвейера (вертикальный 1, основной 4 и горизонтальный 9), три пары ножей (отрезных 7, подрезных 2 и подравнивающих 10), два шнека 11, обдувочное устройство 8 и пневмотранспортер сырых обрезков.
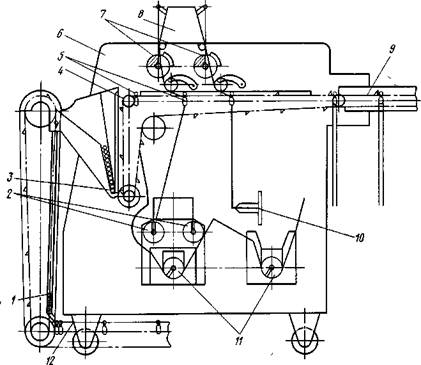
Рисунок 46 Двойной саморазвес: 1, 4, 9 - цепные конвейеры; 2, 7, 10 - ножи; 3 - накопитель; 5 - бастуны; 6 -боковины корпуса; 8 - обдувочное устройство; 11 - шнеки; 12 - конвейер возврата
Корпус саморазвеса выполнен из двух металлических боковин, установленных вертикально и соединенных стяжками, валами цепных конвейеров и корпусами шнеков. Каждый конвейер состоит из двух цепных контуров, симметрично расположенных на правой и левой боковинах 6корпуса. На цепях конвейера закреплены с определенным шагом захваты, перемещающие бастуны 5.
Вертикальный конвейер служит для захвата и подъема бастунов с конвейера возврата 12и передачи их в накопитель 3 саморазвеса. На этом пути бастуны подогреваются двумя специальными электронагревателями для исключения прилипания к ним сырых макаронных изделий.
Основной конвейер имеет две ветви - вертикальную и горизонтальную — и предназначен для захвата из накопителя по одному бастуну и передачи его на исходную позицию, где осуществляется навешивание макаронных прядей одновременно на два бастуна.
Горизонтальный конвейер служит для передачи бастунов с изделиями с горизонтальной ветви основного конвейера в предварительную сушилку.
Два отрезных ножа предназначены для отсечения пряди изделий от общего потока; выполнены в виде стальных пластин, закрепленных с двух сторон на вращающихся дисках. Неподвижный нож, выполняющий функцию противорежущей грани, закреплен на траверсе, которая установлена между двумя боковинами под обдувочным устройством.
Два винтовых ножа подрезают пряди, свисающие с двух бастунов. На выходе из саморазвеса установлены подравнивающие ножи, выполненные в форме зубчатых пластин и совершающие возвратно-поступательное движение. Установка подравнивающих ножей регулируется по высоте, что дает возможность изменять длину изделий на бастунах от 500 до 570 мм.
Под подрезными и подравнивающими ножами установлены шнеки. Диаметр их 108, шаг 70 мм. Шнеки предназначены для вывода обрезков сырых изделий в приемную воронку загрузочного устройства пневмотранспортера обрезков. Пневмотранспортер сырых обрезков состоит из центробежного вентилятора производительностью 750 м3/ч воздуха, воздуховода диаметром 100 мм и циклона-разгрузителя. Скорость воздуха в системе можно регулировать, изменяя положение регулирующего клапана.
Возвратно-поступательное движение подравнивающих ножей осуществляется от третьего электродвигателя через червячный редуктор с передаточным числом 15 и кулачковый механизм. Период движения подравнивающих ножей 0,66 с.
Вверху, на боковинах двойного саморазвеса, установлено обдувочное устройство 8, выполненное в виде пустотелой перфорированной трехгранной призмы, в двух боковых гранях которой расположены отверстия. В эти отверстия подается воздух от двух центробежных вентиляторов.
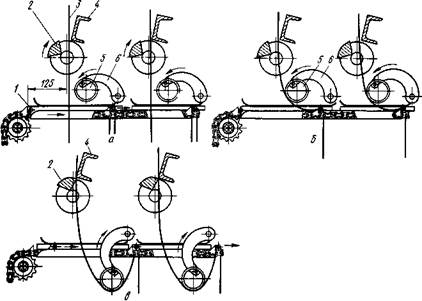
Рисунок 47 Схема работы двойного саморазвеса: а, б, в – фазы положения рабочих органов; 1 – бастун; 2 – ножи; 3 - макаронная прядь; 4 – противорежущие грани; 5 – цилиндры; 6 – рычаги
Макаронные пряди 3 (рисунок 47), отформованные из прямоугольных матриц пресса, поступают на обдуватель, который делит поток прядей пополам с шириной фронта развешивания на бастун 1800 мм, обдувает их воздухом и распределяет по длине бастунов. Пряди после обдувки опускаются отвесно, пересекая по горизонтали линию бастунов (рисунок 47, а). После того как изделия достигнут необходимой длины, т. е. опустятся ниже находящихся в покое бастунов 1, два пустотелых цилиндра 5, укрепленные на специальных рычагах 6, придут в движение и, описав дугу, оттянут верхнюю половину пряди на другую сторону бастунов (рисунок 47, 6). В это время отрезные ножи 2, совершив очередной оборот, прижимают прядь к противорежущей грани 4и отсекают ее от основного потока (рисунок 47, в). Отрезанные изделия падают и повисают на бастунах. Мальтийский крест входит в зацепление с нарезной частью шестерни, которая приводит во вращение приводную звездочку основного цепного конвейера. Он начинает движение, уносят загруженные бастуны и подавая на их место порожние. Бастуны с изделиями поступают в зону непрерывно вращающихся подрезных ножей, которые подрезают нижние концы изделий, проходят дальше и окончательно подравниваются до необходимой длины подравнивающими ножами. Далее бастуны с изделиями поступают на горизонтальный цепной конвейер, который передает их на нижний ярус предварительной сушилки. Обрезки изделий двумя шнеками выводятся в приемную воронку загрузочного устройства, откуда пневмотранспортом через циклон-разгрузитель подаются в тестосмеситель.
Продолжительность цикла работы саморазвеса равна времени между двумя последовательными включениями отрезных ножей и регулируется вариатором скоростей саморазвеса. Цикл работы саморазвеса устанавливают в зависимости от скорости прессования макаронных изделий. За время одного цикла цепные конвейеры делают два продвижения. Частота вращения подрезных ножей, шнеков и период движения подравнивающих ножей постоянны и не зависят от цикла работы саморазвеса.
Машина для съёма и резки изделий в линии Б6-ЛМГ (рисунок 48) состоит из следующих основных частей: двух цепных конвейеров перемещения бастунов, двух ленточных конвейеров 1 и 2 для перемещения продукта, привода 5, механизма 3 резки изделий и пневмотранспортера обрезков.
Станина 7 представляет собой две сварные боковины, связанные поперечинами 6. К боковинам прикреплены рамы, на которых смонтированы все основные сборочные части машины.
Цепные конвейеры бастунов имеют правую и левую ветви и синхронно перемещаются по направляющим станины. На цепных конвейерах (г = 19,05) закреплены захваты, перемещающие цапфы 4 бастунов. Правый конвейер дополнительно имеет ролик, который взаимодействует с конечным выключателем привода машины. Цепные конвейеры представляют собой комбинацию двухрядной цепи с однорядной. Собственно конвейерами являются внутренние замкнутые контуры цепей, Внешний контур цепи состоит из отдельных участков, которые через определенный интервал приводят в движение ленточные конвейеры и механизм резки, обеспечивая необходимую цикличность работы.
Ленточный двухручьевой конвейер выполняет две функции: подает изделия к механизму резки и транспортирует разрезанные изделия к приемному устройству фасовочного автомата. Движение ленточных конвейеров со скоростью 0,266 и 0,76 м/с осуществляется от общего привода машины.
1 2 3
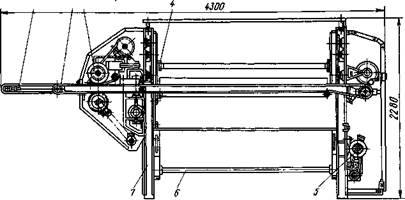
Рисунок 48 Машина для съема и резки изделий в линии Б6-ЛМГ
Привод машины (рисунок 49) осуществляется от электродвигателя 1 через клиноременную передачу 3, червячный редуктор 5, систему цепных контуров 8-12 и конических редукторов 6, На валу электродвигателя установлен двухступенчатый шкив 2 клиновой передачи, позволяющий изменять скорость работы основных узлов машины. На входном валу червячного редуктора имеется предохранительная муфта 4, предотвращающая поломку машины при случайных перегрузках.
Механизм резки состоит из верхних 18 и нижних 22 дисковых ножей, прижимных устройств, прижимающих изделия при резке к лентам конвейера 21, и механизмов 13 для ориентации изделий. Нижние ножи вращаются с частотой 27—47 об/мин от привода машины. Верхние ножи могут получать вращение с частотой 3480 об/мин от двух индивидуальных электродвигателей 15 через клиноременные передачи 17 при резке макарон
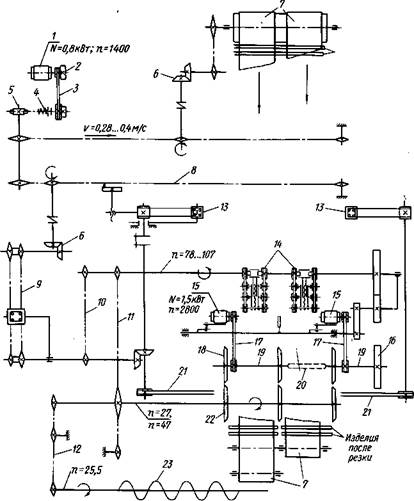
Рисунок 49 Кинематическая схема машины для съема и резки изделий в линии Б6-ЛМГ:
1, 15 - электродвигатели; 2—шкив; 3, 17 - клиноременная передача; 4'— муфта; 5 - редуктор червячный; 6 — редукторы; 7, 21 - конвейеры ленточные; 8-12 -цепные контуры; 13 — механизмы ориентации; 14 - механизм; 16 - шестерня; 18 — нож верхний; 19 — вал; 20 - валик; 22 - нож нижний; 23 - шнек
диаметром 3,5 мм и лашпи сечением 4х1 мм. При резке вермишели ремни со шкивов электродвигателей 15 и валов 19 ножей снимают, включают так называемый механизм гитары 14, который имеет промежуточную шестерню 16, и специальным валиком 20 соединяют два верхних ножевых вала 19, В этом случае вращение верхних ножей с частотой 25—36 об/мин осуществляется от привода машины. Диаметр нижних дисковых ножей 218 мм, верхних — 236 и 250 мм.
Под ножами в нижней части машины установлен сборный бункер, внутри которого находится шнек 25, подающий сухие обрезки макарон к приемному устройству пневмотранспортера обрезков всасывающего типа. Он предназначен для транспортировки сухих обрезков на переработку или упаковку и состоит из циклона, рукавного фильтра, вентилятора и редуктора с шлюзовым затвором. Максимальное расстояние транспортирования обрезков сухих изделий 30 м. Максимальная производительность пневмотранспортера по сухим обрезкам 70 кг/ч.
Цепные конвейеры 2 захватывают бастуны с изделиями от конвейера накопителя-стабилизатора и подают их на место разгрузки (рисунок 50, а). Для предупреждения скатывания бастунов по наклонным пазам по обеим сторонам боковин, закрывая пазы, устанавливают щетки. Опускаясь к плоскости стола, изделия, висящие на бастуне, упираются в специальный упор 4, а цепь, продолжая движение, выводит бастун 1 из пряди и подает его на механизм возврата под сушилку (рисунок 50, б).
Изделия, снятые с бастуна, ложатся поперек двух периодически и синхронно перемещающихся ленточных конвейеров 3, изготовленных из резиновой ленты, и подводятся к трем парам дисковых ножей. Крайние ножи отрезают концы и дужки изделий, а средние разрезают изделия на две равные части по 250 мм.
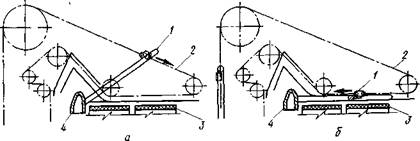
Рисунок 50 Схема работы машины для съема и резки изделий в линии Б6-ЛМГ:
а, б - фазы положения бастуна в машине; 1 - бастун; 2 - цепной конвейер; 3 -ленточный конвейер; 4 - упор
Для обеспечения точного направления подачи изделий к режущим ножам перед ними по обеим сторонам конвейеров установлены вращающиеся направляющие, вращение которых осуществляется от общего привода через конический редуктор. Прядь изделий проходит направляющие, точно ориентируется по расположению ножей и попадает под действие прижимного устройства, назначение которого — предотвратить выброс изделий с конвейера во время их резки на части. Нарезанные изделия поступают к приемному устройству фасовочного автомата. Сухие отходы поступают в приемное устройство пневмотранспортера, вместе с потоком воздуха попадают в циклон, где происходит улавливание мучели и мелких частиц обрезков. Воздух через рукава фильтра выходит в помещение. Периодически вручную производят встряхивание рукавов фильтра, мелкие частицы и мука выпадают в нижний коллектор фильтра, а из него — в мешок, закрепленный на патрубке коллектора.
5.9 ОСНОВЫ РАСЧЕТА ОБОРУДОВАНИЯ ДЛЯ РЕЗАНИЯ СЫРЫХ МАКАРОННЫХ ИЗДЕЛИЙ
При расчете машин для разделки сырых макаронных изделий при кассетном способе производства в качестве исходных данных можно использовать следующие величины: производительность пресса П или скорость прессования  , плотность теста
, плотность теста  , длину вырабатываемых изделий L, количество т одновременно подаваемых кассет и их размеры. Цикл работы разделочной машины состоит из следующих составляющих:
, длину вырабатываемых изделий L, количество т одновременно подаваемых кассет и их размеры. Цикл работы разделочной машины состоит из следующих составляющих:
 (5.1)
(5.1)
где  — продолжительность рабочего хода режущего органа, с;
— продолжительность рабочего хода режущего органа, с;  — продолжительность обратного хода, с;
— продолжительность обратного хода, с;  — продолжительность выстоя, с.
— продолжительность выстоя, с.
Величина определяется по циклограмме работы механизма укладки или маятникового стола. С целью упрощения кинематики привода механизмов резания и подачи соотношения между , , целесообразно принять = ; =0,5 . Тогда  .
.
Сдругой стороны, продолжительность цикла  зависит от скорости прессования
зависит от скорости прессования
 (5.2)
(5.2)
где  — необходимая длина макаронной пряди, м.
— необходимая длина макаронной пряди, м.
Величина зависит от количества одновременно подаваемых кассет т = 1...3 и длины вырабатываемых изделий.
Учитывая высоту перерезаемого слоя трубок Н и величину необходимых зазоров, можно определить скорость подачи.
 (15.3)
(15.3)
При движении ножа поперек кассеты, как это выполнено в расстилочной машине, под величиной  подразумевают сумму ширины кассеты и необходимых боковых зазоров.
подразумевают сумму ширины кассеты и необходимых боковых зазоров.
Скорость резания
 (5.4)
(5.4)
где Кс — коэффициент скольжения (для получения оптимальной величины режущей способности ножей Кс = 14).
Максимальное значение скорости резания
 (5.5)
(5.5)
где  — угловая скорость кривошипа (
— угловая скорость кривошипа ( , здесь п — количество двойных ходов рабочего органа в минуту);
, здесь п — количество двойных ходов рабочего органа в минуту);  — амплитуда движения пластинчатого ножа, м.
— амплитуда движения пластинчатого ножа, м.
6. СУШИЛКИ
Сырые отформованные макаронные изделия направляются на сушку до стандартной влажности 12,5%, что обеспечивает их длительное хранение. В зависимости от форматов макаронных изделий применяют различные типы сушилок, входящие в состав поточных линий. Существуют линии для производства длинных, коротких макаронных изделий и линии для производства изделий в форме мотков или гнезд, каждая из которых имеет сушилки и охладители, оснащенные специальной и индивидуальной системами транспортировки продукта, обеспечивающими непрерывный и автоматический процесс сушки; а также последующее производство до упаковки.
По традиционной технологии макаронного производства процесс сушки продукта проводится в три фазы: предварительная сушка, отволаживание и окончательная (основная) сушка.
В современных процессах, где используются высокие и сверхвысокие температурные режимы, сушка проводится в две фазы: предварительная сушка (инкартаменто) и основная сушка. В таких линиях фаза предварительной сушки осуществляется в отдельно изолированном ярусе или секторе, являющемся составной частью всего сушильного комплекса, оснащенного единой транспортной связью. Например, в линиях для производства спагетти с сушкой изделий на бастунах их транспортировка по всем зонам сушки осуществляется единым цепным конвейером. Существуют и другие системы транспортирования длинных изделий (мотки, гнезда), когда после формования отрезается нужная длина пряди, укладываемая в специальные цилиндрические контейнеры (сушилки Ролинокс фирмы "Басано" и фирмы "Паван"), которые затем с помощью специального конвейера проходят все фазы сушки.
В линиях для коротких макаронных изделий транспортировка продукта и его сушка осуществляются на ленточных конвейерах. Другой способ транспортировки продукта - в барабанных сушилках, разделенных по образующей на сектора, которые состоят из отдельных ячеек. При вращении барабана изделия проходят по траектории, напоминающей спираль, последовательно все ячейки. Транспортировка макаронных изделий в форме гнезд также может быть обеспечена с помощью рамок или в специальных контейнерах, закрепленных на конвейерной ленте (конструкции фирмы "Паван").
Отличительными особенностями линий для производства коротких и длинных макаронных изделий является наличие трабатго на линии коротких изделий и саморазвеса на линии длинных изделий. Обе эти машины установлены перед предварительными сушилками. На линии для производства макаронных изделий в форме гнезд или мотков перед предварительной сушилкой установлена гнездоформующая или моткоформующая машина.
Кроме различных конструктивных решений и вариантов транспортирующей части оборудования поточных линий, имеются значительные различия в материалах, применяемых для изготовления отдельных узлов и частей сушилок (конвейерные ленты, панели облицовки и материал для термической изоляции, отдельные механические части и т.д.). Особенно это относится к установкам, где используются технологии ВТ и СВТ сушки. В то же время есть много общего в конструкции и функционировании отдельных частей линии и процесса в целом.
В настоящее время предпочтение отдается конструкциям поточных линий, в которых используются высокие и сверхвысокие температурные режимы, а линии с использованием традиционных режимов (с низкой температурой) сняты с производства.
Известно, что внедрение высоких и особенно сверхвысоких температурных режимов сушки продуктов значительно увеличило скорость технологического процесса, и, как следствие, повлияло на последующие разработки и создание новых более современных конструкций поточных линий. При этом значительно сократились габаритные размеры сушильных установок и неси линии н целом.
Для реализации новых технологических процессов и появившихся н этой связи особых условий, повысились требования к материалам и отдельным узлам оборудования (износостойкость, антикоррозионность, теплопроводность и т.д.). Особенно эффективно в данном направлении оказалось использование нержавеющей стали, которая максимально удовлетворяет всем механическим и гигиеническим требованиям и, что особенно важно, - не агрессивна по химическому составу. Это последнее свойство материала до недавнего времени почти не принималось но внимание при разработках и конструировании установок с традиционном (низкотемпературной) технологией, которых в настоящее время на макаронных предприятиях находится еще значительное количество. С внедрением новых технологий значительно повысились требования к качеству используемых материалов и отдельным сборочным единицам (моторы, моторредукторы, вентиляционные установки, клапаны, датчики и т.д.). Кроме того, особое внимание направлено на условия безопасной работы при эксплуатации установок. Особо следует отметить конструктивные изменения в используемых изоляционных панелях и их креплении, в которых по сравнению с предшествующими эффективно применяются современные синтетические материалы с низким коэффициентом теплопроводности в сочетании с нержавеющей сталью, что значительно сокращает тепловые потери через стенки сушилок и обеспечивает комфортные условия работы обслуживающего персонала.
В современных линиях с использованием режимов ВТ и СВТ сушки появилась необходимость введения дополнительных секций стабилизации и охлаждения (или интенсивного охлаждения) продукта. Эти секции устанавливают непосредственно за сушилкой или на специальном ярусе, в зависимости от типа и размера линии.
Кроме конструктивных различий отдельных узлов поточных линий каждый производитель (фирма) использует различные формы их внешнего оформления (дизайн), а также способы и порядок сборки оборудования. Так специалисты фирмы "Бюллер" предпочитают конструкции модульного типа, и поточные линии представляют собой автономно собранные установки, связанные между собой транспортирующими механизмами. При этом их сборка и установка отличаются высокой точностью. Фирма "Брайбанти", напротив, использует традиционные методы сборки по классической схеме: предварительная сушилка, окончательная сушилка, накопитель и другие машины, сгруппированные в единую структуру.
Аналогичная схема сборки частично используется и фирмой "Паван", линии которой в отличие от линий других фирм более компактны, а линии длинных макаронных изделий имеют камеры "Рототерм", устанавливаемые между предварительной и основной сушилками.
Необходимо отметить, что выбор модульных конструкций не является исключительным приоритетом фирмы "Бюллер", такой принцип был использован в линиях Роталинокс фирмы "Паван" (СВТ) и в линиях типа Ромет (ВТ) фирмы "Брайбанти" предназначеных для производства коротких макаронных изделий
6.1 НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ СУШИЛОК
Сушка макаронных изделий — наиболее длительная стадия процесса их производства. Высушивание обычно заканчивают по достижении ими влажности 13,5...14%, чтобы после остывания перед упаковыванием влажность их составляла не более 13%. Уплотненное макаронное тесто и сырые макаронные изделия относятся к коллоидным капиллярно-пористым материалам. Соблюдение оптимальных режимов сушки влияет на такие показатели качества готовой продукции, как прочность, стекловидность излома, кислотность.
Интенсивное удаление влаги может привести к растрескиванию изделий, чрезмерно длительная сушка на первой стадии удаления влаги — к закисанию изделий, а при сушке в слое — к деформированию или слипанию продукта.
Сушка макаронных изделий осуществляется конвективным способом, т.е. при непосредственном соприкосновении высушиваемого продукта с сушильным агентом, в качестве которого обычно используют нагретый воздух.
При выборе режимов сушки необходимо учитывать две основные особенности макаронных изделий как объекта сушки:
- при снижении влажности изделий от 29...30 до 13...14% происходит сокращение их линейных и объемных размеров (усадка) на 6...8%;
- в процессе высушивания изменяются структурно-механические свойства изделий.
В зависимости от температуры воздуха используют три основных режима конвективной сушки макаронных изделий:
1 - традиционные низкотемпературные режимы, когда температура сушильного воздуха не превышает 60 °С;
2 - высокотемпературные режимы, когда температура воздуха на определенном этапе сушки достигает 70...90 °С;
3 - сверхвысокотемпературные режимы, когда температура воздуха превышает 90 °С.
При низкотемпературном режиме сушки макаронные изделия можно сушить при жестких режимах, не опасаясь появления в них трещин, примерно до 20%-й влажности, так как на этом этапе изделия имеют выраженные пластичные свойства. При достижении продуктом этой влажности во избежание растрескивания необходимо проводить высушивание при мягких режимах, медленно удаляя влагу. Особенно осторожно следует удалять влагу на последних этапах сушки по достижении изделиями влажности 16% и ниже, когда материал приобретает свойства упругого тела. Эта особенность изменений структурно-механических свойств макаронных изделий в процессе низкотемпературной сушки обусловливает целесообразность ее проведения в двух последовательно установленных сушильных установках: предварительной и окончательной.
При высокотемпературных и сверхвысокотемпературных режимах сушки, когда температура воздуха превышает соответственно 70 и 90 °С, макаронные изделия остаются в пластическом состоянии вплоть до 16...13%-ной влажности (в зависимости от температуры). В этом случае критическая влажность изделий, т.е. момент перехода материала из пластического состояния в упругое, снижается практически до влажности готовых макаронных изделий. Поэтому возникает возможность использования таких режимов на всем протяжении сушки, что значительно сокращает ее продолжительность.
Высокотемпературные режимы способствуют улучшению качества изделий по ряду показателей:
- цвет изделий становится более светлым по сравнению с изделиями традиционной сушки;
- улучшаются варочные свойства макаронных изделий, сокращается продолжительность варки до готовности, снижается клейкость сваренных изделий, улучшается их консистенция;
- происходит практически полная пастеризация макаронных изделий и ликвидируются условия для развития опасных для здоровья человека микроорганизмов.
В отечественной промышленности пока наиболее широко используются низкотемпературные сушильные установки, применение высокотемпературных режимов сдерживается из-за отсутствия специального оборудования и приборов.
Все оборудование для сушки макаронных изделий можно разделить на оборудование для сушки коротких и длинных изделий.
В зависимости от конструкции сушильные установки делятся на барабанные, конвейерные и шкафные, а по принципу действия — на непрерывнодействующие и периодические.
Сушильные установки для макаронных изделий различаются способами размещения высушиваемого материала внутри камеры (рамки, кассеты, бастуны, ячейки) или устройствами для его перемещения.
6.2 ОБОРУДОВАНИЕ ДЛЯ СУШКИ КОРОТКИХ МАКАРОННЫХ ИЗДЕЛИЙ
6.2.1 Установка для предварительной подсушки
Установка предназначена для первичной подсушки макаронных изделий, осуществляемой с целью предупреждения их слипания в процессе дальнейшей сушки. Такими установками комплектуются автоматизированные линии для производства коротких макаронных изделий.
Установка для предварительной подсушки фирмы "Брайбанти" состоит из двух одинаковых секций (левой и правой). Секции работают одновременно независимо одна от другой. Они жестко соединены с помощью стяжек и имеют общую обшивку, что придает установке вид единой законченной конструкции. Установка размещается под площадкой пресса, между его опорами. Производительность одной секции 420 кг/ч.
Основными узлами установки (рисунок 51) являются блок сит с механизмом привода и система обогрева и вентиляции.
Каждая секция имеет сварной каркас 1, выполненный из стального уголкового проката. Внутри каждой секции расположено одно над другим пять металлических вибрирующих сит 8. Каждое сито представляет собой сетку из нержавеющей стали, натянутую на деревянную раму прямоугольной формы и закрепленную в металлическом каркасе. В концах каждого из четырех верхних сит (по ходу продукта) имеются прямоугольные окна, через которые сырые изделия пересыпаются сверху вниз с сита на сито. Нижнее сито соединено с лотком 6, который выступает за пределы камеры с противоположной от загрузки стороны.
На стенке каркаса со стороны выгрузки изделий закреплен привод сит, состоящий из электродвигателя клиноременной передачи с двухступенчатыми шкивами, эксцентрикового вала и двух пар шатунов.
Первая пара шатунов соединена с набором из первого, третьего и пятого сит, вторая — с набором из второго и четвертого сит. При работе установки наборы сит совершают возвратно-поступательное движение в противоположных направлениях относительно друг друга, что обеспечивает перемещение сырых изделий по первому, третьему и пятому ситам вперед, по второму и четвертому - в обратном направлении. Таким образом, перемещаясь по ситам сверху вниз, сырой продукт последовательно в течение 3 мин проходит путь около 10 м, за это время из изделий удаляется до 2 % влаги.
вход продукта
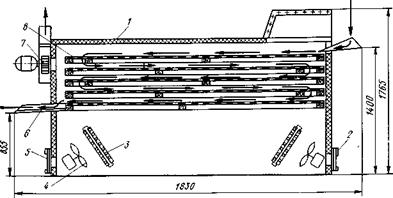
Рисунок 51 Схема установки "Брайбанти" для предварительной подсушки: 1 - каркас; 2, 5 - шиберы; 3 - калориферы; 4 - осевой вентилятор; 6 - лоток; 7 - центробежный вентилятор, 8 – сита
На торцовых сторонах каркаса камеры каждой секции под ситами установлено по два калорифера 3и по два осевых вентилятора 4. В калориферы подается горячая вода (90 °С) в количестве 2,5 м3/ч. Вентиляторы непрерывно подают горячий воздух, нагнетая его сквозь блок сит. Воздух забирается из помещения цеха через регулирующие шиберы 2 и 5 в обшивке камеры.
Установленный на торцовой стенке секции камеры центробежный вентилятор 7 предназначен для удаления избытка влажного отработавшего воздуха из секции.
Обшивка камеры состоит из деревянного каркаса, облицованного с внутренней стороны древесноволокнистыми плитами толщиной 3 мм, с другой стороны — бумажно-слоистым пластиком. Между ними проложен термоизоляционный материал — пенопласт. Стенки камеры изготовлены съемными.
6.2.2 Конвейерные сушилки
Сушилка СПК-4Г-45 (рисунок 52). Состоит из следующих основных частей: пяти ленточных конвейеров 4, двух приводных колонок 12, паровых калориферов 2, вентиляционной системы 9 и пульта управления сушилкой.
Каркас 1 сушилки сборный металлический снаружи облицован металлическими щитами, имеет двери. Толщина слоя термоизоляционного материала 42 мм. Для наблюдения за процессом сушки продукта, отбора проб, очистки сеток и ремонта с боковых сторон сушилки установлены съемные щиты с окнами 7, а с торцовых сторон — двери.
Внутри сушилки один под другим расположены пять пар барабанов, диаметр каждого 340 мм, на которые натянута металлическая сетчатая лента 3шириной 2000 мм из нержавеющей стали, при этом общая сушильная поверхность лент 45 м2. Каждая пара барабанов относительно другой смещена по длине, что позволяет продукту пересыпаться с ленты на ленту.
Для очистки поверхности барабанов от налипающего продукта на всех пяти натяжных барабанах установлены скребки. В местах ссыпки продукта с верхней ленты на нижнюю установлены поворотные направляющие шибера 5.
Сушилка обогревается паровыми ребристыми калориферами, расположенными между ведущей и ведомой ветвями сетчатых лент всех пяти конвейеров. Калорифер 2 каждого конвейера состоит из двух последовательно соединенных батарей. Каждая батарея представляет собой две продольные трубы диаметром 44,5/39,5 мм с отверстиями, в которые вставлено 16 поперечных труб диаметром 38/33 мм. На поперечных трубах навиты металлические полоски шириной 30 мм и толщиной 1 мм так, что образуются ребра в количестве 100 на 1 м длины трубы. Поверхность нагрева каждого калорифера 140 м2, общая поверхность калориферов сушилки 700 м2. Источником тепла для калориферов служит пар, который поступает от паросиловой установки под давлением 0,3-0,8 МПа по трубопроводу через регулирующий клапан, впускной коллектор 6, а от него через впускные вентили к каждому ярусу калориферов.
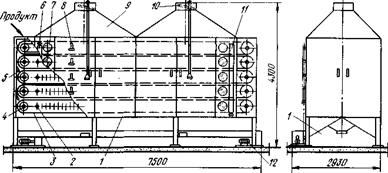
Рисунок 52. Сушилка СПК-4Г-45: 1 - каркас; 2 - калорифер; 3 - сетчатая лента; 4 — ленточный конвейер; 5 — шиберы; 6, 11 - коллектор; 7- окно; 8- угловой термометр; 9 -вентиляционная система; 10 - шиберы; 12 - приводная колонка
Контроль за давлением пара, поступающего в сушилку, осуществляется манометрами ОБ М-160, установленными на впускном и выпускном 11коллекторах.
Сушилка оборудована вентиляционной системой, которая представляет собой две вытяжные камеры, изготовленные из листовой стали толщиной 1,5 мм. В каждой камере находится по одному осевому вентилятору. Внутри вытяжных камер перед осевыми вентиляторами установлены поворотные шиберы 10, с помощью которых можно изменять количество проходящего отработавшего воздуха.
Движение ленточных конвейеров сушилки осуществляется от двух приводных колонок (рисунок 53). От первой приводятся в движение первый 3, третий 2 и пятый 1ленточные конвейеры. Вращение приводных барабанов осуществляется от электродвигателя 15 через клиноременную передачу 17, цепной вариатор 16, цепную передачу 18, червячный редуктор 19 и систему цепных передач. От электродвигателя первой колонки через клиноременную передачу 14, червячный редуктор 13 и цепную передачу осуществляется вращение одного вала 4 со щетками, установленными в конце второго ленточного конвейера.
Вторая приводная колонка (на рисунке не показана) имеет аналогичную конструкцию, от нее осуществляется привод второго 7 и четвертого 8 ведущих барабанов конвейерных лент, а также вращение двух валов со щетками, установленными в конце первой и третьей лент.
Над тремя верхними лентами имеются ворошители 5, которые представляют собой вал с закрепленными на нем прутками. Он расположен поперек ленты, и при вращении прутки перемешивают высушиваемые изделия, предотвращая образование слитков. Привод ворошителей осуществляется от электродвигателя 12 через червячный редуктор 11 и цепную передачу 10.
Сырые изделия при помощи раскладчика поступают на верхнюю ленту сушилки, где довольно быстро перемещаются над калориферами верхнего яруса. При этом испаряется более трети влаги, подлежащей удалению. Далее продукт поступает на вторую ленту, которая несколько медленнее перемещается
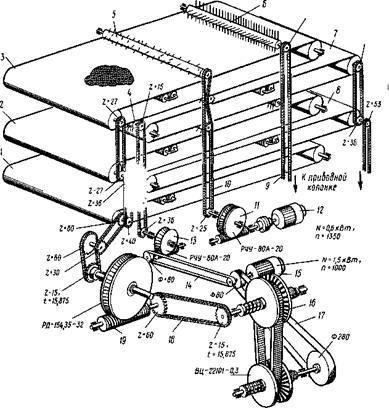
Рисунок 52 Кинематическая схема сушилки СПК-4Г-45:
1, 3, 7, 8 - ленточные конвейеры; 4, б - валы; 5 - ворошитель; 9, 10, 18 - цепные передачи; 11, 13, 19 - редукторы; 12, 15 - электродвигатель; 14, 17 - клино-ременная передача; 16 – вариатор
над калориферами второго яруса. Сушка продолжается здесь также довольно интенсивно, удаляется примерно еще одна треть влаги. Затем изделия поступают на третью ленту, которая еще медленнее перемещается над калориферами третьего яруса, на этой ленте удаляется около 4 % влаги. Четвертая и пятая ленты имеют еще меньшие скорости, и за время нахождения на них продукт окончательно высыхает до стандартной влажности.
В процессе пересыпания изделий на лентах образуется мелкая мучная крошка, которая проходит сквозь ячейки лент и собирается в нижней части сушилки на поддонах.
Сушильный воздух проходит через сушилку снизу вверх, подогревается в калориферах и охлаждается, проходя через конвейерные ленты с продуктом. Удаляемая из изделий влага посредством вытяжных вентиляторов выводится в атмосферу.
Необходимый температурный режим воздуха в сушильной камере можно изменять и регулировать вручную и автоматически. Ручная регулировка теплового режима на каждом ярусе сушилки осуществляется в процессе ее пуска или в связи с переводом на новый ассортимент. По достижении установившегося теплового режима на каждом ярусе включается автоматическое регулирование температуры.
Сушилка СПК-4Г -90. Сушилка данной марки отличается от С11К-41 -4!> тем, что имеет большие рабочие площади конвейерных лент и производительность. Сушилка СПК-4Г-90 при такой же ширине лент (2000 мм), но за счет большей длины имеет суммарную рабочую поверхность 90 м2,
Основной недостаток паровых конвейерных сушилок — в них используется режим с повышающейся сушильной способностью воздуха. Так как поток продукта и поток сушильного воздуха направлены навстречу друг другу, более сухие изделия, находящиеся на лентах нижних транспортеров, высушиваются более сухим воздухом, чем сырые изделия на лентах верхних конвейеров, а также наблюдается эффект провисания транспортерных лент.
Таблица 6.1 техническая характеристика сушилок СПК-4Г- 45 и СПК-4Г-90
| Показатели | СПК-4Г-45 СПК-4Г-90 |
| Производительность по сухим изделиям, кг/ч 10,8 21,6 | |
| Число лет 5 5 | |
| Рабочая площадь лент, м 45 90 | |
| Площадь нагрева калориферов, м2 700 1400 | |
| Габаритные размеры ( |

